图2.5-3 刀具测量的动作过程2.G37指令编程指令G37的编程格式如下:执行以上指令的刀具运动过程如下:1)设定起始点的坐标值。2)刀具快速向指令目标点z1运动。3)刀具到达测量减速区,减速至PRM 6243设定的速度继续向指令目标点z1运动。......
2023-06-25
1.功能说明
为了方便加工程序的编程、增加程序的通用性,CNC编程时一般都不考虑实际使用的刀具长度和半径,程序是针对刀尖位置和刀具中心点运动编制的轨迹,因此,实际加工时,必须通过刀具补偿指令,使CNC能够根据实际刀具尺寸,自动调整坐标轴的移动量,确保实际轮廓和编程轨迹一致。
与数控车床不同的是:镗铣加工刀具的轴线通常都与主轴中心线重合,因此,除特殊刀具外,镗铣刀具的补偿只需要对Z方向长度和XY平面半径进行,它不涉及车刀的刀具位置偏置问题。
FS-0iMD的刀具补偿指令,包括刀具长度偏置指令G43/G44/G49、刀具位置偏置指令G45/G46/G47/G48、刀具半径补偿指令G41/G42/G40三类。刀具长度偏置亦称刀具长度补偿,它可以根据实际刀具的长度,自动调整Z方向移动距离,保证加工时刀尖位置和编程尺寸一致;刀具半径补偿则可自动调整刀具中心在XY平面上的运动轨迹,保证实际加工轮廓和编程形状一致;刀具位置偏置指令G45/G46/G47/G48是早期的刀具半径补偿方式,目前已经被半径补偿所替代。
FS-0iMD的刀具补偿可通过CNC参数PRM 5001.0、PRM 5001.1的设定,选择刀具补偿A和刀具补偿C两种方式。刀具补偿方式A只能对Z轴进行刀具长度补偿,适用于钻头、镗刀等刀具补偿,实际较少使用;刀具补偿方式C可同时对Z轴进行长度补偿、对XY平面进行半径补偿,是目前常用的刀具补偿方式。
2.刀具补偿值
刀具补偿值存储在CNC刀补(刀偏)存储器中,FS-0iMD选择刀具补偿方式C时,其补偿值的显示如图4.4-1所示。

图4.4-1 FS-0iMD的刀补显示
刀补存储器包括了刀具长度(形状)及磨损、刀具半径(形状)及磨损两部分,前者用于刀具长度补偿;后者用于刀具半径补偿。使用指令G43/G44进行长度补偿时,用H指定刀补号;使用指令G41/G42进行半径补偿时,用D指定刀补号。补偿号00(D00/H00)用于撤销刀具补偿,一般不能设定补偿值。
刀具补偿值可通过MDI/LCD面板输入,也可通过程序指令G10输入。
3.刀具长度补偿指令G43/G44/G49
刀具长度补偿通过程序中的指令G43/G44生效,由于镗铣床的刀具轴线通常与Z轴一致,故刀具长度补偿指令的编程格式一般如下:

指令G43选择正向长度补偿,即Z向移动距离与刀具长度补偿值相加后,得到Z轴实际移动距离;G44选择负向长度补偿,即Z向移动距离与刀具长度补偿值相减后,得到Z轴实际移动距离。由于刀具远离工件的方向为Z正向,因此,如果编程时选择基准刀具的长度值为0,则只能使用正向刀具长度补偿指令G43编程。
刀具长度补偿指令G43/G44为模态指令,它可以用如下两种方式撤销:
1)选择H00号刀补,如直接编制一个H00的程序段或使用G43 H00指令。
2)通过指令G49撤销。
程序中的回参考点指令G27/G28/G29和机床坐标系选择指令G53,可在指令程序段撤销刀具长度补偿,但指令执行完成后,将自动恢复长度补偿。
4.编程实例
【例4-9】假设刀具长度补偿号为H1,使用刀具长度补偿功能,对图4.4-2的孔加工程序进行编程的加工程序如下:

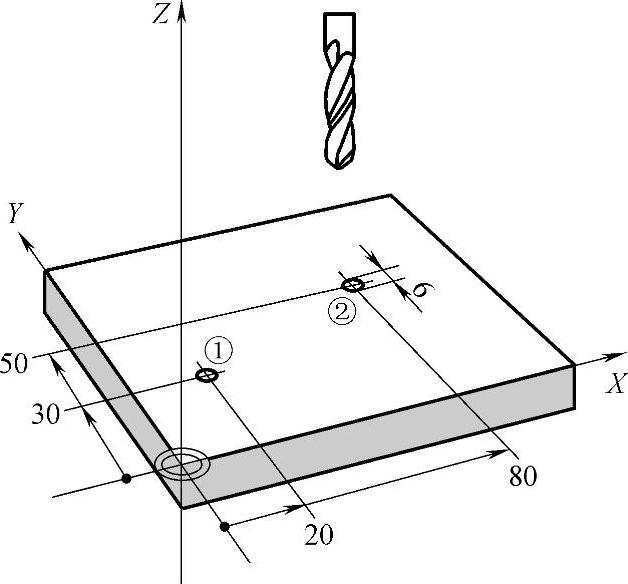
图4.4-2 刀具长度补偿的编程
有关FANUC-0iD编程与操作的文章

图2.5-3 刀具测量的动作过程2.G37指令编程指令G37的编程格式如下:执行以上指令的刀具运动过程如下:1)设定起始点的坐标值。2)刀具快速向指令目标点z1运动。3)刀具到达测量减速区,减速至PRM 6243设定的速度继续向指令目标点z1运动。......
2023-06-25

为了方便检查预压,许多避震器制造商会在前叉内管或气压后避震的内管上套上一个O形环。上下车的动作会压缩避震器。调节带有负气室的避震器的关键在于充气的顺序。调节好气压避震器的预压后,定期检查也非常重要。因为气压避震器里面含有少量的空气,损失几磅的空气会让避震器性能下降,所以每次骑车前要检查气压。螺旋弹簧避震器是通过旋转旋钮将避震器调节到适合骑车人体重的状态。......
2023-08-30

PRM 5002.4:刀具偏置的加入方式选择,当PRM5002.4=0时,刀具偏置将加入到工件坐标系的原点偏置;当PRM5002.4=1时,刀具偏置将加入到实际需要移动的距离中。PRM 5002.6:刀具偏置的生效方式选择,当PRM5002.6=0时,刀具偏置在执行指令T时生效;当PRM5002.6=1时,刀具偏置在坐标轴运动时生效。......
2023-06-25
Step1.选择下拉菜单命令,系统弹出“创建刀具”对话框。Step2.在如图7.2.10所示的“创建刀具”对话框的下拉列表中选择选项,在区域中单击OD_80_L按钮,在区域的下拉列表中选择选项,采用系统默认的名称,单击按钮,系统弹出“车刀-标准”对话框。图7.2.10 “创建刀具”对话框图7.2.11 “车刀-标准”对话框图7.2.11所示的“车刀-标准”对话框中的各选项卡说明如下。图7.2.12 “夹持器”选项卡图7.2.13 显示刀具......
2023-06-18

《高规》和《抗规》对构件内力调整的规定归纳如下。柱的“强剪弱弯”,调整柱的剪力设计值。剪力墙弯矩设计值的调整。 钢筋混凝土框架结构由于考虑梁端塑性变形产生内力重分布,而对梁端负弯矩进行调幅,下列( )项符合《高层建筑混凝土结构技术规程》的规定。根据《高规》5.2.3条,B不准确。......
2023-08-28

1 一个变速把手是由几个单独的零部件组装而成的。分解时一定要注意每个零件的位置和连接方式,便于正确组装。如果你买的是焊接式自行车的变速把手,为了方便安装,它们会按照顺序装在一个塑料模型上。焊接式变速把手的安装(续)2 紧固螺栓的头可能需要使用螺丝刀、内六角扳手拧紧,或用手锁紧D形环。干净的尼龙线管配合冲压变速线的效果最好。6 装好变速线后,最后一步就是检查拨杆的张力。依次检查前后变速器,变换所有档位。......
2023-08-30

机械碟刹与圈式刹车一样,通过刹把带动刹车线,拉动卡钳运动。刹车线拉动杠杆臂,引起旋钮转动,带动活动侧来令片推向碟片,将碟片压在固定侧来令片上。机械碟刹有着易用性方面的优势,虽说相比于液压碟刹会损失一部分制动力,但许多车手都认为其优势胜过劣势。Avid机械碟刹在卡钳的两侧各有一个红色的旋钮,用来调整来令片的位置。随后,在机械碟刹上,逆时针旋转外侧旋钮,将外侧来令片收到底,然后逆时针旋转内侧旋钮几格。......
2023-08-30

相关推荐