两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25
1.固定循环的动作
FS-0iMD的固定循环大部分针对孔加工设计,固定循环相当于CNC生产厂家为特定的加工设计的子程序,它们可通过专门的G代码调用,从而简化程序、减少编程工作量。FS-0iMD的常用循环有G73/G74/G76、G80~89等,其基本动作一般可分为图4.2-1所示的六步。
动作1:X、Y在定位平面快速定位;
动作2:Z轴快速进给到参考平面R;
动作3:Z轴切削进给,进行孔加工;
动作4:执行底平面的动作;
动作5:Z轴退出到参考平面;
动作6:Z轴快速回到起始位置。
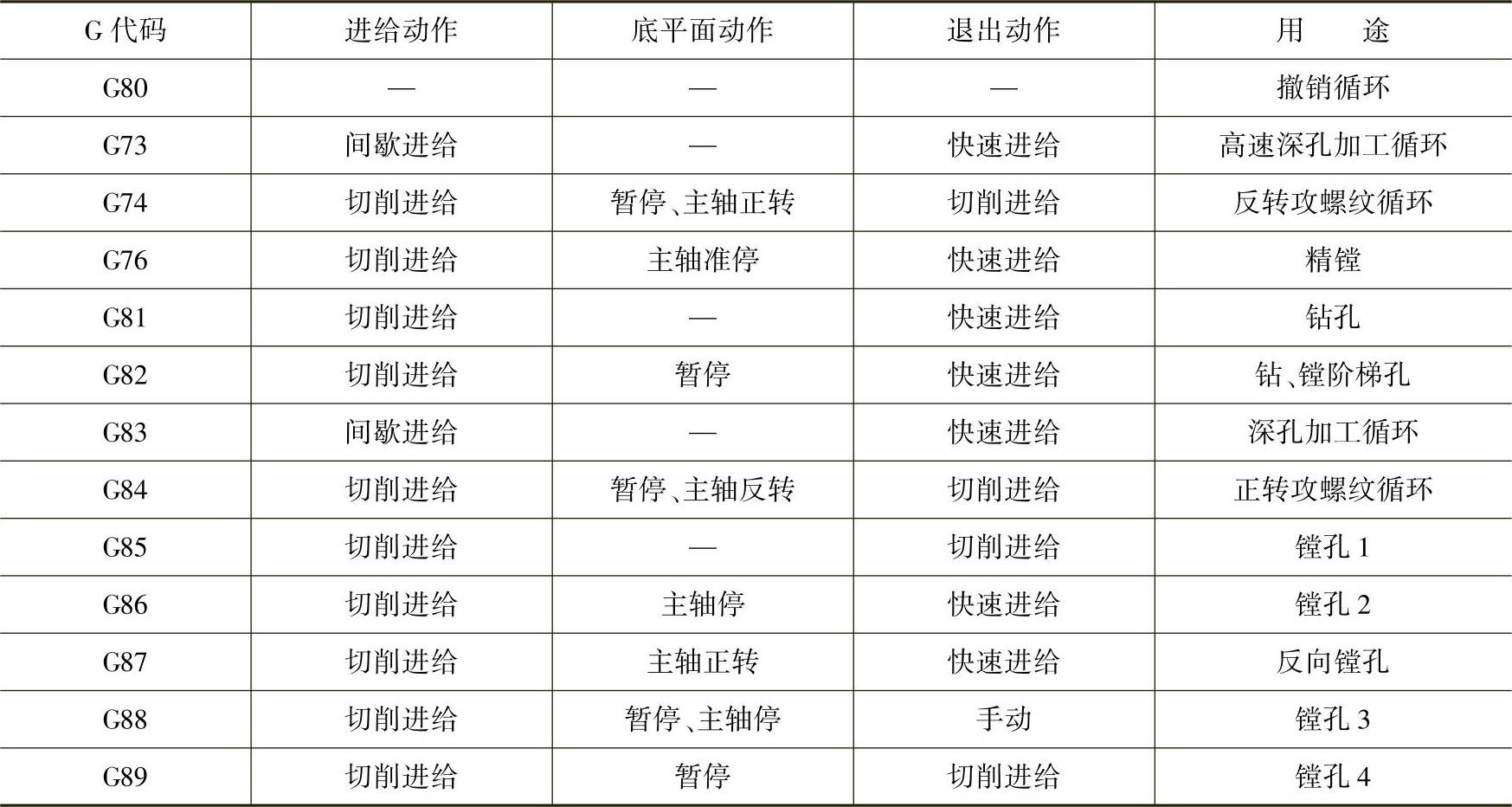
固定循环动作由G代码选择,不同的固定循环,其动作有所不同,常用的G73/G74/G76、G80~89固定循环的动作见表4.2-1所示,G80用于撤销循环。
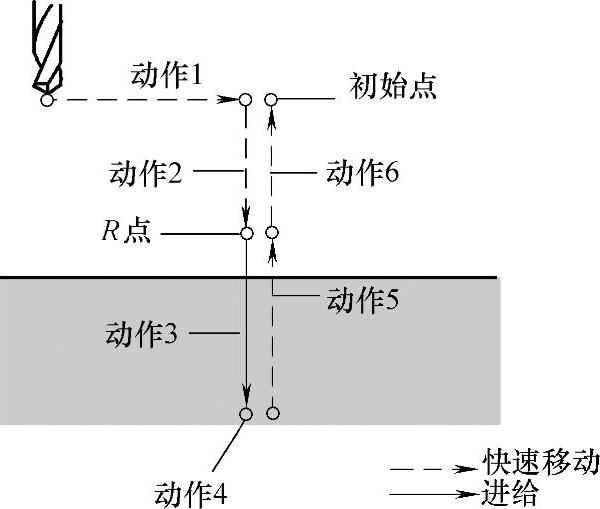
图4.2-1 固定循环的动作
表4.2-1 孔加工固定循环动作一览表
2.基本参数定义
作为固定循环的基本要求,需要在固定循环指令中或执行循环前定义以下基本参数。
1)绝对/增量编程。可选择G90绝对或G91增量编程方式,G90/G91编程不仅影响XY平面的定位,而且对Z轴也将产生图4.2-2所示的影响。
2)返回平面。固定循环加工完成后,Z轴的返回点(返回平面)可以通过指令G98/G99选择。指令G98时,将返回到图4.2-3a所示的XY定位平面;指令G99时,返回到图4.2-3b所示的参考平面。
3)指令G73/G74/G76、G81~G89为模态有效,指令中的全部参数在固定循环取消前(G80)都可保持,因此,进行连续孔加工时,除第1个程序段需要指定全部参数外,后续的固定循环只需要定义变更的数据。
3.平面的选择
除G87反向镗孔循环外,在其他固定循环中,图4.2-2上的定位平面、参考平面和底平面的选择原则一般如下:
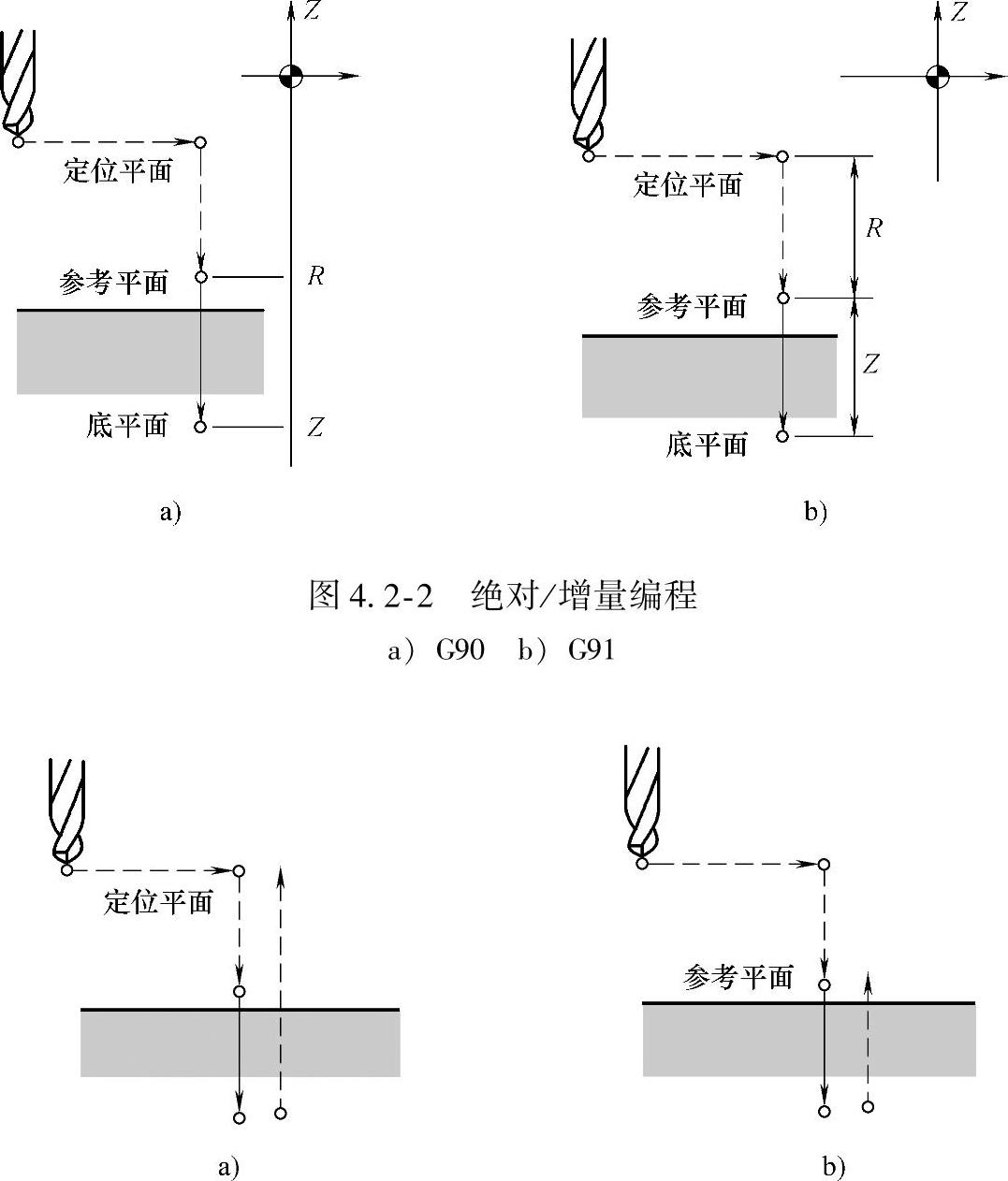
图4.2-3 返回平面选择
a)G98 b)G99
1)定位平面。执行固定循环时,刀具需要在定位平面上进行XY定位,为避免定位时的碰撞,定位平面原则上应选择在高于工件或夹具最高点的位置上。
2)参考平面R。对于表面已加工的工件,进行钻、镗、铣、铰孔加工时,为提高效率并确保可靠性,一般选择高于工件表面2~3mm的位置作为参考平面;进行攻螺纹加工时,考虑到柔性攻螺纹夹头的轴向伸长,参考平面一般应高于工件表面5~10mm。对于未加工的毛坯表面,考虑铸件的表面误差,参考平面应在上述基础上再升高2~3mm。
3)底平面。对于有深度要求的盲孔加工,底平面应与孔深一致;对于通孔加工,为了确保孔加工到位,钻孔时一般应选择底平面低于工件底面一个刀具半径的位置,镗孔时则根据刀具的形状酌情选择。
图4.2-4所示为不同情况下的平面选择例。
如果加工程序选择以工作台表面作为Z轴原点的工件坐标系A,固定循环的各平面可选择如下(绝对尺寸):
孔A:R=42.0;Z=10.0;定位平面Z>90.0;
孔B:R=62.0;Z=45.0;定位平面Z>90.0。
如果加工程序选择高于工作台表面200.0的位置作为Z轴原点的工件坐标系B,固定循环的各平面可选择如下(绝对尺寸):
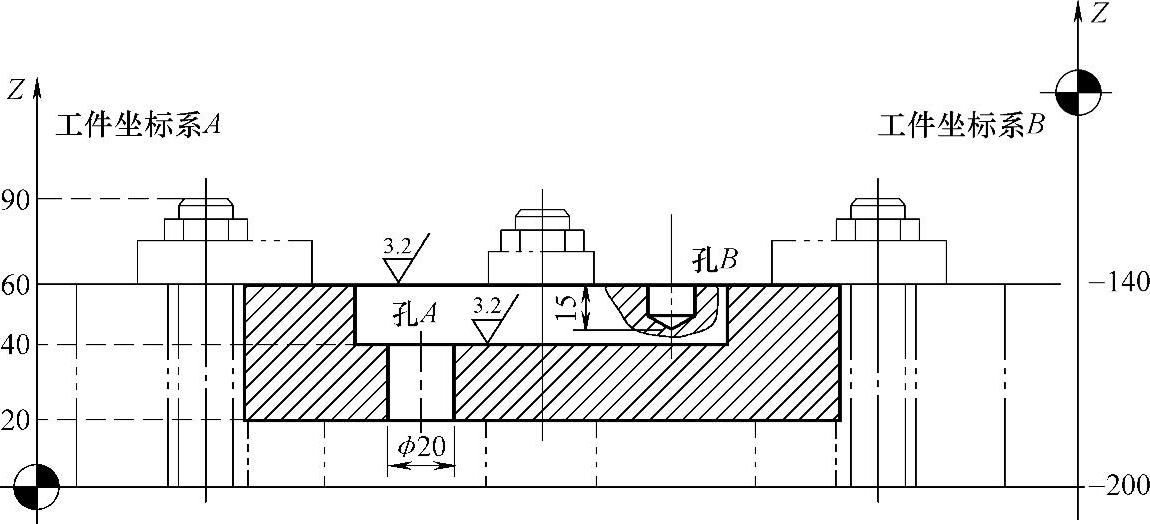
图4.2-4 固定循环的平面选择
孔A:R=-158.0;Z=-190.0;定位平面Z>-110.0;
孔B:R=-138.0;Z=-155.0;定位平面Z>-110.0。
4.指令基本格式
固定循环指令的基本格式如下:
GXYZRPQFK;
以上指令中的循环参数含义见表4.2-2,不同固定循环可根据要求定义。如在固定循环中指令了本循环并不需要的循环参数,如在G81上指令了Q、P等,这些参数可以作为模态数据保持,但在本循环上不产生任何影响。
表4.2-2 固定循环指令的参数说明

5.编程要点
固定循环是一种模态指令,它一旦指定将在程序中保持连续有效,因此,在编程时必须注意如下几点:
1)固定循环指令模态有效期时,循环参数中的任何修改,都重新执行循环动作,因此,循环加工完成后,必须及时利用指令G80撤销固定循环。
2)固定循环指令已包括XY平面快速定位、Z向快速进给和切削进给等动作,故不再需要指定G00/G01/G60等G代码。
3)执行固定循环时,刀具位置偏置(G45~G48)将被自动撤销,但刀具长度补偿有效。如刀具长度补偿与固定循环指令在同一程序段上编程,长度补偿将在刀具由定位平面向参考平面运动的过程中加入。
4)固定循环调用程序段允许编入M指令,M代码将在刀具进行定位平面定位时执行,但程序中需要重复调用固定循环时,只有在第一次定位时才执行M代码。
5)部分固定循环的动作需要设定相应的CNC参数。
6)使用带有主轴自动启动功能的G74、G84、G86固定循环时,如果刀具在XY平面的定位行程较短,或从定位平面到参考平面的距离较短,为了防止加工时主轴不能达到规定的转速,应通过G04指令进行暂停。
有关FANUC-0iD编程与操作的文章

两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25

G90循环用于圆柱体类零件的内、外圆的车削加工;G92循环用于直螺纹与锥螺纹车削加工;G94循环用于端面车削加工。固定循环指令G90、G92、G94的编程格式、参数和动作见表3.2-1。3)指令G00/G01/G02/G03、G32等和G90、G92、G94属于同组G代码,因此,执行G00/G01/G02/G03、G32将自动取消固定循环。......
2023-06-25

血液循环对人体非常重要,但是直到1628年,人们才提出了血液循环的准确概念。血液循环的主要功能是完成体内的物质运输。血液循环对于一个正常人而言,是绝对不能停止的。血液循环的形式是多样的。人类的血液循环分为体循环和肺循环。血液由右心室射出经肺动脉流到肺毛细血管,在此与肺泡进行气体交换,吸入氧并排出二氧化碳,静脉血变成动脉血,然后经肺静脉流回左心房,这一循环为肺循环。......
2023-08-16

长江干流宜昌以上为上游,长4 504 km,流域面积100万km2,其中直门达到宜宾一段称为金沙江,长3 464 km。宜昌至湖口为中游,长955 km,流域面积68万km2。图2-1长江流域地理位置示意图受中国大陆地形影响,长江流域内地势也呈现西高东低的态势。流域内地势最高峰位于四川西部的贡嘎山,高程7 556 m,最低点为上海的吴淞零点。整个流域平均高程约为1 650 m,其中山地、盆地和丘陵约占85%,平原占11%,河流湖泊等水面占4%。图2-2长江流域的地势图......
2023-08-17

本节设计一个具有凹槽的台面,将作为固定件使用。单击工具栏内的约束图标,标注并调整矩形的形状尺寸,矩形的长为200mm,高为140mm,水平线到H轴的距离为70mm,垂直线到V轴的距离为100mm。拉伸生成平板单击工具栏中凸台图标,出现对话框。生成第二个矩形草图在图形区选中台面零件的上表面,在工具栏中单击草图图标,进入工作台。单击工具栏中的退出工作台图标,重新进入零件设计工作台。在栏内输入3mm,在图形区选择上表面外侧的4个棱边。......
2023-07-01
热机的工作循环称为热动力循环过程。根据所用工质的不同,热机动力循环可分为蒸汽动力循环和燃气动力循环过程两大类。制冷是获得并保持低于环境温度的操作。根据热力学第二定律,制冷过程是不能自发进行的,必须输入一定的外功才能实现将从低温环境吸收热量并排往高温环境。......
2023-06-20
每台简易升降机至少应有一套专用的驱动装置,且驱动装置应固定可靠,其承重结构应有足够的强度。图2-7 曳引轮相关防护装置对两个独立的电气装置;要防止因其中某个电气装置的触点粘连故障而发生意外事故;对于两个或两个以上的电气装置同时发生触点粘连故障不予考虑。当悬臂式曳引轮或链轮的钢丝绳意外跳槽时,易发生钢丝绳全部或部分无支承点引发曳引力不足,导致货厢冲顶或蹲底事故的发生,所以必须设置相关的预防措施。......
2023-07-01
相对于纯粹的自然水循环系统,二元水循环系统的外部环境增加了社会经济系统和人工生态系统,合并称社会经济生态系统。人工水循环系统和人工生态系统的联系主要是前者供给后者必要的水分,后者为前者创造新的产汇流条件。值得注意的是,外部系统和人工水循环系统的界限不是绝对的,比如农田既属于社会经济系统又是人工水循环系统的组成部分,水保林既属于人工生态系统又属于人工水循环系统。......
2023-10-26
相关推荐