能够直接在淬硬的工件上铣出螺纹,主要是因为:1)旋风铣削是渐进式的断续切削方式,使切削阻力大大降低。5)先进的强冷技术使高速旋风铣削具有优良的排屑和散热条件。图4-70 干式旋风铣削加工......
2023-06-25
数控镗铣床的螺纹加工一般可以采用图4.1-1所示的三种加工工艺。小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。
以上三种加工工艺对数控机床的控制要求有所不同,程序中需要采用不同的编程指令与此相适应。在FS-0iMD上,可以通过指令G63、G33和螺旋线插补实现。
1.攻螺纹方式G63
攻螺纹是利用丝锥加工小直径螺纹的常用方法。为了保证螺纹加工的正确,程序中的Z轴进给速度F和主轴转速S需要匹配,以保证主轴每转Z轴进给一个螺距,两者间的同步误差可以通过柔性攻螺纹夹头补偿。
FS-0iMD的攻螺纹一般通过固定循环指令G84/G74进行编程,它可以自动完成主轴正/反转、Z轴进给/退出的一系列动作。由于柔性攻螺纹夹头的补偿行程有限,为了保证Z轴进给和主轴的同步,攻螺纹加工时的主轴转速、进给速度不能人为改变,原则上也不能停止Z轴和主轴的运动。
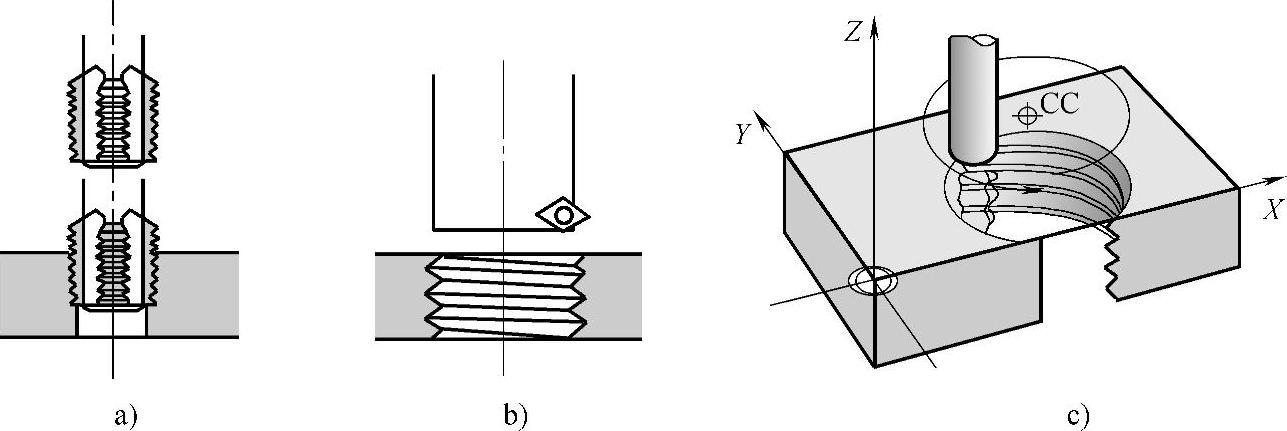
图4.1-1 螺纹加工方式
a)攻螺纹 b)螺纹镗削 c)螺旋铣削
FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。G63生效后,进给轴将进入连续切削状态,操作面板上的主轴倍率调节、进给倍率调节、进给暂停按键均无效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。
2.螺纹切削G33
FS-0iMD的螺纹切削指令G33用于螺纹镗削加工。利用镗削工艺加工螺纹时,由于刀具没有用于同步误差补偿的柔性夹头,故其同步要求更高。FS-0iMD的螺纹切削和FS-0iTD的螺纹车削的控制方法相同,在螺纹切削方式下,CNC能够将来自主轴编码器的位置检测信号,自动转换为Z轴的进给指令,使得Z轴跟随主轴运动,其位置、速度始终与主轴的旋转保持同步。
G33编程指令格式如下:

指令中的F为螺纹导程,Z轴的进给速度决定于主轴转速。
3.螺旋线插补
螺旋线插补用于直径螺纹或螺旋线的铣削加工,它对主轴没有同步要求,因此,可利用CNC的三轴联动功能,使得X、Y坐标轴进行G02/G03圆弧插补的同时,垂直轴同步进行直线运动,实现图4.1-1c所示的螺旋线插补。
螺旋线插补指令的编程格式如下。
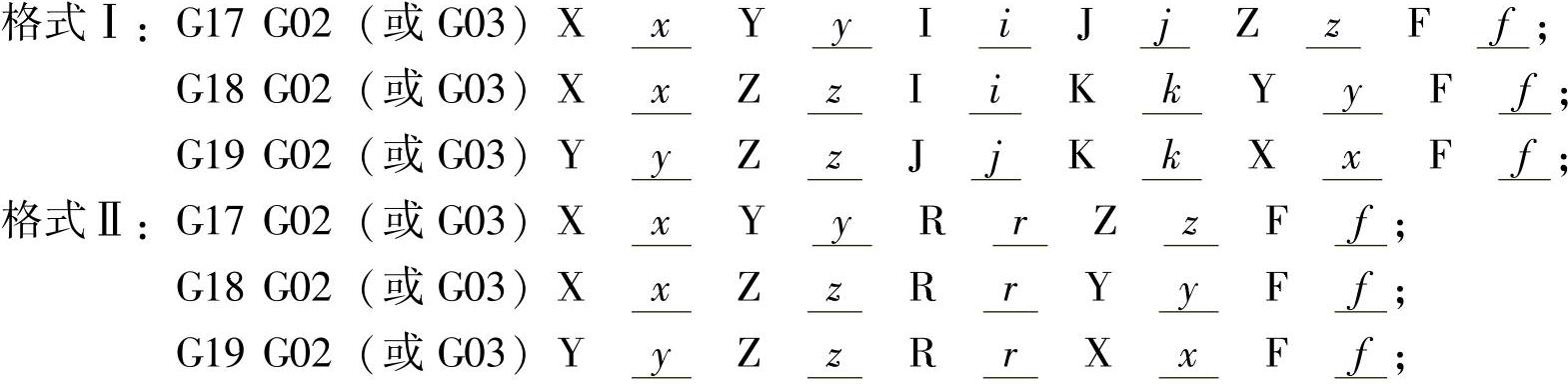
指令中的G17/G18/G19用来指定圆弧插补平面。当圆弧插补平面为XY平面时,z为垂直进给轴的螺旋线终点;如果圆弧插补平面为ZX平面,y为垂直进给轴的螺旋线终点等。程序段可以采用绝对或增量编程方式指定加工终点。由于一个程序段内,G02/03的圆弧插补不能超过360°,因此,对于行程大于一个螺距的螺旋线铣削加工,需要分多个程序段进行编程。
有关FANUC-0iD编程与操作的文章

能够直接在淬硬的工件上铣出螺纹,主要是因为:1)旋风铣削是渐进式的断续切削方式,使切削阻力大大降低。5)先进的强冷技术使高速旋风铣削具有优良的排屑和散热条件。图4-70 干式旋风铣削加工......
2023-06-25

管螺纹加工又叫做套丝,是由于很多地区称螺纹为丝扣。管子螺纹加工是指在管子端头切削管螺纹的操作。手工套螺纹的操作方法及注意事项如下。将管子端头的毛刺处理掉,管口要平直,然后将管子水平固定在台虎钳上,需套螺纹的管端伸出钳口外150mm左右,在管端加工螺纹部分涂上润滑油。待螺纹加工到接近规定长度时即可退出板牙架。图2-10 手工套管子螺纹操作......
2023-09-20

表示已加工表面的微观几何形状误差。表面波度尚无国家标准。指工件经机械加工后表面层的强度、硬度有提高的现象,也称为表面层的冷硬或强化。对零件使用性能的影响大小取决于加工表面层残余应力的方向、大小和分布状况。3)切削液对加工表面粗糙度有明显的影响。2)采用人工时效的方法消除表面残余应力。......
2023-06-28

要彻底消除切削液带来的环境污染,干式螺纹加工则是可行的方法。国内目前对干攻螺纹加工方法研究不多。搓制丝锥在干攻螺纹时易崩刃,磨制丝锥基本能满足加工要求,TiN涂层挤压丝锥既满足了螺纹的加工质量要求,又具有长的使用寿命。图4-65是湿式攻螺纹与干攻螺纹的丝锥寿命比较。......
2023-06-25

图10-3工具电极加工工件的原理示意图2. 电火花成形加的特点电火花加工属于不接触加工,两者之间宏观作用力极小。电火花加工直接利用电能和热能来去除金属材料,与工件材料的强度和硬度等关系不大,因此可以用软的工具电极加工硬的工件,实现“以柔克刚”。精加工时精度一般为0.01 mm,表面粗糙度Ra为0.63~1.25 μm;微精加工时精度可达0.002~0.004 mm,表面粗糙度Ra为0.04~0.16 μm。......
2023-06-24

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29

图4-22多段连续螺纹编程图4-23螺纹变锥角退刀4)在G33螺纹切削中,轴速度由主轴转速和螺距的大小确定。需要注意的是,在螺纹加工期间,主轴修调开关必须保持不变,否则将可能导致螺纹乱牙,且进给修调开关无效。......
2023-06-22
数控车床加工的螺纹多是米制三角形螺纹。图4-52 螺纹类零件2.加工方案及加工路线的确定以零件右端面中心O作为坐标系原点,设定工件坐标系。选择3号刀具为60°硬质合金机夹螺纹刀,用于螺纹车削加工。采用的切削用量主要考虑加工精度要求并兼顾提高机床寿命等因素。......
2023-06-26
相关推荐