FS-0iMD的刀具补偿数据同样可采用MDI面板手动设定和通过编程指令G10在程序中输入两种方式。2)按软功能键〖刀偏〗,LCD将显示刀具补偿数据显示页面。图8.3-22 FS-0iMD的刀具补偿显示a)刀具补偿A b)刀具补偿C4)用光标移动键、选定需要输入设定的补偿参数。......
2023-06-25
1.指令与编程
刀具半径补偿功能用于铣刀半径的自动补偿,它可使刀具中心沿编程的轮廓偏移一个半径,使实际加工轮廓和编程轨迹一致。刀具半径值应通过MDI/LCD面板或G10指令事先输入道CNC的刀具补偿存储器中。
刀具半径补偿指令格式如下:

指令中的G41、G42用于图4.4-3所示的刀具半径偏置方向选择,当沿刀具移动方向、刀具在工件左侧时指令G41,刀具在工件右侧时指令G42。G41/G42为模态指令,半径补偿可通过指令G40或指定D00刀补号撤销。
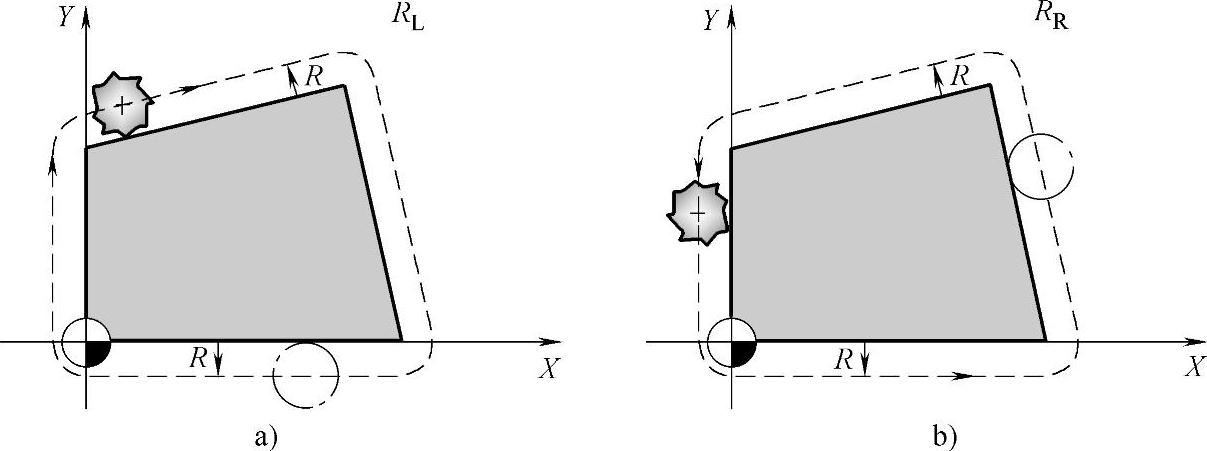
图4.4-3 刀具半径补偿的方向
a)G41 b)G42
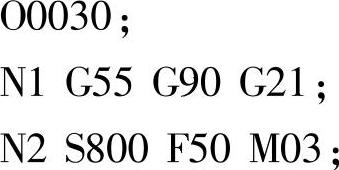
【例4-10】假设刀具半径补偿号为D1,使用刀具半径补偿功能,对图4.4-4所示的轮廓加工程序进行编程。
加工程序如下:

2.使用注意点
刀具半径补偿可大大简化编程,但如果使用不当,也容易引起刀具的干涉、过切、碰撞。为了防止发生以上问题,使用刀具半径补偿指令时,一般应注意以下几点:
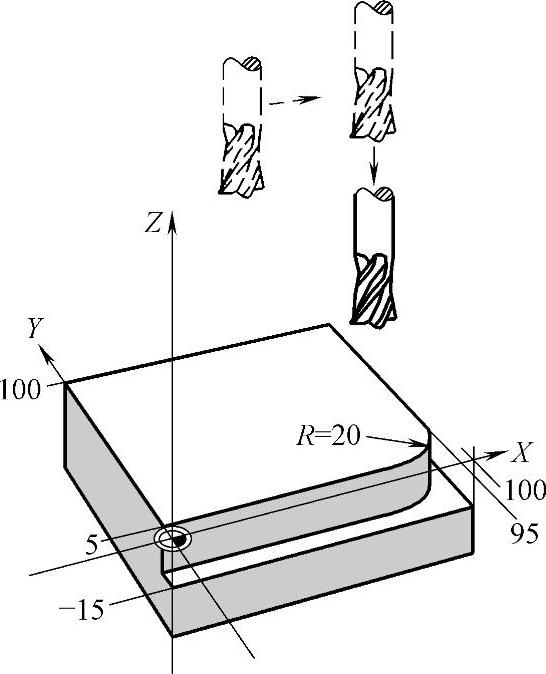
图4.4-4 半径补偿程序例
1)在进行刀具半径补偿前,应通过G17/G18/G19指令实现选择刀具半径补偿平面。
2)刀具半径补偿有效期间,一般不允许存在两段以上的非补偿平面内移动的程序段,如:只有M、S、T、F代码的程序段;程序暂停程序段;Z轴运动程序段等。
3)半径补偿生效和撤销的G40、G41、G42程序段上,只能选择G00或G01运动,编入其他移动指令时,CNC将产生报警。
4)为了防止在半径补偿生成、撤销过程中可能产生的过切现象,半径补偿生效和撤销时的刀具起始位置、终点位置最好在图4.4-5所示的补偿方向同侧。
图4.4-5 刀具半径补偿生效、撤销位置
a)生效时 b)撤销时
5)执行G92、G50、G28、G29等指令,刀具半径补偿将被暂时取消。
3.圆弧拐角G39
如果在刀具半径补偿生效期间指令了G39,可将半径补偿的拐角方式由图4.4-6a所示的直线拐角转换为图4.4-6b或图4.4-6c所示的圆弧拐角。
G39指令的编程格式如下:

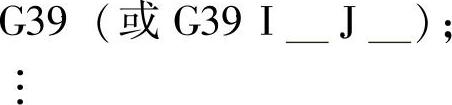
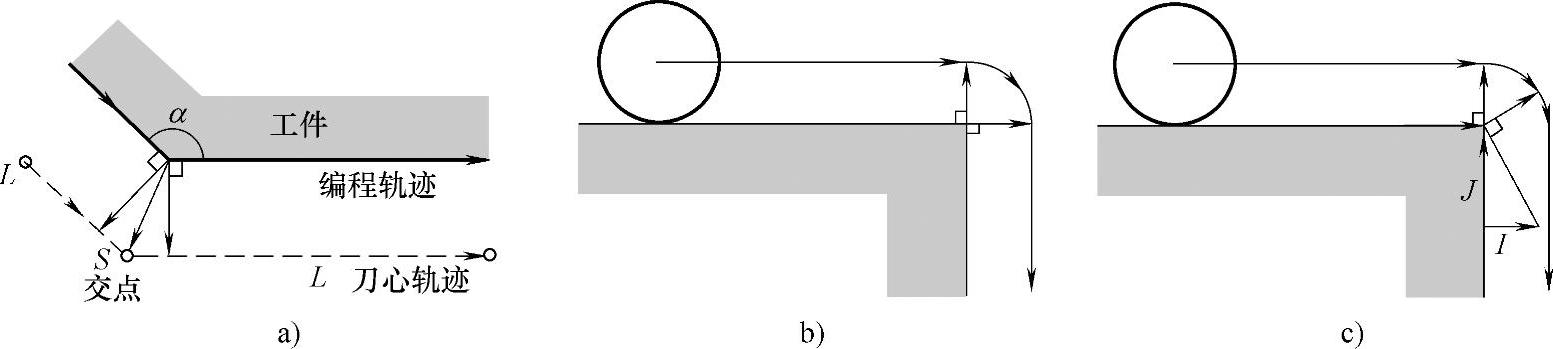
图4.4-6 刀具半径补偿的圆弧拐角
a)直线拐角 b)不指定I、J c)指定I、J
如果指令G39中不指定I、J的,将在G39指令程序段和下一程序段的连接处,生成垂直下一程序段起点的半径补偿矢量,并进行圆弧拐角;如指令了G39 IJ,将在程序段的连接处生成垂直于I、J方向的半径补偿矢量,并进行圆弧拐角。
有关FANUC-0iD编程与操作的文章

FS-0iMD的刀具补偿数据同样可采用MDI面板手动设定和通过编程指令G10在程序中输入两种方式。2)按软功能键〖刀偏〗,LCD将显示刀具补偿数据显示页面。图8.3-22 FS-0iMD的刀具补偿显示a)刀具补偿A b)刀具补偿C4)用光标移动键、选定需要输入设定的补偿参数。......
2023-06-25

图3.5-5 半径补偿方向的规定图3.5-6 补偿前的正确位置2)在撤销刀具补偿的G40程序段,由于刀尖半径补偿有效段加工结束时,刀尖中心一般位于和编程轨迹垂直的位置上,因此,应将刀具退出点选择在图3.5-7所示的补偿侧,防止退出时的过切。刀尖半径补偿矢量的计算较为复杂,有关内容可参见FS-0iTD的操作说明书。......
2023-06-25

刀具补偿数据既可通过FS-0iTD的MDI面板手动输入和设定,也可通过编程指令G10在加工程序中输入。FS-0iTD对刀具偏置和刀尖方向的定义如图8.3-15所示。FS-0iTD的刀具偏置包括几何偏置和磨损偏置两部分。......
2023-06-25

图2.5-3 刀具测量的动作过程2.G37指令编程指令G37的编程格式如下:执行以上指令的刀具运动过程如下:1)设定起始点的坐标值。2)刀具快速向指令目标点z1运动。3)刀具到达测量减速区,减速至PRM 6243设定的速度继续向指令目标点z1运动。......
2023-06-25
但由于其工作的特点,数控刀具也有一些特殊的地方,如刀具的存储、在机床上的安装和自动换刀以及为达到以上目的而具有一套刀具柄部标准系统等。对于数控机床和加工中心用的刀具,除应具备普遍刀具应有的性能外,还应满足以下要求:必须从数控加工的特点出发来制定数控刀具的标准化、系列化和通用化结构体系。数控刀具系统应是一种模块式、层次化、可分级更换组合的体系。......
2023-07-01

静态串联同步补偿器是基于变流器型的串联补偿装置,通过在线路中串联注入电压来控制线路两端的功角差和电压降落,从而起到调节线路的输送功率,提高系统稳定性、阻尼功率振荡及抑制次同步谐振等作用。为了实现串联补偿,一般采用耦合变压器。分相补偿结构的SSSC具有不对称补偿功能。锁相环PLL得到SSSC线路电流的相角基准,该相角基准经移相90°后送往脉冲形成环节。图4-36所示为SSSC典型控制原理图。......
2023-06-23
刀具交换机构的具体形式和交换方式对数控机床的生产率和工作可靠性有着直接的影响。通常,刀具交换方式可分为无机械手换刀和机械手换刀两大类。其典型代表为斗笠式刀库的自动换刀。......
2023-06-23

孔加工复合刀具是将两把或两把以上同类或不同类的孔加工刀具组合成一体的专用刀具。由于复合刀具是专用的,需专门设计制造,而且制造复杂,重磨和调整尺寸较困难,与其他单个刀具比较,价格较贵,因此只有在成批大量生产的情况下才经济合理。通常使用的孔加工复合刀具具有以下几种。......
2023-07-01
相关推荐