表4.2-2 固定循环指令的参数说明5.编程要点固定循环是一种模态指令,它一旦指定将在程序中保持连续有效,因此,在编程时必须注意如下几点:1)固定循环指令模态有效期时,循环参数中的任何修改,都重新执行循环动作,因此,循环加工完成后,必须及时利用指令G80撤销固定循环。......
2025-09-29
固定循环指令不同,其孔加工的动作亦不相同,具体说明如下。指令G80可以用来撤销固定循环G73/G74/G76、G81~G89。
1.G73高速深孔加工循环
G73指令用于高速深孔加工,其动作如图4.2-5所示,图中的退刀量d由CNC参数PRM5114设定。高速深孔加工的Z轴采用分级、间歇进给的方式加工,使得深孔加工的排屑更容易,由于循环的退刀量d一般较小,故加工效率很高。
G73指令的编程格式如下:

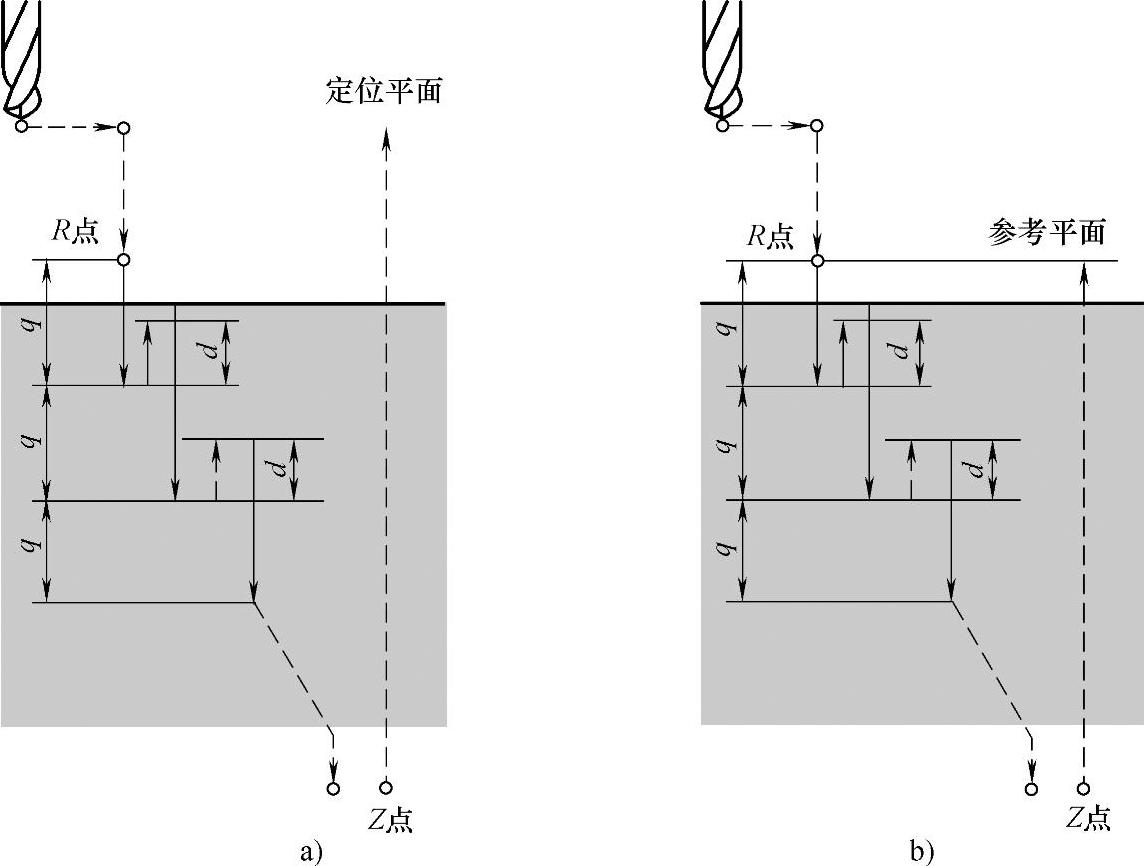
图4.2-5 G73循环动作图
a)G98 b)G99
2.G74/G84攻螺纹循环
G74指令用于反转攻螺纹(反螺纹)加工,其动作循环如图4.2-6所示,指令格式为:

执行循环前应使指令主轴反转,Z向进给加工反螺纹,加工到达孔底后,主轴自动进行正转,Z轴同时退出。
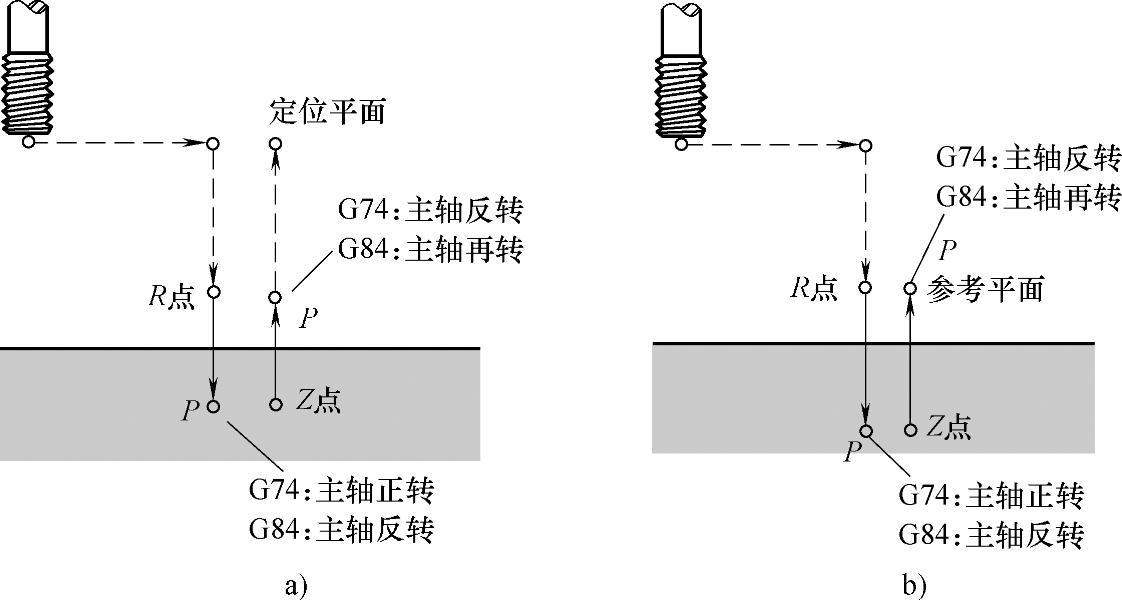
图4.2-6 G74/G84循环动作图
a)G98 b)G99
G84指令用于正转攻螺纹(正螺纹)加工,其指令格式与G74相同,但是,G84在参考平面和底平面的主轴转向和G74相反。
执行G74/G84攻螺纹循环时,机床操作面板上的进给倍率开关、进给保持按键将无效,以防止因误操作引起的丝锥不能退出工件的情况。G74/G84固定循环还可用于刚性攻螺纹,有关内容参见本章后述。
3.G76精镗循环
G76指令用于精密镗孔加工,它可通过主轴定向准停动作(OSS)让刀,以消除退刀痕,其动作循环如图4.2-7所示。指令格式为:

主轴定向准停可使镗刀的刀尖准确停止在指定的角度上,这样便可以通过沿刀尖反方向的移动,使刀尖脱离工件表面,保证刀具退出时不擦伤孔表面,保证表面质量。指令中的地址Q用来指定退刀偏移量,Q值必须是正值,偏移方向可通过CNC参数PRM5101.4、PRM5101.5设定。
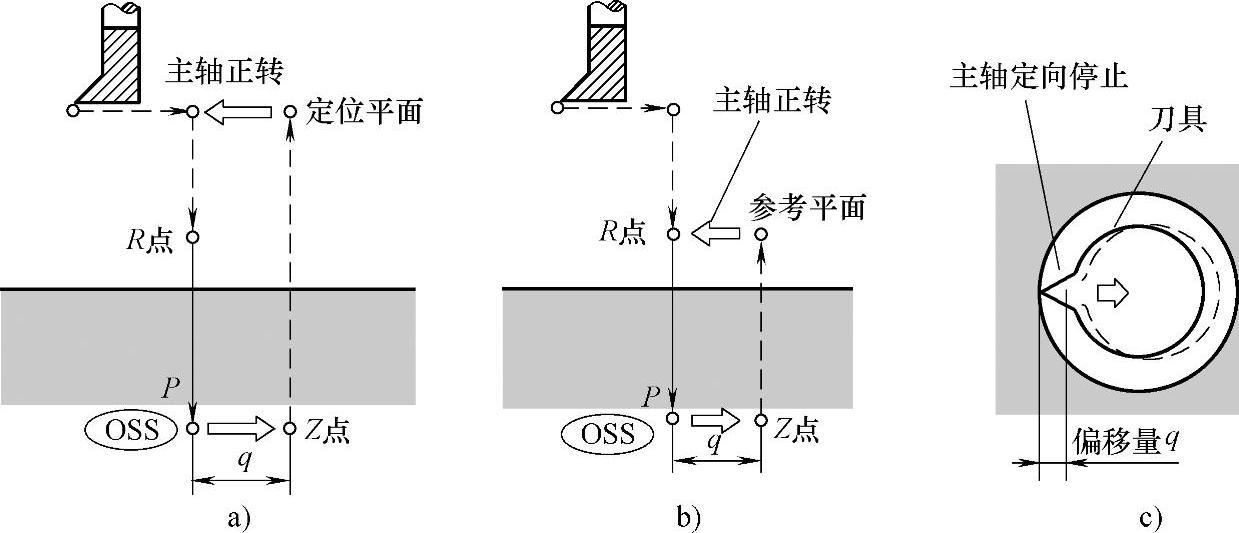
图4.2-7 G76循环动作图
a)G98 b)G99 c)定向准停
4.G81/G82钻孔循环
FS-0iMD的G81指令具有两种功能,它决定于CNC参数PRM5101.1(EXC)的设定。当设定PRM5101.1=0时,G81为普通钻孔循环;设定PRM5101.1=1时,G81为外部操作指令。
当G81用于普通钻孔加工时,其动作循环如图4.2-8所示,指令格式为:

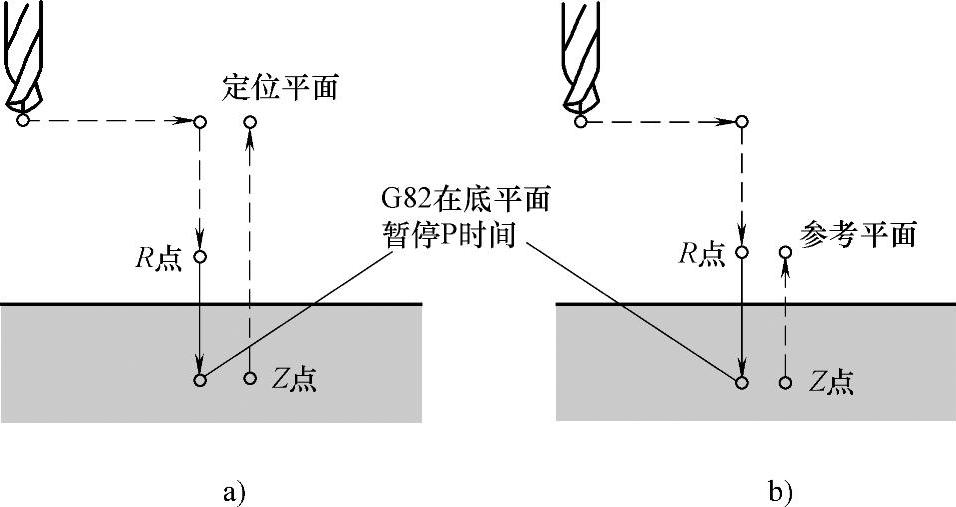
图4.2-8 G81/G82循环动作图
a)G98 b)G99
当G81用来作为外部操作指令时的指令格式为:

执行外部操作G81指令,在定位平面的快速定位完成后,CNC可向PMC发送外部动作信号EF(地址F008.0),利用PMC控制机床的液压部件等执行钻孔动作,CNC进入等待状态;PMC动作执行完成后,通过辅助机能执行完成信号FIN,使CNC执行下一程序段。
G82指令可用于有孔深要求的盲孔或阶梯孔的钻孔加工,其动作和G81基本相同,但G82可以在底平面暂停参数P指定的时间,保证孔深精度。G82指令格式为:

5.G83深孔加工循环
G83指令用于高速深孔加工,它和G73一样,Z向进给为分级、间歇进给,但G83在每次进给完成后,Z轴均需要退到参考平面,故其排屑性能更好。(https://www.chuimin.cn)
G83动作循环如图4.2-9所示,指令格式为:

指令中的Q为每次的切入量,当第二次切入时,先快速进给到距上次加工底部d处,然后再变为切削进给,d的值可通过CNC参数PRM5115设定。G83固定循环还可进行带过扭矩保护的小孔加工,有关内容参见本章后述。
6.G85/G86/G89镗削循环
G85指令用于镗孔加工,其动作循环如图4.2-10所示。指令格式如下:

G85与G81的区别是G85循环以进给速度退出的,故可以用于铰孔、扩孔等加工。
G86指令同样用于镗孔加工,其指令格式和G85相同,两者的区别是:G86循环在Z轴到达底平面时,主轴将自动停止。
G89与G85的区别仅在于G89循环在孔底增加了参数P指定的暂停,其余完全相同。
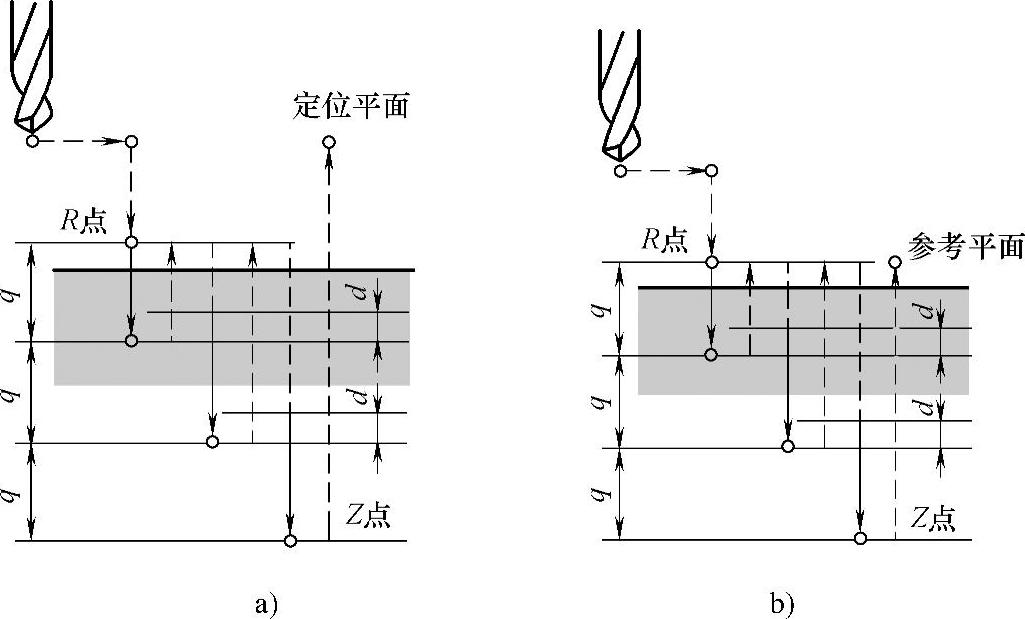
图4.2-9 G83循环动作图
a)G98 b)G99
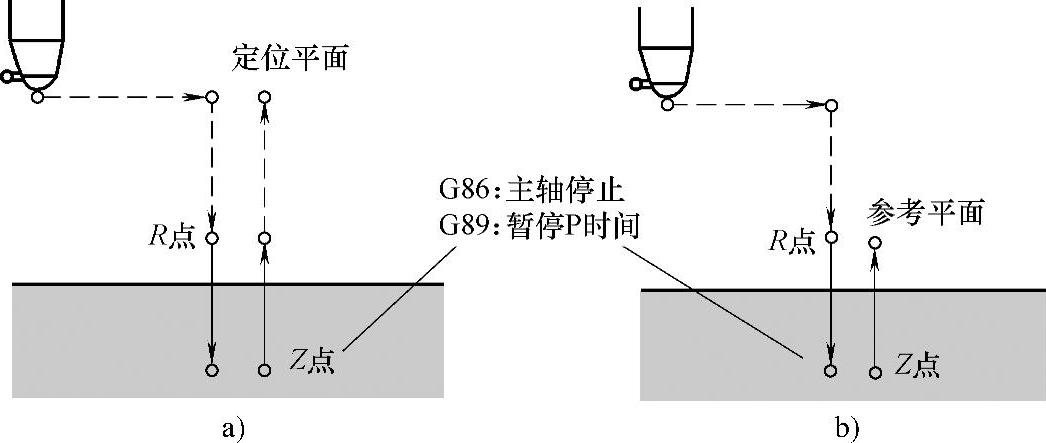
图4.2-10 G85/G86/G89循环动作图
a)G98 b)G99
7.G87反镗循环
G87指令用于精密镗孔加工,它可以通过主轴定向准停动作,进行让刀进入孔内,实现反镗动作,其指令格式如下:

执行G87循环,机床动作的过程如图4.2-11所示,它分以下步骤进行:
1)XY平面快速定位,主轴定向准停。
2)XY轴到达定位点后,在CNC参数PRM5101.4、PRM5101.5设定的方向,偏移Q距离,进行让刀。
3)Z轴快速进给到参考平面,并在参考平面恢复让刀量、撤销主轴定向、启动主轴正转。
4)Z轴正向进给到Z指定的平面,进行反向镗孔加工。
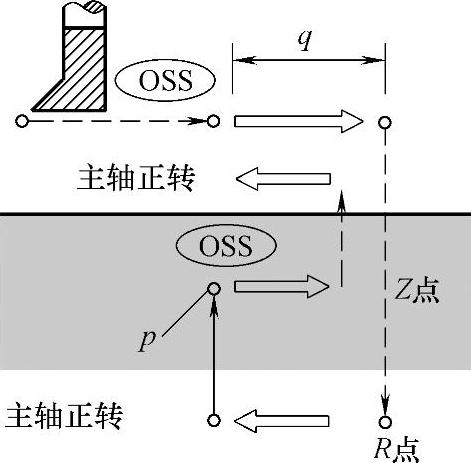
图4.2-11 G87循环动作图
5)进给到位后暂停P时间,主轴再次进行定向准停、偏移Q距离,进行让刀。
6)Z轴快速正向运动,返回定位平面。
7)到达定位平面后,恢复让刀量、撤销主轴定向、启动主轴正转。
由于G87镗孔循环的参考平面R低于加工底平面Z,因此,该指令不可以使用G99返回格式编程。
8.G88镗孔循环
G88指令用于镗孔加工,其动作循环如图4.2-12所示,指令格式为:

G88循环加工到底平面暂停后,主轴和进给全部进入停止状态,故其刀具的退出需要手动操作实现;刀具安全退出后,可以重新启动,使Z轴返回到参考平面或定位平面,主轴恢复正转。
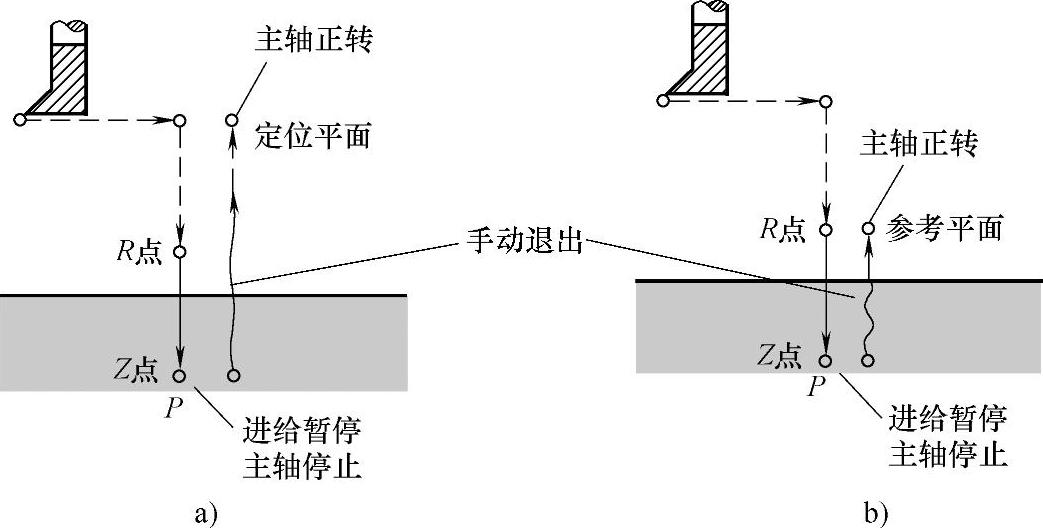
图4.2-12 G88循环动作图
a)G98 b)G99
相关文章

表4.2-2 固定循环指令的参数说明5.编程要点固定循环是一种模态指令,它一旦指定将在程序中保持连续有效,因此,在编程时必须注意如下几点:1)固定循环指令模态有效期时,循环参数中的任何修改,都重新执行循环动作,因此,循环加工完成后,必须及时利用指令G80撤销固定循环。......
2025-09-29

通过对比图2.2和图2.3可知,物质循环延长了产业链条,增加了回收再利用阶段,从而改变了废弃物直接排放的模式,使可利用资源重新回到生产或消费过程,减少自然资源的开采量和废弃物的处理量。图2.2物质单向流动过程图2.3物质循环过程清洁生产的概念在于“过程”控制。......
2025-09-29

ABAQUS STANDARD中的循环对称分析技术的特点包括:分析只建立在一个重复性扇区模型基础上的360°循环对称结构的力学行为成为可能。能在基于模态的STEADY STATE DYNAMICS分析中确定相应于某一个给定的循环对称振型下的载荷的响应。图3-10 节径振型图循环对称振型号,也称为节径,是指在一个基本响应中沿着周长方向的波的数目。对一个循环对称结构提取非对称响应,现在只能在使用Block Lanczos方法并且是频域的、基于模态的动力学分析中的特征值分析中获得。......
2025-09-29

从网部脱除的部分白水,又回用于稀释进入流浆箱的浆料,称之为“短循环”。细小纤维和填料特别容易通过成形网进入白水中,短循环的作用就是增加通过流浆箱的干固形物流量,以使纸幅的干固形物流量等于从打浆工段送到纸机的干固形物流量。在网上脱除的不用于稀释流浆箱浆料的另一部分白水,经处理后,则引送去更前面的生产工序,称之为“长循环”。这样可以显著减少清水用量,并且改善系统物料和热量的利用。......
2025-09-29

热机的工作循环称为热动力循环过程。根据所用工质的不同,热机动力循环可分为蒸汽动力循环和燃气动力循环过程两大类。制冷是获得并保持低于环境温度的操作。根据热力学第二定律,制冷过程是不能自发进行的,必须输入一定的外功才能实现将从低温环境吸收热量并排往高温环境。......
2025-09-29
水文循环按其规模与过程的不同,可分为大循环和小循环。图X1.1地球上水文循环示意图2.水文循环的成因形成水文循环的原因分为内因和外因两个方面。大西洋的少量水汽随盛行的西风环流东移,也能参加我国内陆腹地的水文循环。......
2025-09-29

用10%乙醇对含有新型抗氧化剂的聚乙烯薄膜进行迁移试验。试验应在单独的测试槽内进行,每个测试槽内含有100in2薄膜。对四组试验溶液,每组三份,总共12份进行分析。验证试验中,使用显示出抗氧化剂最高迁移浓度的一组试验模拟物进行试验。然后在每组试验溶液中加入抗氧化剂,其加入浓度分别为普通试验溶液在进行240h试验期间测得的平均迁移值的1/2倍、1倍和2倍。平均回收率为74.2%,相对标准偏差为15.2%。......
2025-09-29

相关推荐