两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2025-09-29
1.循环特点
在FS-0iMD上,深孔加工循环G83可用于特殊的小孔加工。小孔加工与普通钻孔比较主要具有如下特点:
1)加工通过多次、分级进给完成钻孔加工,其回退和空程进给均采用G01方式,分级进给的速度可独立编程。
2)循环加工具有过转矩保护功能,如果加工过程中检测到过转矩信号,CNC可立即中断进给、直接回退,并自动改变进给速度和主轴转速后,继续进行加工。
3)通过CNC参数的设定,小孔加工时的每次进给都能够自动改变进给速度和主轴转速,且能够根据过扭矩信号自动调整进给速度和主轴转速。
4)小孔加工循环执行期间,CNC可和PMC、用户宏程序变量相互交换信号和特定的循环数据。
2.使用条件
生效G83的小孔加工功能,需要在CNC上设定如下参数。
PRM5160.1(OLS):设定过转矩时,是否自动调整主轴转速和进给速度。设定1,自动调整;设定0,不进行调整。
PRM5160.2(NOL):设定没有过转矩时,是否自动调整分级进给的主轴转速和进给速度。设定1,自动调整;设定0,不进行调整。
PRM5163:将指令G83转换为小孔加工的M代码。
PRM5164:在过转矩时,自动调整的主轴转速倍率(d1)。过转矩时,Z轴将自动回退、并将主轴转速调整为S2=S1×d1/100;S2为调整后的主轴转速,S1为调整前的主轴转速;d1为CNC参数PRM 5164设定的值,设定范围为1~255。
PRM5165:没有过转矩时,分级进给的主轴转速自动调整倍率(d2)。如没有过转矩,CNC将在Z轴进给完成、回退时调整主轴转速,调整后的主轴转速为S2=S1×d2/100;S1为调整前的主轴转速;d2为CNC参数PRM 5165设定的值,设定范围为1~255。
PRM5166:过转矩时,自动调整的进给速度倍率(b1)。过转矩时,Z轴将自动回退、并且将进给速度调整为F2=F1×b1/100;F2为调整后的进给速度,F1为调整前的进给速度,b1为CNC参数PRM 5166设定的值,设定范围为1~255。
PRM5167:没有过转矩时,分级进给的进给速度自动调整倍率(b2)。如没有过转矩,CNC将在Z轴进给完成、回退时调整进给速度,调整的进给速度为F2=F1×b2/100;F1为调整前的进给速度,b2为CNC参数PRM 5167设定的值,设定范围为1~255。
PRM5168:小孔加工的进给速度倍率下限(b3)。如果自动调整后的进给速度倍率小于本参数设定的值,进给速度将保持为FL=F×b2/100;FL为进给速度下限,F为编程的进给速度,b3为CNC参数PRM 5168设定的值,设定范围1~255。
PRM5170:存储小孔加工分级进给(回退)次数的用户宏程序变量,允许范围为100~149。
PRM5171:用来存储小孔加工过转矩次数的用户宏程序变量,允许范围100~149。
PRM5172:指令G83中的I未编程时的回退速度。
PRM5173:指令G83中的I未编程时的空程进给速度。
PRM5174:快速回退行程Δ。(https://www.chuimin.cn)
小孔加工的过转矩信号可直接从PMC的X004.7输入,执行小孔加工循环时,CNC可向PMC输出小孔加工中信号F066.5。
3.指令格式与动作
循环的使用方法与基本注意事项与普通孔加工循环相同,其指令的编程格式如下:

格式中X、Y、Z、R、Q、F、P、K的含义与G83深孔加工循环相同;I为可编程的回退和空程进给速度。
在调用G83前,必须通过CNC参数PRM5163设定的M□□代码,将G83由正常的深孔加工循环转换到小孔加工循环。
小孔加工循环的动作如图4.3-1所示,动作过程如下:
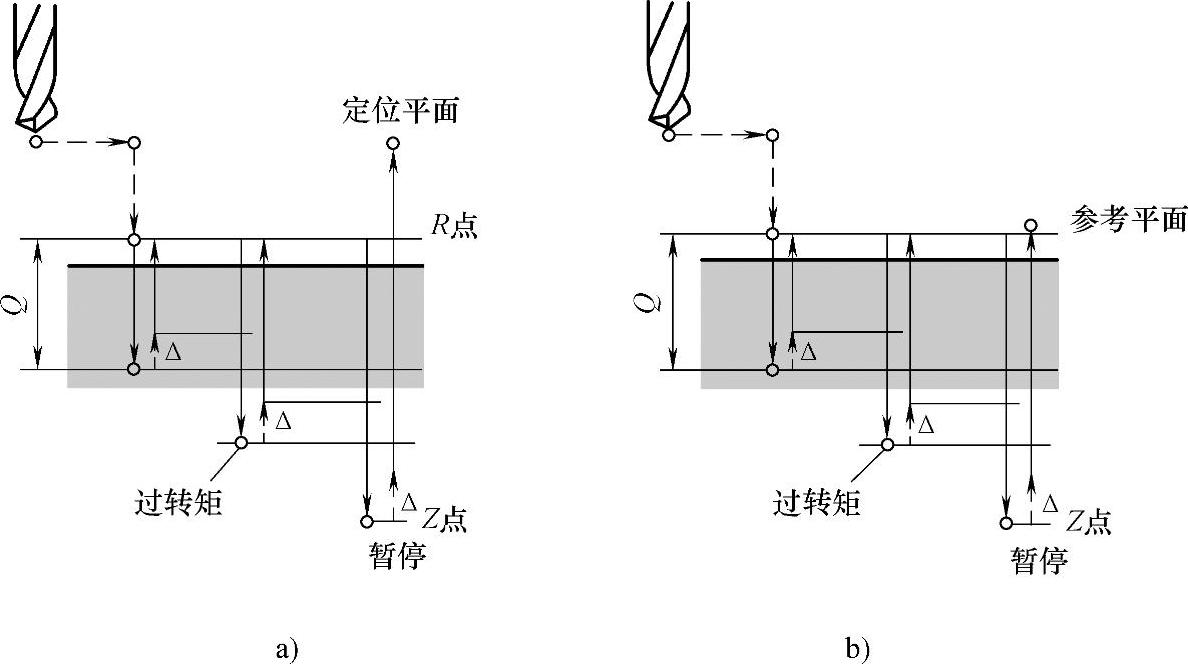
图4.3-1 G83小孔加工循环动作
a)G98 b)G99
1)XY快速定位;
2)Z快速运动到参考平面R;
3)按F编程的速度,进给Q深度(切削进给);
4)快速回退△行程;
5)按I编程的进给速度,回退到参考平面(回退),并调整进给速度和主轴转速;
6)按I编程的进给速度,进给到离上一次孔深Δ处(空程进给);
7)按F调整后的主轴转速、进给速度,进给Q+△深度;
8)重复④~⑦直至到达孔底平面;
9)暂停P;
10)快速回退△行程后,按照I编程的进给速度回退到参考平面或定位平面,结束循环加工动作。
相关文章

两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2025-09-29

“参考数据”工具将提供一个用户程序结构的概览以及所用地址的查看。参考数据从离线存储的用户程序生成。执行一致性检查时,不一致的块将显示在从属性结构中并用相应符号进行标记。......
2025-09-29

[1]本章由Régine BELHOMME,Jérme DUVAL,Gauthier DELILLE,Gilles MALARANGE,Julien MARTIN和Andrei NEKRASSOV撰写。——作者注[4]储能的充放电循环效率总是小于1。——译者注[5]法语称为Responsable d’équilibre。——作者注[6]电力实体单元和电能交换合约可以属于各BRP,也可以属于其他的电力系统参与者。——作者注[7]主要的发电、用电、电能交换计划,由各电力实体单元和参与者在BRP平衡标尺下建立起来的。——作者注[9]单一的BRP可以因在同一周长的各个分散的、不平衡的电力实体单元的聚集效应而受益。......
2025-09-29
为了实现光网络设备对无线频谱资源的灵活调配,本小节设计了一种灵活的可重构波长频谱选择光交换器,其构造如图5-5所示。图5-5可重构波长频谱选择光交换器利用上述架构可以搭建RoF无线信号交换系统,该系统主要包括两种功能,一种是可以实现无线信号在不同光载波间的迁移,另一种是可以实现对同一光载波上多个无线信号的分离以及无效信号的移除,图5-6展示了实现这两种功能的具体示例。......
2025-09-29

背景数据块可以保存静态变量,故静态变量只能用于FB块中,并在其变量声明表中定义。当FB块退出时,静态变量仍然保持。可以看出,FB的优点如下:1)当编写FC程序时,必须寻找空的标志区或数据区来存储需保持的数据,并且要自己编写程序来保存它们。而FB的静态变量可由STEP 7的软件来自动保存。2)使用静态变量可避免两次分配同一存储区的危险。同时,各个电动机的状态数据也存储在该FB的静态变量之中。......
2025-09-29

热机的工作循环称为热动力循环过程。根据所用工质的不同,热机动力循环可分为蒸汽动力循环和燃气动力循环过程两大类。制冷是获得并保持低于环境温度的操作。根据热力学第二定律,制冷过程是不能自发进行的,必须输入一定的外功才能实现将从低温环境吸收热量并排往高温环境。......
2025-09-29

模拟信号与数字信号都是无线电和电视广播中的电磁波,用于传播音频信息和视频信息,但两者有较大的差别。模拟信号的主要缺点是会受杂波的影响,噪声效应会使信号损坏,损坏后的模拟信号几乎不可能再次还原。误码是指数字信号在传输过程中,因某种干扰使接收端的再生码元可能出的错误。误码的多少与原始正常信号的比值则为误码率。有关模拟信号和数字信号的相关知识,这里因篇幅所限就只做些简要介绍。......
2025-09-29
从网部脱除的部分白水,又回用于稀释进入流浆箱的浆料,称之为“短循环”。细小纤维和填料特别容易通过成形网进入白水中,短循环的作用就是增加通过流浆箱的干固形物流量,以使纸幅的干固形物流量等于从打浆工段送到纸机的干固形物流量。在网上脱除的不用于稀释流浆箱浆料的另一部分白水,经处理后,则引送去更前面的生产工序,称之为“长循环”。这样可以显著减少清水用量,并且改善系统物料和热量的利用。......
2025-09-29
相关推荐