变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2023-06-25
【例5-1】对于图5.2-3所示圆周孔加工,假设中心坐标为(x,y)、孔数为h、圆周半径为i、孔起始角为a、角度增量为b,可通过用户宏程序编制一个通用的孔加工程序。

图5.2-3 圆周分布孔加工
宏程序变量定义如下:
#24:圆心的坐标x;
#25:圆心的坐标y;
#26:孔底平面z;
#18:参考平面r;
#9:进给速度f;
#4:半径i;
#1:孔起始角a;
#2:角度增量b;
#11:孔序号h;
#3、#5、#6:中间变量。
其宏程序如下:
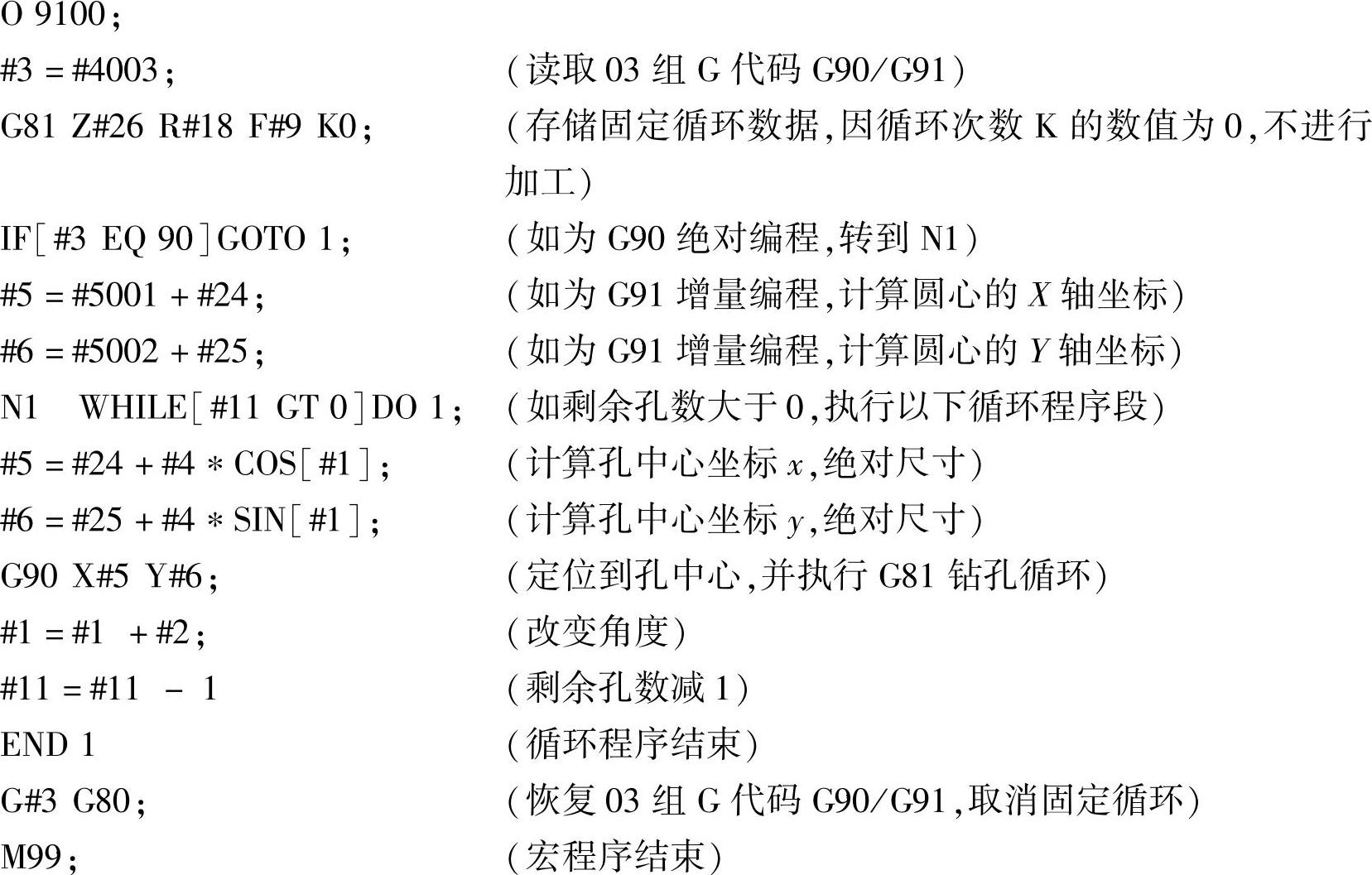
以上宏程序可通过加工程序中的如下指令调用和赋值:

【例5-2】对于图5.2-4所示数控车床的分级进给深孔加工,假设孔深为w(增量值)或z(绝对坐标)、每次进给深度为k,利用用户宏程序编制的程序如下。

图5.2-4 数控车床深孔加工宏程序
宏程序变量定义如下。
#23:孔深w(增量值);
#26:孔深z(绝对坐标值);
#6:每次进给深度k;
#9:进给速度f;
#1:孔深;
#2:已加工深度。
其宏程序如下:

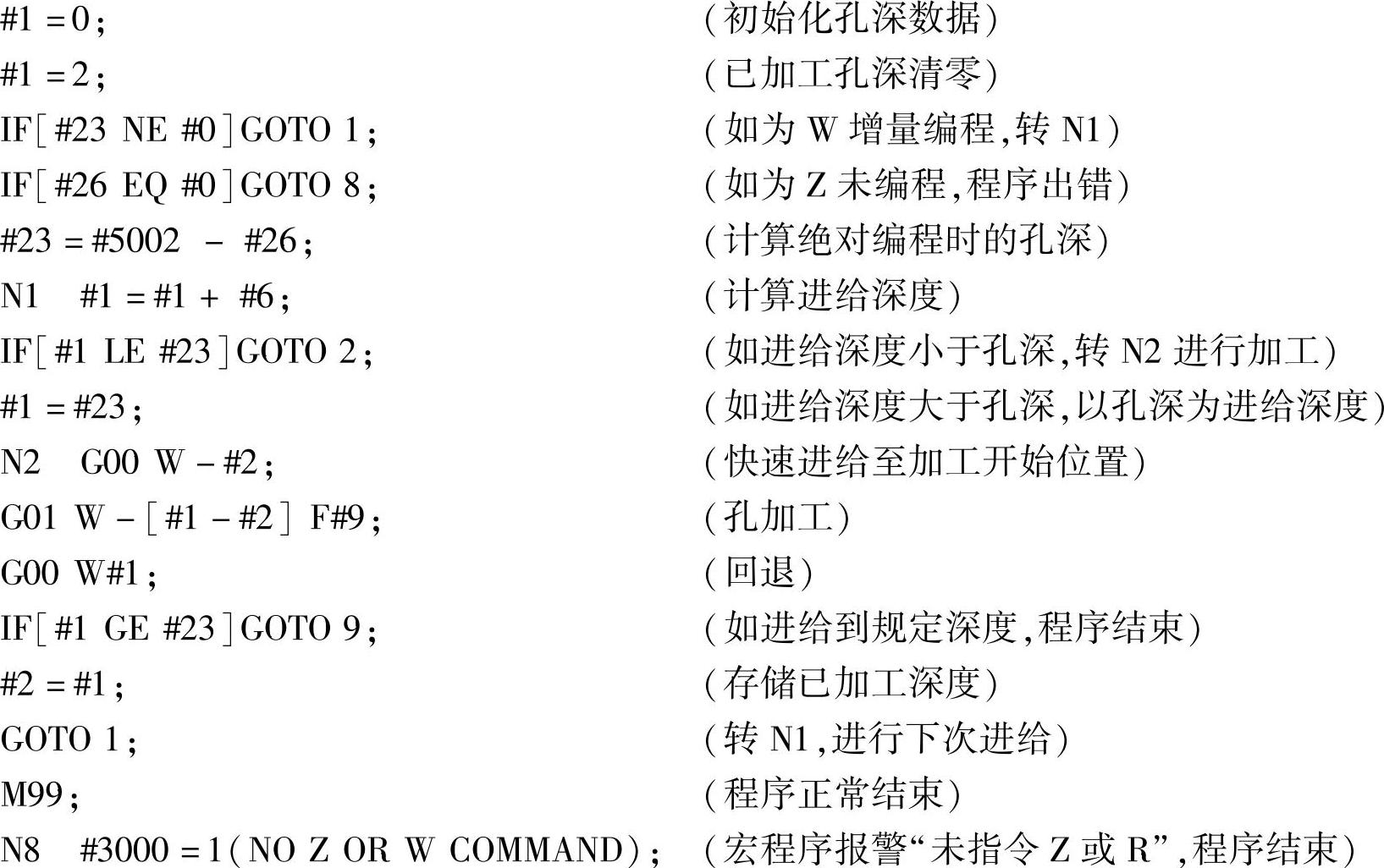
以上宏程序可通过加工程序中的如下指令调用和赋值。

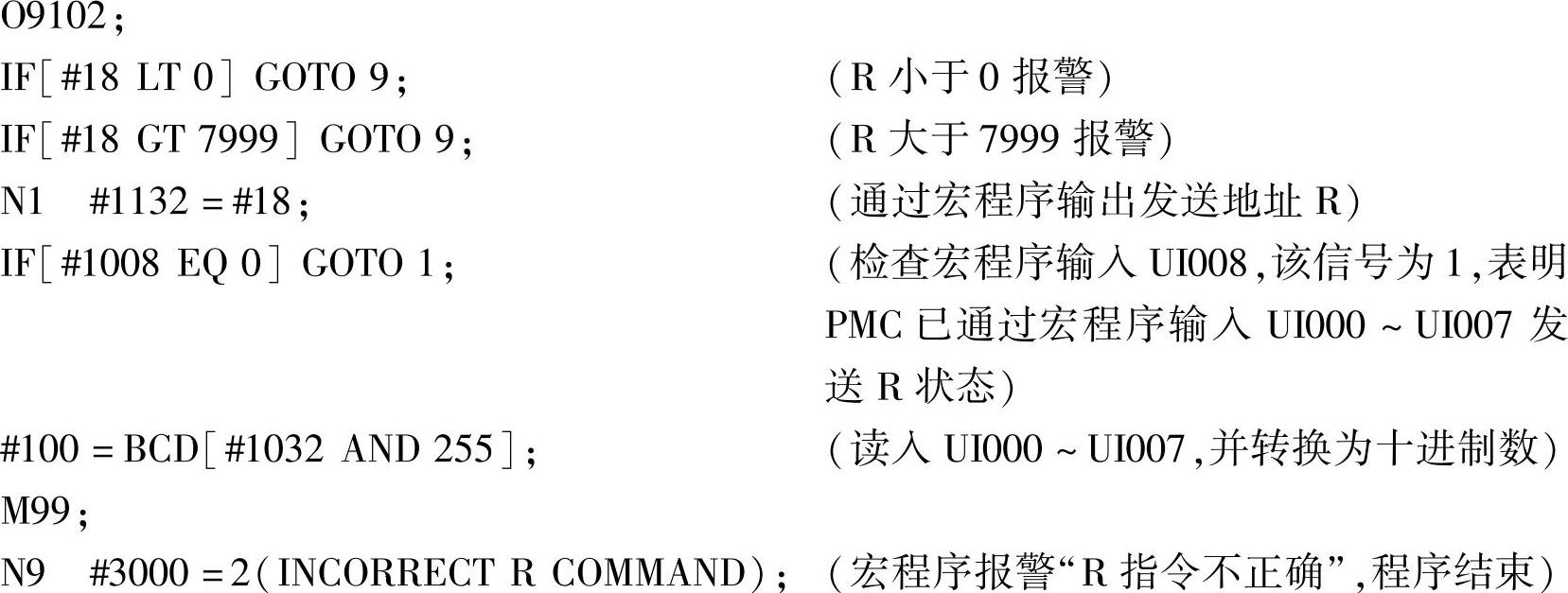
【例5-3】在FS-0iD上,R是PMC的内部继电器,其地址范围一般为R0~R7999,假设某机床需要通过宏程序调用指令“ ”,利用变量#100读取内部继电器状态,并将其转换为十进制数值的参考程序如下。
”,利用变量#100读取内部继电器状态,并将其转换为十进制数值的参考程序如下。
有关FANUC-0iD编程与操作的文章

变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2023-06-25

实例程序:5.光敏传感器的例程光敏传感器实质是一个光敏电阻,根据光的照射强度会改变其自身的阻值。程序和倾斜开关的例程通用。编程原理:传感器A0口接Arduino板模拟口的A1口,读取传感器的值。......
2023-06-26

Arduino板上自带了5 V和3.3 V转换芯片,以供给单片机和外设使用。PPM信号的频率是50 Hz,宽度为0.5~2.5 ms。例程2:用writeMicroseconds()函数,控制从544脉冲扫描到2 400脉冲,每次延时20 ms,2 min内完成扫描一次。......
2023-06-26

Socket的中文称为“套接字”,是专门用于开发通信程序的句柄。在软件通信过程中,Socket管理端口的创建、侦听、连接和数据收发等功能。创建一个工程名为“u”的对话框程序,用于演示创建UDP端口并进行简单的数据通信。表15-3 主对话框的控件属性3)新建一个CSocket派生类CSocku,用于截获接收到的网络通信数据,如图15-5所示。16)再次修改CSocku类中的OnReceive函数,将收到的数据和对方IP添加到历史编辑框内。......
2023-11-25
图3-1-14缩短退出动画时间技能点拨调整文本预设动画的播放速度:选中文字图层,按“U”键显示关键帧,调节两个关键帧之间的距离,距离越近文本动画的播放速度越快。如需删除预设动画,直接选中“动画1”,按“Delete”键即可删除对应的预设动画。部分制作复杂的预设动画可能包含不止一个动画,可将所有添加的动画删除,并重置图层的变换属性,使文字图层重回初始状态,如图3-1-19所示。图3-1-19删除文字图层的预设动画......
2023-10-17
绘制如图4-4所示的画框。图4-4 画框实讲实训多媒体演示请参见配套光盘中的\\动画演示\第4章\绘制画框.avi。绘制步骤图层设计。调用矩形命令绘制一个小矩形,作为画框的内轮廓线,命令行提示与操作如下:命令:_rectang指定第一个角点或[倒角/标高/圆角/厚度/宽度]:0,0↙指定另一个角点或[面积/尺寸/旋转]:@60,40↙选择新绘制的矩形中点移动到竖直直线上,如图4-7所示。图4-5 绘制竖直直线图4-6 移动矩形图4-7 移动矩形......
2023-08-18

绘制如图2-7所示的椅子。图2-7 椅子图案实讲实训多媒体演示请参见配套光盘中的\\动画演示\第2章\椅子.avi。绘制步骤利用“直线”命令,绘制初步轮廓结果如图2-8所示。再以图2-8中1、3两点下面的水平线段的端点为起点各向下适当距离绘制两条竖直线段,如图2-8所示。命令:ARC↙指定圆弧的起点或[圆心]:指定圆弧的第二点或[圆心/端点]:指定圆弧的端点:图2-8 椅子初步轮廓图2-9 绘制过程同样方法绘制扶手位置另外3段圆弧。......
2023-08-18
举世闻名的微软公司总裁比尔·盖茨在11岁时,所具备的数学知识就远远超过其同龄人。不断学习相对来说较为漫长,在此期间要注意养成一些良好的编程习惯。正确的学习方法学习编程,掌握正确的方法最重要。⑥反复上机练习,不断提高编程技巧。多问多学习掌握编程思想必须在编程实际工作中去实践和体会。......
2023-10-22
相关推荐