【摘要】:图6.2-4 G代码输入页面图6.2-5 G代码文本说明在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用和键将所需要的数据输入到程序中。图6.2-6 G代码图形说明图6.2-7 M代码输入页面输入M代码数值(如01)并利用键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。
1.引导编程功能
0i引导编程(Manual Guide 0i)是FS-0iD的附加功能,需要订购相应的软件。引导编程可在任意操作方式下,通过MDI面板上的功能键 或
或 ,以后台编辑的方式进入,引导编程的显示如图6.2-1所示。
,以后台编辑的方式进入,引导编程的显示如图6.2-1所示。
在显示页面上,通过输入程序号(如O0015)便可进入图6.2-2所示的程序创建(程序号未使用)或程序编辑(程序已存在)页面,引导编程不能对执行中的程序进行编程。
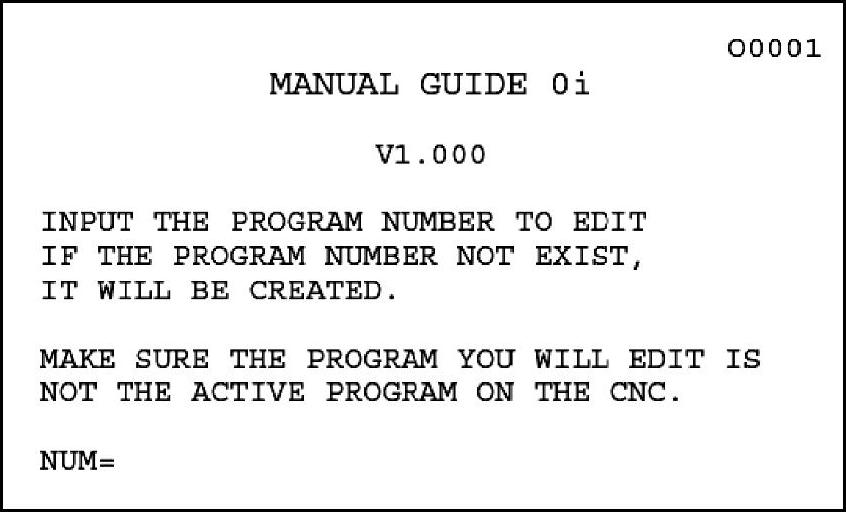
图6.2-1 FS-0iC引导编程页面
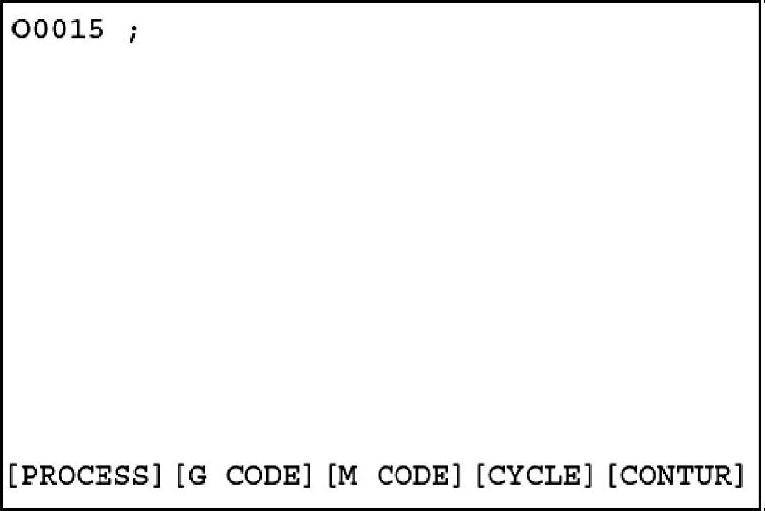
图6.2-2 引导编程的程序编辑页面
引导编程的程序编辑页面下部共有5个软功能键,用于编程指令的选择与输入,功能键的作用如下。
〖PROCESS〗:用于辅助机能F、S、T指令编程;
〖G CODE〗:用于G指令编程;
〖M CODE〗:用于辅助机能M指令编程;
〖CYCLE〗:用于孔群加工、型腔铣削或粗车、精车等复杂加工循环编程;
〖CONTUR〗:用于轮廓编程。
利用以上〖PROCESS〗、〖G CODE〗和〖M CODE〗功能键编制的加工程序,为常规NC加工程序,其编程方法如下。
2.F/S/T指令编程
选择程序编辑页面的软功能键〖PROCESS〗,CNC可显示图6.2-3所示的页面。
调节光标,可在不同的提示栏输入以下程序参数。
FEED:进给速度F的值;
SPINDLE:主轴转向(DIR)和转速值(S);
COOLANT:冷却如内冷M07、外冷M08等;
T-CODE:输入刀号。利用数字键和 键,可将所需要的程序参数输入到相应的显示栏,输入完成后利用功能键〖ACCEPT〗进行存储;错误的输入可以用功能键〖CLEAR〗清除。
键,可将所需要的程序参数输入到相应的显示栏,输入完成后利用功能键〖ACCEPT〗进行存储;错误的输入可以用功能键〖CLEAR〗清除。
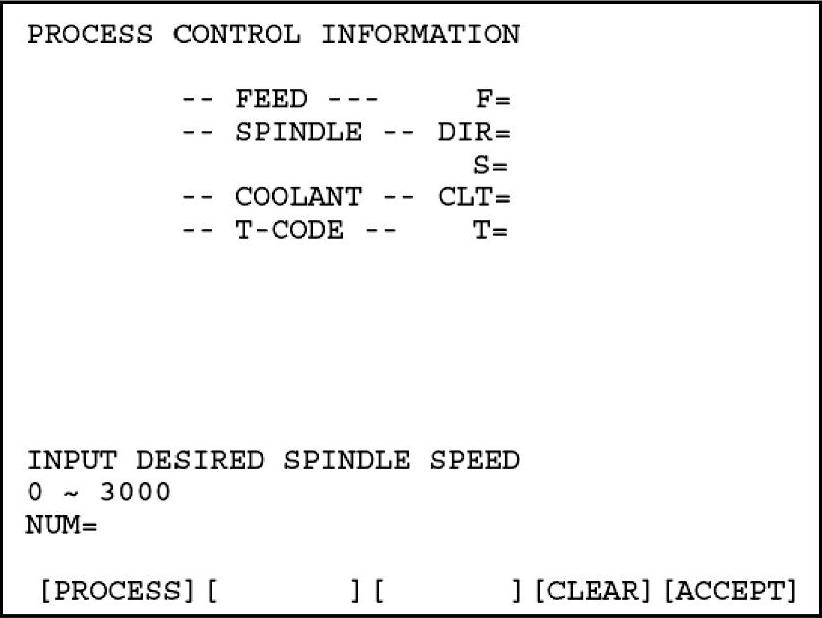
图6.2-3 切削参数输入页面
3.G代码输入
选择程序编辑页面的功能键〖G CODE〗,CNC可显示图6.2-4所示的G代码输入页面。通过MDI面板的“选页”键 与
与 可显示更多的G代码。输入G代码数值(如01)并利用
可显示更多的G代码。输入G代码数值(如01)并利用 键确认,CNC即可显示该指令的帮助文件,查阅对应指令的说明。指令说明可通过软功能键〖TEXT〗以图6.2-5所示的文本形式或通过〖GRAPH〗以图6.2-6所示图形的形式显示。
键确认,CNC即可显示该指令的帮助文件,查阅对应指令的说明。指令说明可通过软功能键〖TEXT〗以图6.2-5所示的文本形式或通过〖GRAPH〗以图6.2-6所示图形的形式显示。

图6.2-4 G代码输入页面
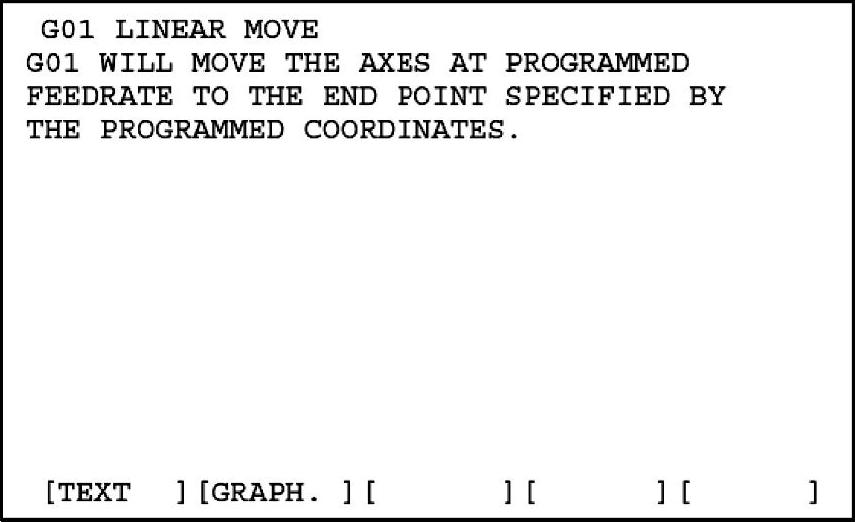
图6.2-5 G代码文本说明
在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用 和
和 键将所需要的数据输入到程序中。
键将所需要的数据输入到程序中。
4.M代码输入
选择程序编辑页面的功能键〖M CODE〗,CNC可以显示图6.2-7所示的M代码显示页面。通过MDI面板的“选页”键 与
与 ,同样可显示更多的M代码。
,同样可显示更多的M代码。
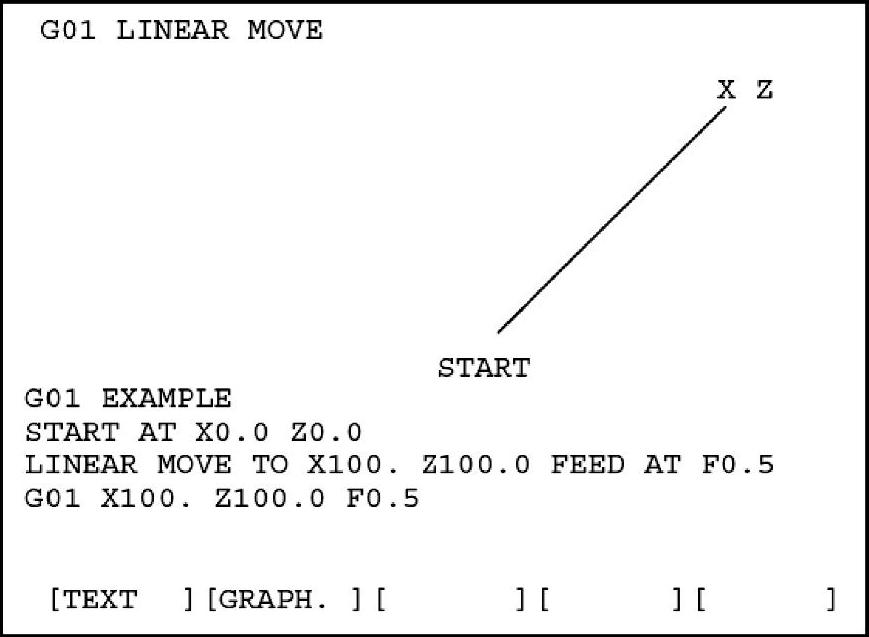
图6.2-6 G代码图形说明
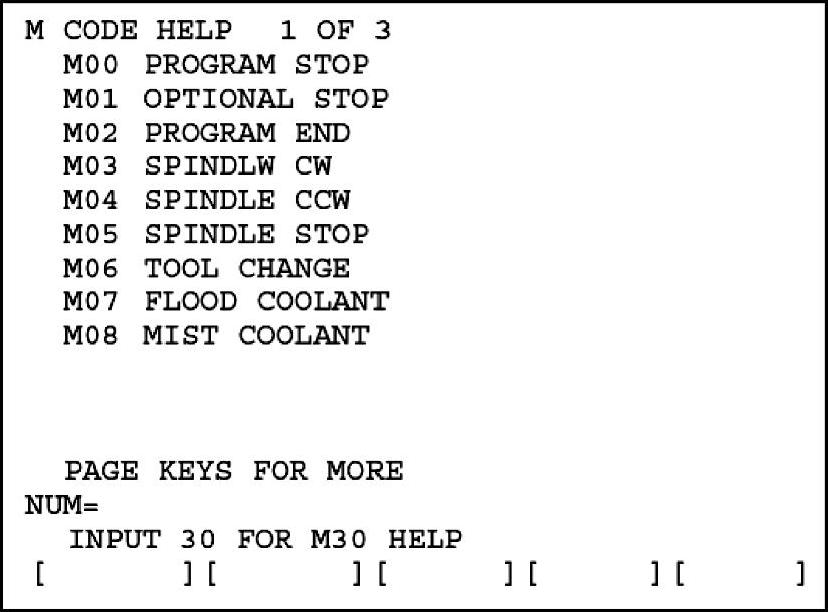
图6.2-7 M代码输入页面
输入M代码数值(如01)并利用 键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。输入完成后用MDI面板的
键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。输入完成后用MDI面板的 和
和 键,将所需要的数据输入到程序中。
键,将所需要的数据输入到程序中。






相关推荐