图7.3-10 参数写入保护的取消4)宏程序编辑使能后,可将CNC参数PRM3202.4设定为“0”,使得宏程序编辑成为允许状态。表7.3-1 宏指令的替代字符......
2023-06-25
1.宏程序段
编制用户宏程序的目的是简化编程或实现特殊控制要求,程序含有普通NC程序段和宏程序段,两者的执行过程与处理方法有所不同。
宏程序段是指程序中的算术运算与逻辑运算程序段、转移与循环程序段和宏程序调用程序段,它具有如下特点:
1)宏程序程序段的单段停止,决定于CNC参数PRM6000.5(SBM)的设定,设定1,允许单段停止;否则,单段停止无效。
2)在刀具半径补偿有效期间,宏程序段作为非移动段处理。
3)宏程序段的处理在程序段预读过程中完成。
4)宏程序段不可使用程序检索功能,也不能在中断后转入MDI加工。
2.宏程序段的处理
宏程序段的处理在程序段预读时完成,其处理与刀具补偿有关,具体如下:
1)对于非刀具半径补偿程序段,CNC需要预读1个运动程序段进行预处理,因此,如图5.3-1所示,当CNC执行N1时,需要进行N4的预处理,故宏程序段N2、N3将在执行N1的同时,被CNC提前处理。
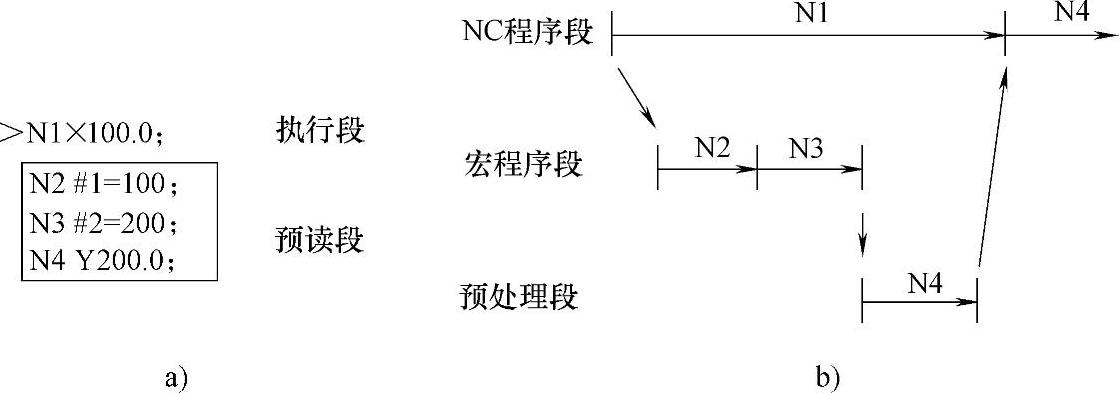
图5.3-1 非刀具半径补偿程序段的处理
a)程序 b)处理过程
2)Z刀具半径补偿G41/G42有效的程序段,CNC需要预读2个移动段进行预处理,因此,如图5.3-2所示,当CNC执行N1时,需要进行N3、N7的预处理,故宏程序段N2、N4、N6将在执行N1的同时,被CNC提前处理。
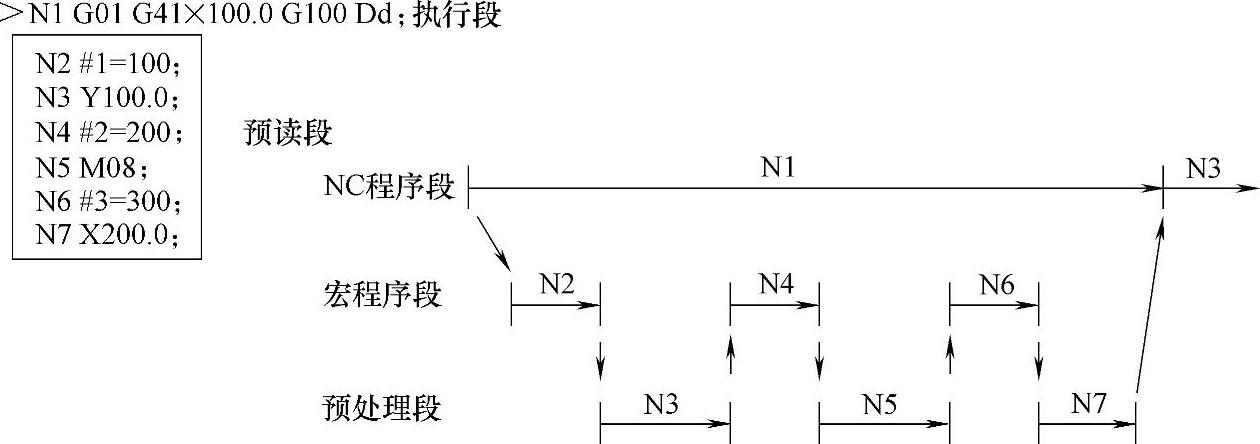
图5.3-2 刀具半径补偿程序段的处理
3.预处理禁止
宏程序中的M00/M01/M02/M30程序段、G53机床坐标系选择程序段、G31跳步切削程序段将禁止宏程序段的预处理,CNC必须在完成NC程序段处理后,才能进行下一程序段的处理。
宏程序段的预处理加快了程序执行速度,但它可能导致它与加工程序的不同步,为此,可以通过设定预处理禁止M代码,禁止预处理。FS-0iD的禁止宏程序预处理M代码可通过如下方法设定:
PRM 3411~PRM3420:可设定10个禁止程序段预处理的M代码;
PRM 3421~PRM3432:可设定6个禁止程序段预处理的M代码区域,设定范围内的M代码生效时,将禁止宏程序段的预处理。
有关FANUC-0iD编程与操作的文章

图7.3-10 参数写入保护的取消4)宏程序编辑使能后,可将CNC参数PRM3202.4设定为“0”,使得宏程序编辑成为允许状态。表7.3-1 宏指令的替代字符......
2023-06-25

主程序的结束标记用辅助机能代码M02或M30表示,子程序的结束标记用M99表示。图2.1-1 程序段的基本组成5)切削速度是多少?反之,仅在编入的程序段中有效的代码,则称为单段有效代码或单段有效指令。......
2023-06-25

表5.2-2 宏程序的调用指令一览表自由调用和特定调用用户宏程序调用有自由调用和特定调用两种方式。图5.2-2 用户宏程序的特定调用特定调用的指令编程格式如下:l:重复调用次数;变量赋值的方法见后述。一般情况下,宏程序执行完成后,程序将返回到调用程序段,然后继续执行下一程序段。表5.2-4 自变量指定Ⅱ的程序字与局部变量对应关系表混合赋值宏程序调用指令也可采用自变量指定Ⅰ、自变量指定Ⅱ混合赋值的方式,对局部变量#1~#33进行赋值。......
2023-06-25

如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。图8.3-4 工件坐标系的测量输入例3)选择MDI方式、按MDI面板的功能键显示偏置/设定页面。6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。......
2023-06-25

变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2023-06-25

对于图5.2-3所示圆周孔加工,假设中心坐标为(x,y)、孔数为h、圆周半径为i、孔起始角为a、角度增量为b,可通过用户宏程序编制一个通用的孔加工程序。图5.2-3 圆周分布孔加工宏程序变量定义如下:#24:圆心的坐标x;#25:圆心的坐标y;#26:孔底平面z;#18:参考平面r;#9:进给速度f;#4:半径i;#1:孔起始角a;#2:角度增量b;#11:孔序号h;#3、#5、#6:中间变量。图5.2-4 数控车床深孔加工宏程序宏程序变量定义如下。......
2023-06-25

2)通过PMC程序,在PMC输出信号G053.5上发送宏程序中断信号UNIT。中断方式Ⅰ有效时,只要输入宏程序中断信号UNIT,CNC将立即中止现行程序段的执行,转入宏程序。如中断宏程序中无普通NC程序段,其处理与中断方式Ⅰ相同。图5.3-7 宏程序中断的返回1)正常返回:如宏程序以M99指令结束,执行完成后正常返回,并根据不同的中断方式处理被中止的程序段。......
2023-06-25
表5.2-1 宏程序运算指令表(续)宏程序的运算次序与运算法则和数学运算相同,例如,先函数、再乘除、后加减,也可加括号改变运算次序;运算式中的除数不允许为0等。......
2023-06-25
相关推荐