【摘要】:极坐标编程可通过指令G16生效、指令G15撤销。图4.1-4 极坐标编程图4.1-5 镜像加工CNC的镜像加工,一般可以通过如下三种方式选择:1)利用CNC的M指令和PMC程序设计,使对应的坐标轴进入镜像加工。2)镜像加工生效时,指令G02/G03的圆弧插补方向、指令G41/G42的半径补偿方向、指令G68/G69的坐标旋转方向均将被互换。图4.1-8 圆弧插补的比例缩放图4.1-9 坐标旋转4.坐标旋转对于图4.1-9所示的某些围绕中心旋转得到的特殊轮廓加工,可使用坐标旋转功能简化编程。
1.极坐标编程G15/G16
FS-0iMD的极坐标编程是利用CNC的计算功能,以极坐标的形式给定直角坐标系位置的编程方法,它与FS-0iTD的极坐标插补有本质的不同。简言之,极坐标编程是以角度/直径来指定X/Y轴位置的编程功能;而极坐标插补则是将程序中以直线轴/直线轴表示的位置,转换为实际机床的回转轴/直线轴运动的功能。有关内容可参见第3章、3.1节。
极坐标编程多用于在圆周分布孔加工或圆周铣削加工,此类加工的图纸尺寸通常以半径(直径)、角度的形式指定,采用极坐标编程可减少坐标点的计算工作量、提高程序可靠性。
极坐标编程可通过指令G16生效、指令G15撤销。极坐标编程时的加工平面同样通过指令G17/G18/G19选择,所选加工平面的第一坐标轴地址(如X)用来指令极坐标半径;第二坐标轴地址(如Y)用来指令极坐标角度,极坐标的0度为第一坐标轴的正方向。
FS-0iMD的极坐标原点指定有两种方式。
1)当极坐标半径以绝对值(G90)形式编程时,现行生效的直角坐标系原点直接作为极坐标原点。
2)当极坐标半径以增量值(G91)形式编程时,刀具的现在位置为极坐标原点。
极坐标编程生效期间,角度可以通过指令G90/G91改变编程方式。极坐标编程对程序暂停G04、CNC参数输入G10、工件坐标系设定G92、机床坐标系选择G53、禁区保护G22、图形旋转G68、比例缩放G51无效。在极坐标编程有效期间,也不可以使用自动倒角、蓝图编程功能。
【例4-1】对于图4.1-4所示的第1组圆周孔的加工,利用极坐标编程的程序如下。
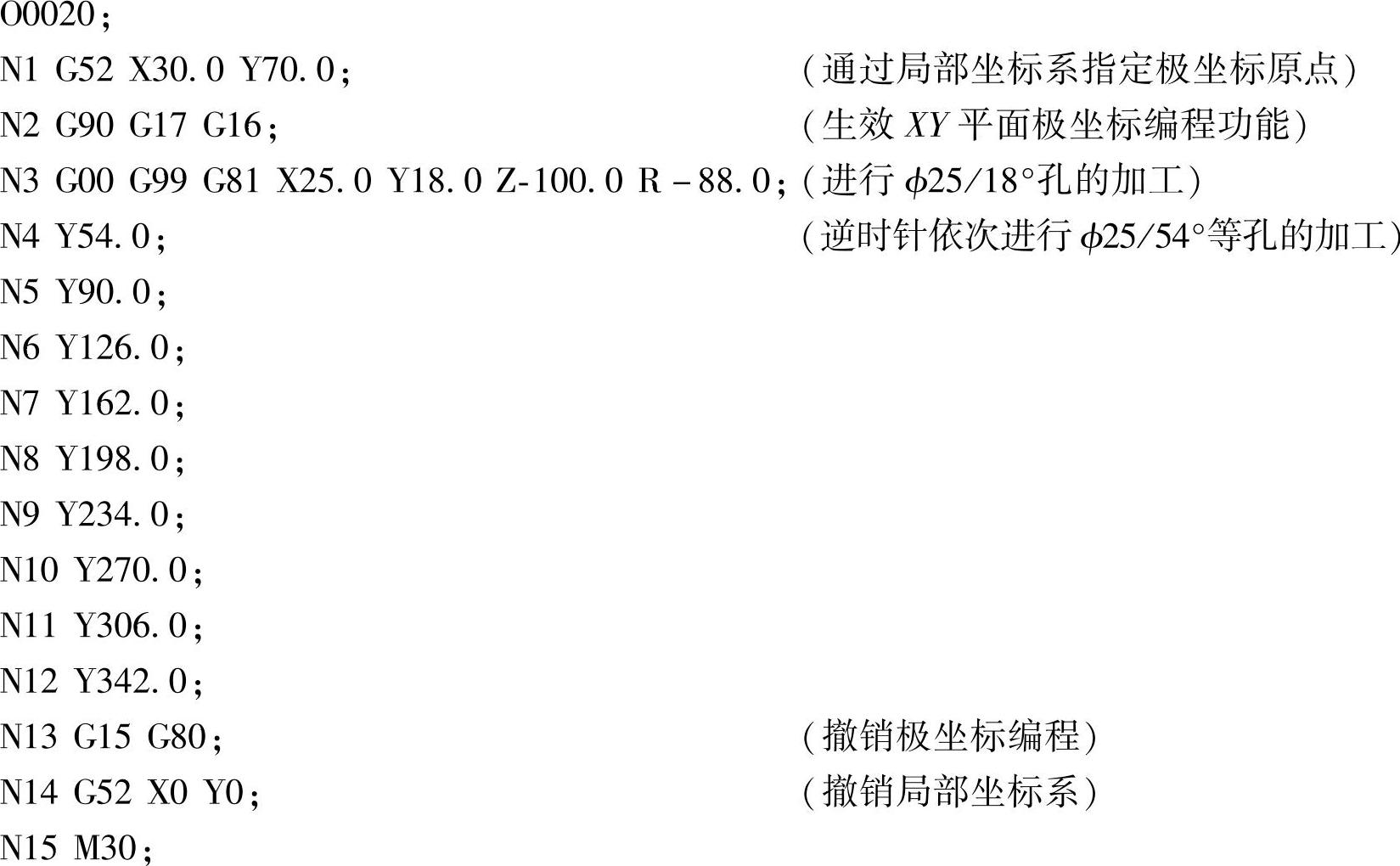
程序中未考虑刀具与切削参数编程,用同样方法,也可以实现第二组圆周孔的极坐标编程。
2.镜像加工G50.1/G51.1
镜像加工(Mirror)亦称对称加工,它是常见的镗铣加工之一。镜像加工需要通过CNC的镜像控制信号进行,该信号生效时,需要镜像加工的坐标轴将自动改变坐标值的正/负符号,实现图4.1-5所示的对称图形的加工。
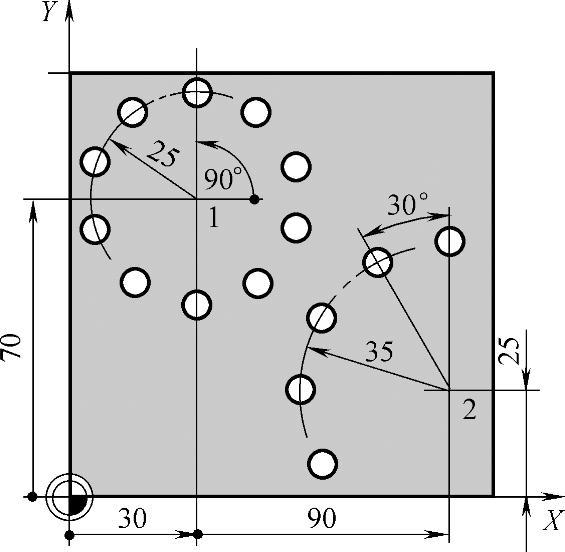
图4.1-4 极坐标编程
图4.1-5 镜像加工
CNC的镜像加工,一般可以通过如下三种方式选择:
1)利用CNC的M指令和PMC程序设计,使对应的坐标轴进入镜像加工。
2)通过第8章、8.3节所述的CNC设定参数,直接生效镜像加工功能。
3)通过G代码指令,如G50.1/G51.1生效或撤销镜像加工功能。
FS-0iMD的FS-0iMD的镜像加工编程指令格式如下。

使用镜像加工功能时应注意以下问题:
1)镗铣类机床的Z轴一般安装有刀具,因此,Z轴通常不能进行镜像加工。
2)镜像加工生效时,指令G02/G03的圆弧插补方向、指令G41/G42的半径补偿方向、指令G68/G69的坐标旋转方向均将被互换。
3)实际编程时,镜像加工一般通过子程序调用的方式实现。
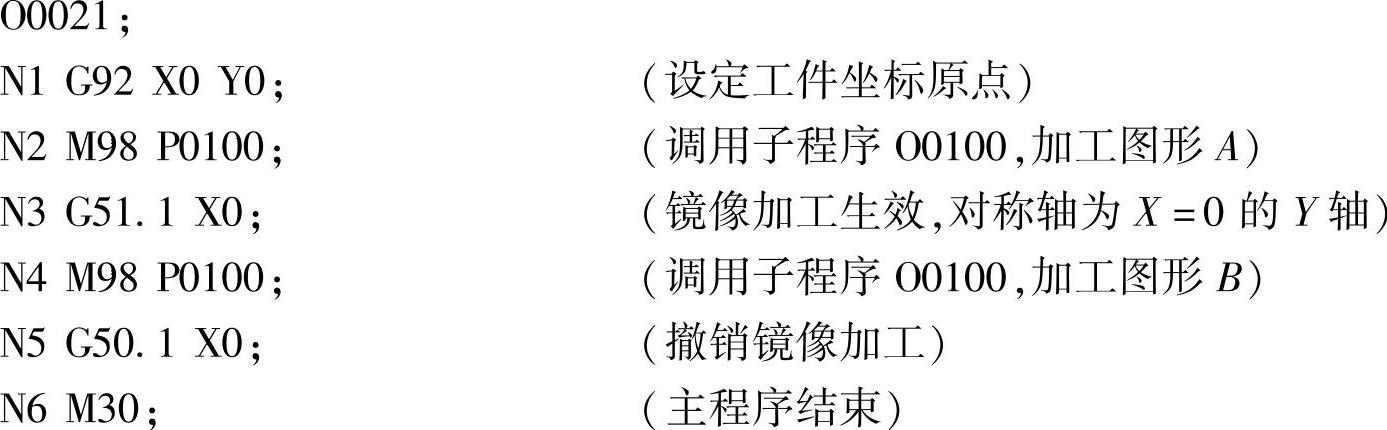
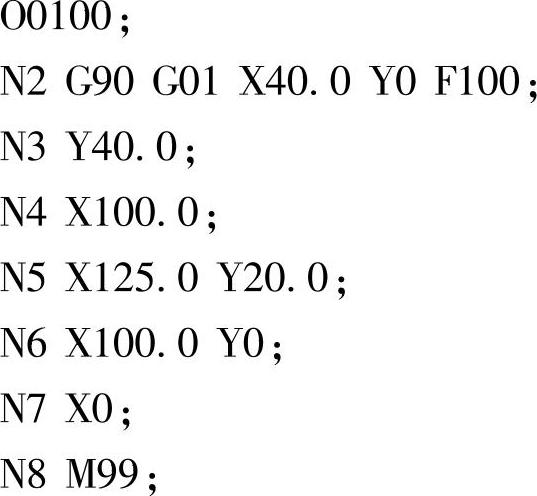
【例4-2】假如刀具起始点为(0,0),当选择X轴镜像加工时,对于图4.1-6所示的Y轴对称图形加工,其加工程序如下。
子程序如下:
3.比例缩放G50/G51
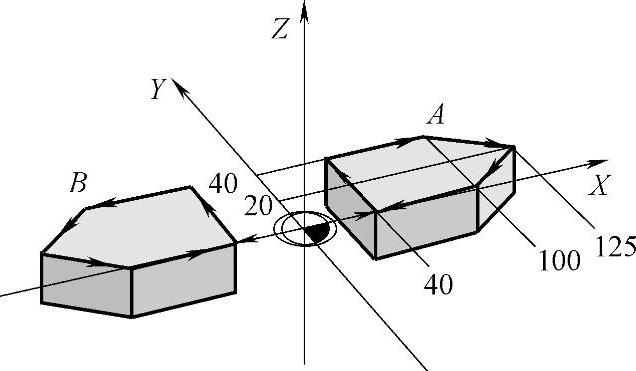
图4.1-6 镜像加工
比例缩放(Scale)主要用于模具加工,功能生效时,对应坐标轴的移动距离将按程序指令的比例系数,进行图4.1-7所示的放大或缩小。
FS-0iMD可以通过指令G51生效比例缩放功能并指定缩放中心、缩放比例;通过指令G50撤销比例缩放功能;允许进行比例缩放的坐标轴,需要通过CNC参数PRM5401.0的设定事先选定。
FS-0iMD的比例缩放有如下两种编程格式。

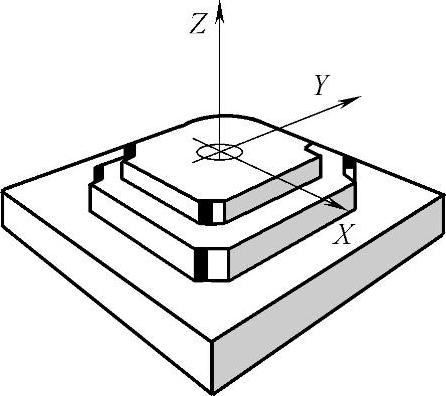
图4.1-7 比例缩放
指令中的x/y/z为比例缩放中心的位置(绝对编程);p为缩放比例,当指令中不指定p值时,缩放比例将自动选择CNC参数PRM5411设定的值。

指令中的x/y/z为比例缩放中心的位置(绝对编程);i、j、k可定义X/Y/Z轴独立的比例系数。使用独立缩放功能需要设定CNC参数PRM5400.6=1,指令中不指定i、j、k值时,缩放比例将自动选择CNC参数PRM5421设定的值。
使用比例缩放功能需要注意如下几点:
1)使用X/Y/Z独立缩放功能时,如将某一轴的缩放系数指定为“-1”,同样可实现镜像加工的功能。
【例4-3】使用比例缩放功能完成例4-2零件加工的程序如下。
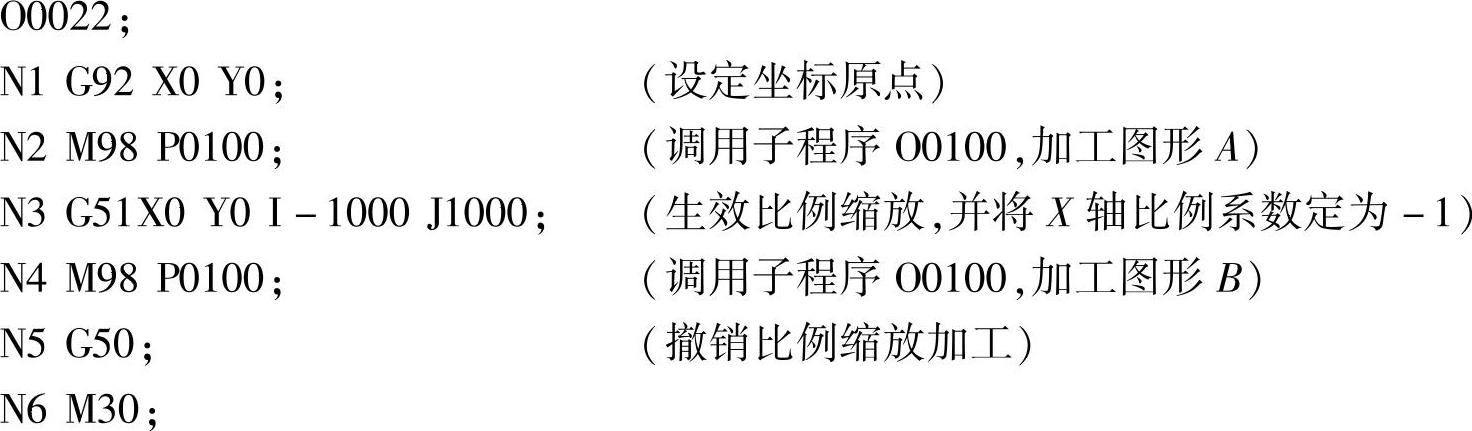
子程序O0100与例4-2完全相同。
2)圆弧插补的比例缩放只能用于R编程的程序段,当X/Y/Z独立缩放时,R将按照缩放比例较大的轴,进行同比例缩放;当圆弧插补使用I、J编程时,将不能得到正确的圆弧轨迹。
3)比例缩放功能只能对编程的坐标尺寸进行修改,它不能调整CNC内部的动态插补数据,如不能试图通过对圆弧插补时的X/Y轴比例缩放,加工出椭圆。
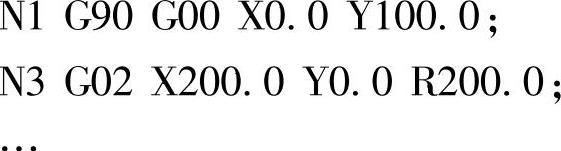
例如,执行如下指令:
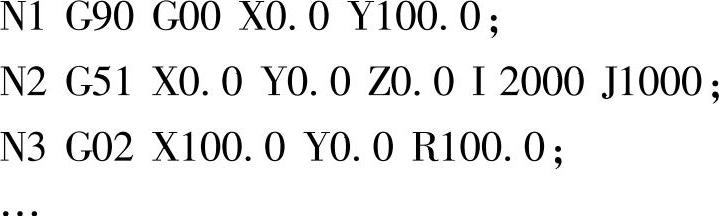
其结果并不会生成X/Y为2∶1的椭圆轨迹,而只是将程序段N3中的X、Y编程尺寸分别乘以2与1,即生成的轨迹仍然为图4.1-8所示的圆弧,程序完全等同于如下指令。
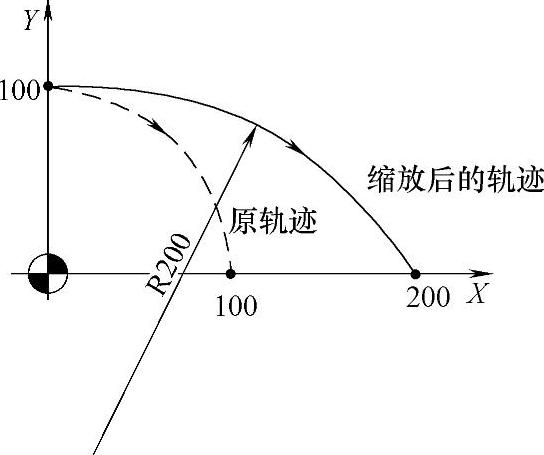
图4.1-8 圆弧插补的比例缩放
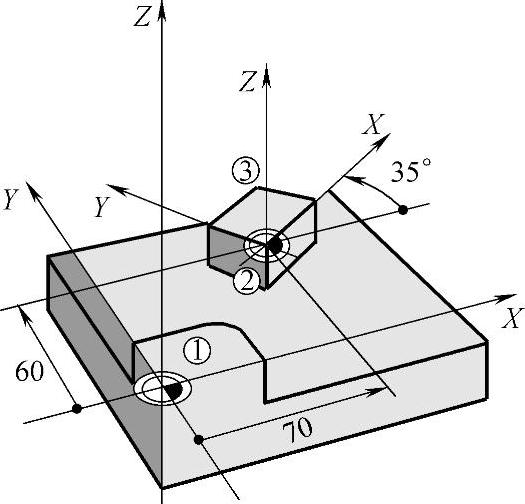
图4.1-9 坐标旋转
4.坐标旋转(G68/G69)
对于图4.1-9所示的某些围绕中心旋转得到的特殊轮廓加工,可使用坐标旋转功能简化编程。
FS-0iMD可通过指令G68生效坐标旋转功能,利用指令G69撤销坐标旋转,G68指令的编程格式如下:

x/y:坐标旋转中心,绝对编程;
r:旋转角度,输入范围为-360.000°~360.000°,输入单位为0.001°。
坐标旋转编程应注意如下问题:
1)坐标旋转平面通过指令G17/G18/G19选择,平面选择指令必须在G68前编制,G68生效期间不可使用G17/G18/G19。
2)指令G68中指定X/Y时,可直接定义旋转中心,但是,如G68生效后的第1程序段采用增量编程,CNC将以刀具现在位置将作为旋转中心(见例7-4)。如G68不指定X/Y,则以刀具现在位置将作为旋转中心。
3)指令G68不指定旋转角度时,自动以CNC参数PRM5410设定的角度旋转。
4)指令G69撤销坐标旋转后的第1个程序段必须采用绝对编程。
5)坐标旋转指令G68有效期间,不可使用G27/G28/G29/G30、G52/G53/G54~G59/G92等与坐标系建立、选择有关的指令。
6)刀具半径补偿、比例缩放有效期间可指令坐标旋转。
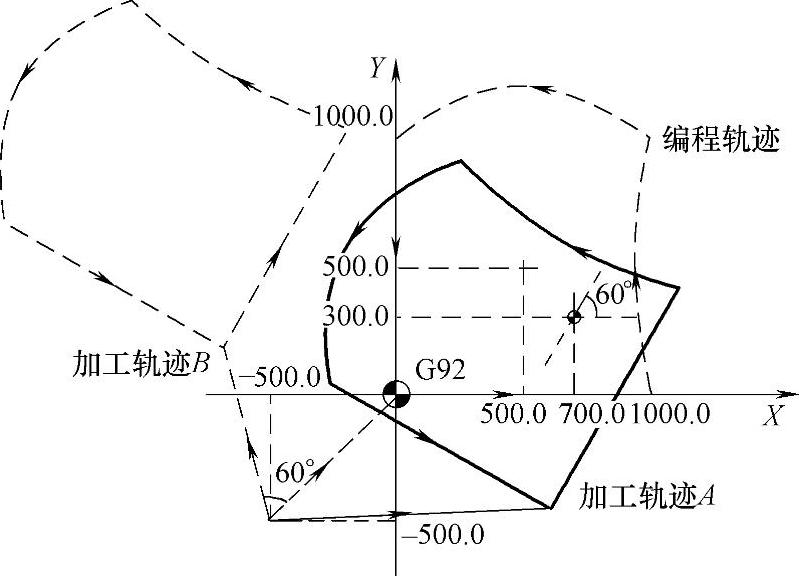
图4.1-10 坐标旋转后的运动轨迹
【例4-4】坐标旋转的编程示例。
执行如下程序指令:
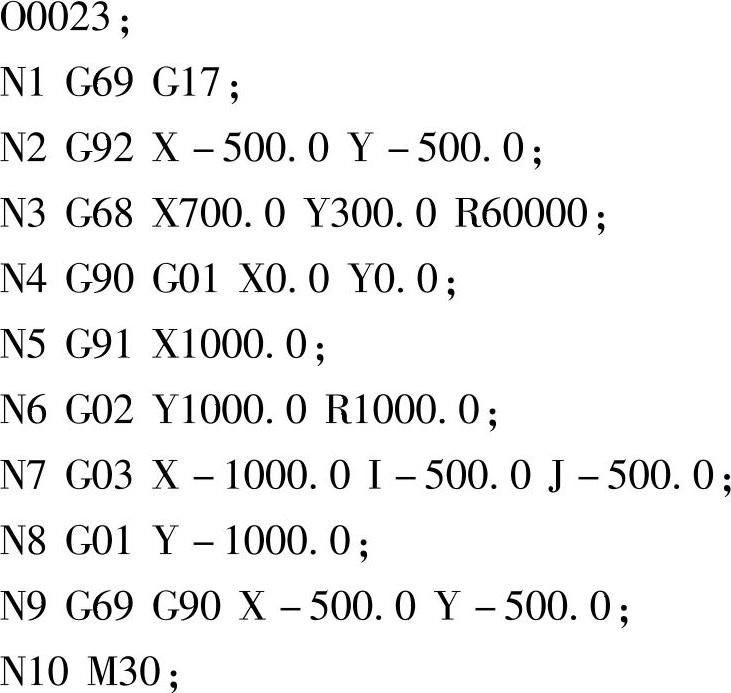
刀具运动的轨迹为如图4.1-10所示的加工轨迹A。
但是,执行如下程序指令:

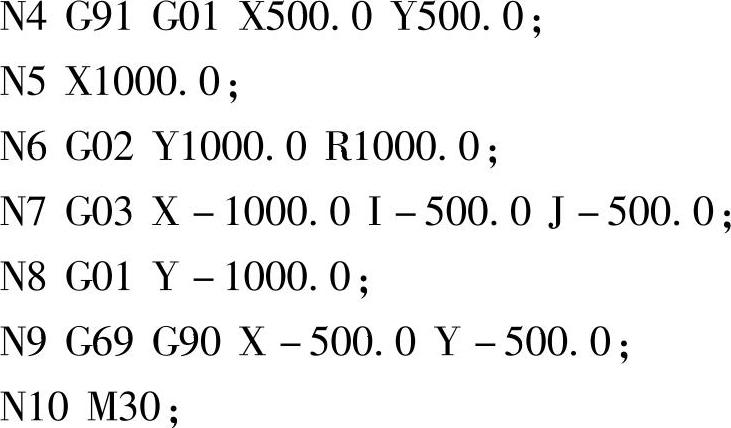
旋转将以刀具现在位置为中心进行,刀具运动的轨迹为如图4.1-10所示的加工轨迹B。
【例4-5】坐标旋转与刀具半径补偿同时使用例。
执行如下程序指令:
刀具运动的轨迹为如图4.1-11所示的加工轨迹。
【例4-6】坐标旋转与比例缩放同时使用例。
执行如下程序指令:
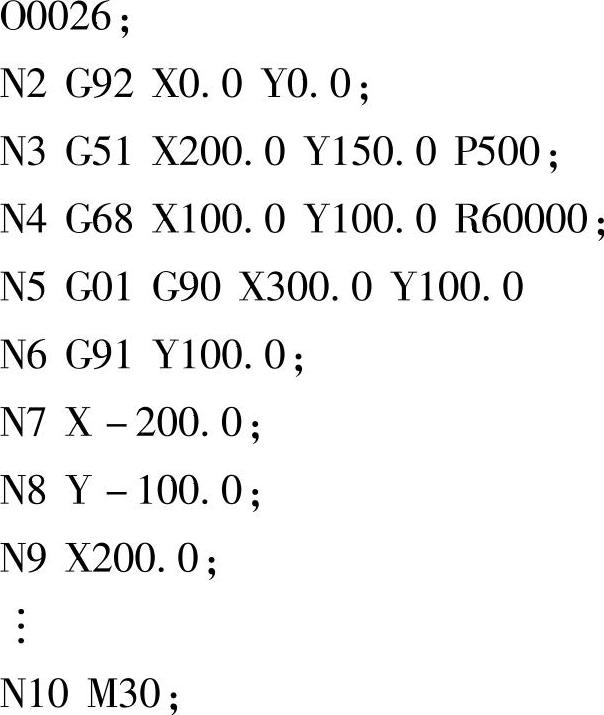
刀具运动的轨迹为如图4.1-12所示的加工轨迹。

图4.1-11 坐标旋转的刀具补偿轨迹

图4.1-12 坐标旋转与比例缩放
执行上述程序的动作过程如下:
1)以(200.0,150.0)为中心,将编程轨迹缩放0.5倍;缩放对N3以后的全部指令(包括旋转中心)生效,但对旋转角度无效;
2)以缩放后的(100.0,100.0)点为中心,将缩放后的图形进行60°旋转;
3)刀具按照缩放与旋转后的轨迹运动。






相关推荐