用丝锥在工件孔中加工出内螺纹的操作称为攻螺纹。因机用丝锥攻螺纹时切削速度较高,故常采用W18Cr4V高速钢制造。表9-5 活络式铰杠适应范围当攻制带有台阶工件侧边的螺纹孔或攻制机体内部的螺纹时,必须采用丁字铰杠。图9-100 丁字铰杠a)活络式 b)固定式2.螺纹底孔的加工攻螺纹时材料的塑性变形 丝锥切削内螺纹时,会对材料产生挤压作用,从而使材料发生塑性变形,螺纹牙顶会凸起一部分。4)攻螺纹过程中,起削刃旋进后,不再加压力,......
2023-06-28
FS-0iMD的攻螺纹循环G74、G84不但可用于带攻螺纹夹头的柔性攻螺纹,而且还可用于刚性攻螺纹。刚性攻螺纹可通过编程选择普通刚性攻螺纹和深孔刚性攻螺纹两种方式。
1.普通刚性攻螺纹
普通刚性攻螺纹与柔性攻螺纹的区别是:普通攻螺纹是需要利用CNC的M03/M04代码,控制主轴的正反转,由于动作的延时,可能导致进给轴与主轴的短时间不同步;刚性攻螺纹时,主轴的正反转通过改变速度给定的极性改变,即使在加减速时仍能够保证主轴与进给轴间的严格同步。
左旋螺纹(反螺纹)刚性攻螺纹的程序段指令格式如下:

右旋螺纹(正螺纹)刚性攻螺纹的程序段指令格式如下:

M29S□□□□指令用来定义刚性攻螺纹方式和主轴转速,刚性攻螺纹的M29代码(默认代码)也可通过CNC参数PRM5210的设定改变;设定PRM5200.0=1时,G74/G84可直接指令刚性攻螺纹,无需M29代码;但G74/G84不能用于柔性攻螺纹。
刚性攻螺纹的动作循环如图4.3-2所示。
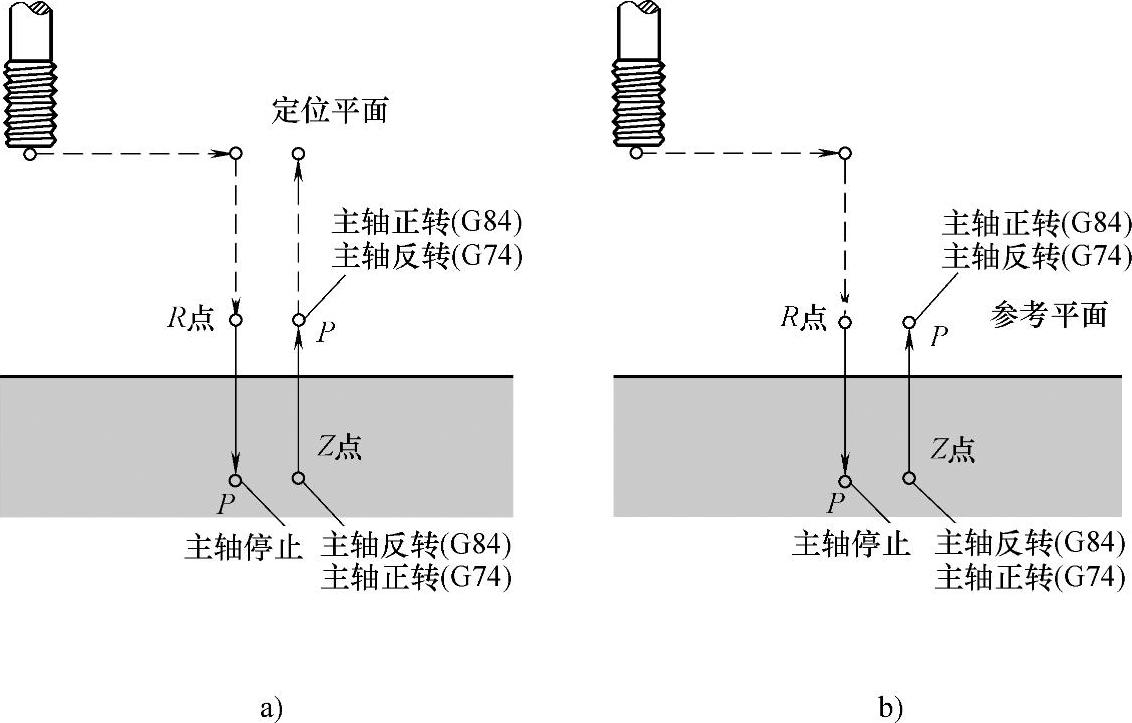
图4.3-2 G74/G84刚性攻螺纹循环动作
a)G98 b)G99
刚性攻螺纹回退时的Z轴进给速度可和攻螺纹进给时不同,它通过CNC参数PRM5200.4(DOV)、PRM 5201.3(OVU)和PRM 5211的设定改变。
PRM 5200.4(DOV):设定1,刚性攻螺纹回退时的进给速度调整有效;设定0,回退时的进给速度调整无效。
PRM 5201.3(OVU):刚性攻螺纹回退时进给速度倍率单位,设定0为1%;设定1为10%。
PRM 5211:刚性攻螺纹回退时的进给倍率值,设定范围为1~200。
2.深孔刚性攻螺纹
刚性攻螺纹加工的进给速度通常较快,深孔加工时存在排屑问题,因此需要利用FS-0iMD的深孔刚性攻螺纹循环、通过分级进给解决。
左旋螺纹深孔刚性攻螺纹的编程指令格式如下:

右旋螺纹深孔刚性攻螺纹的编程指令格式如下:

M29S□□□□指令定义刚性攻螺纹方式与主轴转速。
深孔刚性攻螺纹可通过CNC参数PRM 5200.5(PCP)的设定选择如下两种方式。刚性攻螺纹的回退倍率设定参数PRM 5200.4、PRM 5201.3、PRM 5211对于深孔刚性攻螺纹同样有效。
PRM 5200.5(PCP)=0:高速深孔刚性攻螺纹,分级进给完成后只回退CNC参数设定的距离d,其动作如图4.3-3所示。

图4.3-3 G74/G84高速刚性攻螺纹循环动作
a)G98 b)G99
PRM 5200.5(PCP)=1:普通深孔刚性攻螺纹,分级进给完成后回退到参考平面,动作循环如图4.3-4所示。
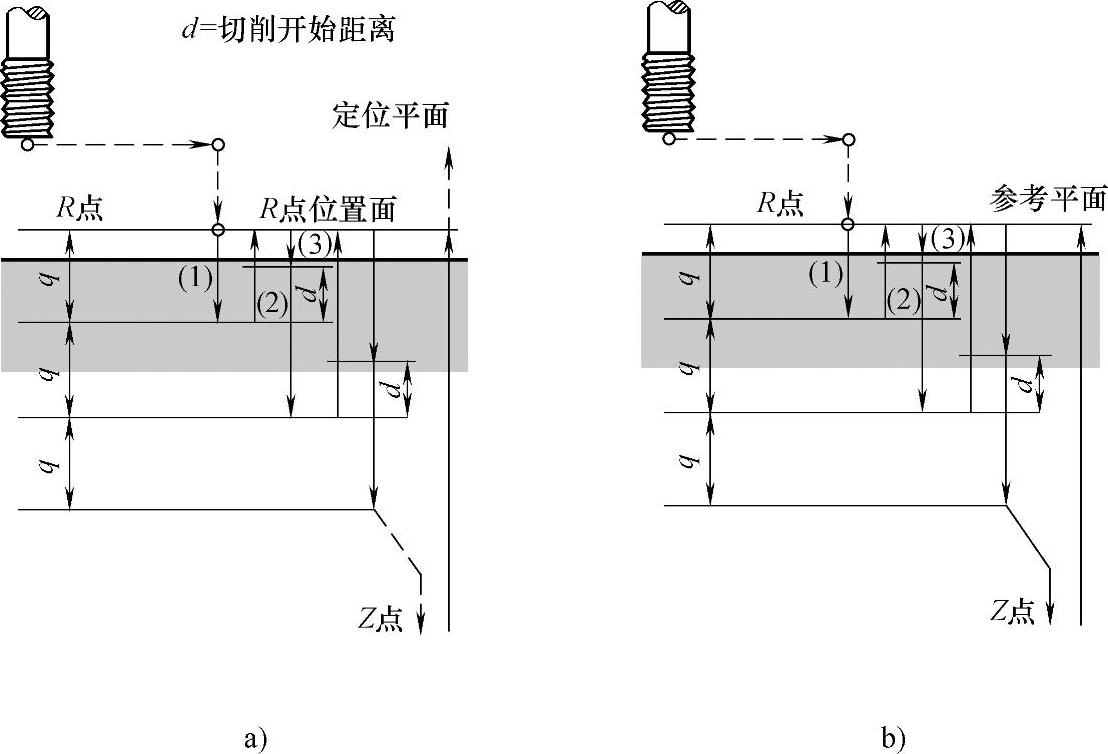
图4.3-4 G74/G84普通深孔刚性攻螺纹循环动作
a)G98 b)G99
有关FANUC-0iD编程与操作的文章

用丝锥在工件孔中加工出内螺纹的操作称为攻螺纹。因机用丝锥攻螺纹时切削速度较高,故常采用W18Cr4V高速钢制造。表9-5 活络式铰杠适应范围当攻制带有台阶工件侧边的螺纹孔或攻制机体内部的螺纹时,必须采用丁字铰杠。图9-100 丁字铰杠a)活络式 b)固定式2.螺纹底孔的加工攻螺纹时材料的塑性变形 丝锥切削内螺纹时,会对材料产生挤压作用,从而使材料发生塑性变形,螺纹牙顶会凸起一部分。4)攻螺纹过程中,起削刃旋进后,不再加压力,......
2023-06-28
执行攻螺纹循环时,CNC可自动在定位平面定位时输出主轴正转信号M03,进给到孔底平面时,自动输出主轴反转信号M04;当进给轴返回到参考平面R后,主轴恢复正转。攻螺纹循环执行期间,操作面板上的进给倍率调节、进给保持按键一般无效。......
2023-06-25

当模具碰到异常时,蜗轮旋转部分自动分离,攻螺纹模块中丝锥夹头停止旋转运动,起到保护丝锥的作用。4)多工位级进模在冲压过程中,为了消除送料累积误差和高速冲压所产生的振动及冲压成形时所造成的带料窜动,通常由自动送料装置作送料粗定位,导正销作精定位。......
2023-06-26

螺纹的类型和应用1)按牙型分类三角形、管螺纹——连接螺纹;矩形螺纹、梯形螺纹、锯齿形螺纹——传动螺纹。采用螺栓连接时,无须在被连接件上切制螺纹,不受被连接件材料的限制,构造简单,装拆方便,但一般情况下需要在螺栓头部和螺母两边进行装配。螺纹连接的特点如下。螺栓连接是应用很广的连接方式,它分为紧连接和松连接。......
2023-06-23

图7-5加工螺纹2.螺纹的结构要素下面介绍国家标准《螺纹术语》中有关螺纹结构要素的术语。在螺纹牙型上,两相邻牙侧之间的夹角称为牙型角,以α表示。公称直径是代表螺纹尺寸的直径。外螺纹的中径用d2表示,内螺纹的中径用D2表示。在螺纹的诸要素中,螺纹牙型、公称直径和螺距是决定螺纹的最基本要素,凡是这三个要素都符合国家标准规定的螺纹都称为标准螺纹。......
2023-06-28

可见螺纹的牙顶用粗实线表示,可见螺纹的牙底用细实线表示,此即“摸得着的画粗实线,摸不着的画细实线”。在垂直于螺纹轴线的投影面的视图中,表示牙底的细实线圆只画约3/4圈,此时轴或孔上的倒角的投影不应画出。图7-9外螺纹的画法图7-10管螺纹的画法有效内、外螺纹的终止界线,规定用一条粗实线来表示。图7-13非标准螺纹的画法圆锥外螺纹和圆锥内螺纹的画法如图7-14所示。图7-15螺纹孔相交的画法......
2023-06-28
小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25

创作于这一时期的历史小说《非攻》恰与日本侵华战争、中日关系、中国共产党领导的红军有息息相联的关系。《非攻》创作的前一年,即1933年,日军的侵略攻势日益嚣张。同时,蒋介石调集了90个师,50万军队分三路进攻江西中共根据地,出动飞机轰炸根据地群众。声明还指责某外国用共同援助的名义,积极向中国扩张。《天羽声明》发表后,激起全中国人民的强烈反对,国民党政府外交部不得不于1934年4月19日发表一份声明。......
2023-11-30
相关推荐