FS-0iD有表3.1-1所示的三种G指令编程代码体系,操作者可以通过CNC参数PRM3401.6、PRM3401.7的设定自由选择。表3.1-1 FS-0iTD的G代码体系表(续)(续)......
2023-06-25
1.程序特点
FS-0iMD是用于镗铣加工机床的控制系统,镗铣加工是以刀具旋转(主轴)为主运动的金属切削加工,为了控制刀具运动,机床至少具有X/Y/Z三个基本坐标轴。镗铣类机床的主要是加工对象是箱体、法兰、模具类零件,由于其工艺的特殊性,FS-0iMD的加工程序主要具有以下特点:
1)FS-0iMD的绝对/增量编程只能利用G90/G91指令转换,地址U/V/W是平行于X/Y/Z轴的附加坐标轴地址,它们与X/Y/Z一样,也可通过G90/G91选择绝对/增量编程、并参与插补。
2)为了适应模具等行业的加工要求,FS-0iMD可通过对称加工加工(镜像)、比例缩放等坐标系变换指令,提高编程效率与简化程序。此外,还可以利用G54.1P1~G54.1P48选择48个扩展工件坐标系。
3)镗铣加工通过刀具旋转实现切削,因此,FS-0iMD可以使用螺旋线插补、螺纹镗铣等编程指令,但一般不能使用螺纹车削等功能。
4)FS-0iMD可以使用单向定位、拐角减速、精确定位、连续切削等特殊的编程指令,提高轮廓加工效率和定位精度。由于车削中心同样具有铣削加工功能,因此,在FS-0iTD上,目前已经可使用精确定位、连续切削等指令。
5)FS-0iMD的固定循环绝大多数都市适合于孔加工的钻、镗循环,它与车削加工的固定循环指令有明显区别。
6)FS-0iMD的极坐标编程指令与FS-0iTD的极坐标插补有本质的不同,极坐标编程是将程序中以极坐标形式编程的位置,通过CNC自动转换为直角坐标系位置的功能,它适应于法兰类零件的圆周分布孔加工、圆周镗铣加工等。
7)FS-0iMD的刀具补偿与FS-0iTD有很大的区别,镗铣刀具通常只需要进行Z方向的长度补偿和XY平面的半径补偿,而不需要像车刀那样进行X/Z方向的位置偏置;此外,刀具的长度与半径补偿均需要在程序上,通过指令生效和撤销,刀具补偿号需要通过D/H代码进行选择,它不能像FS-0iTD那样直接利用刀号选择。
2.代码体系
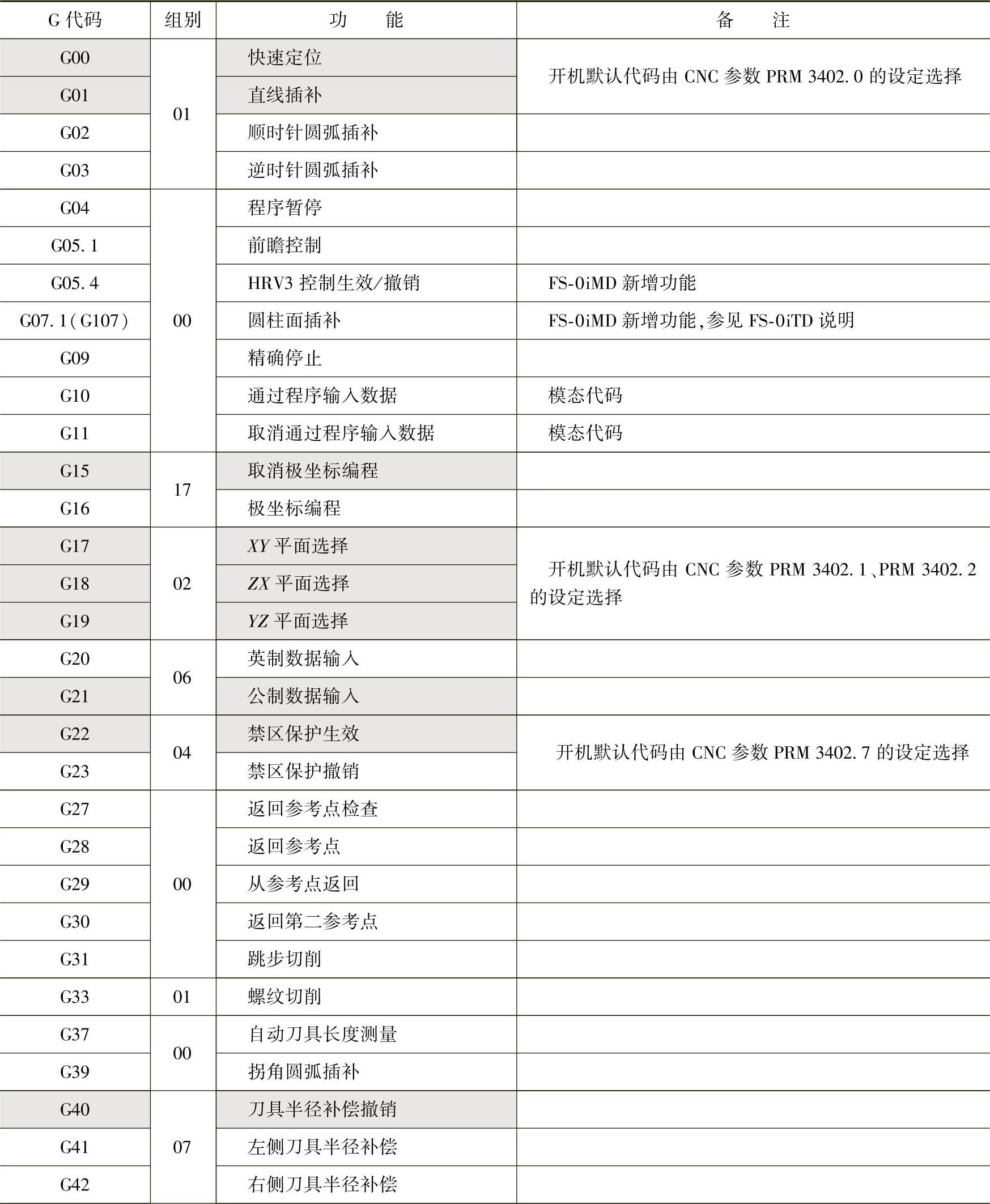
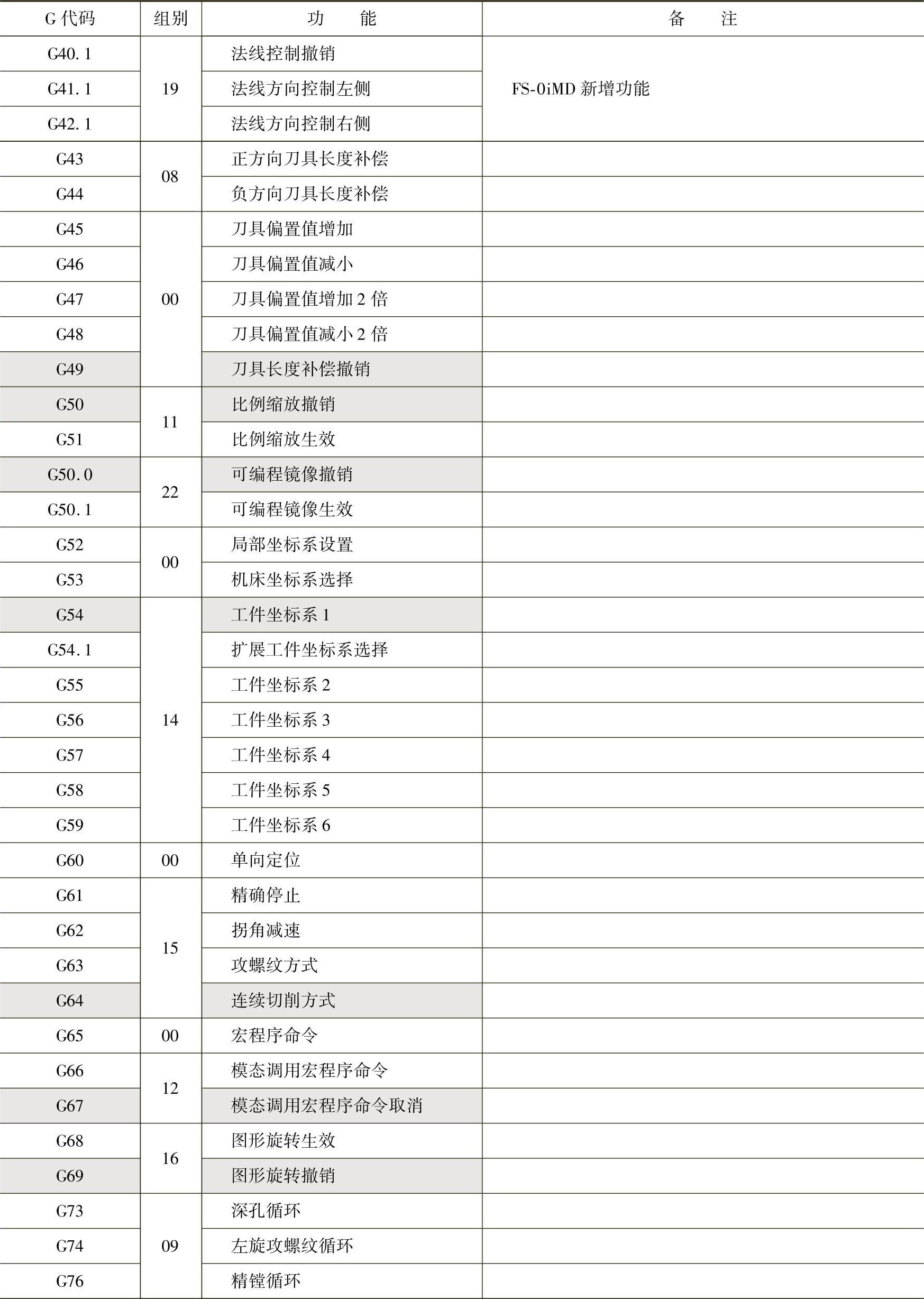
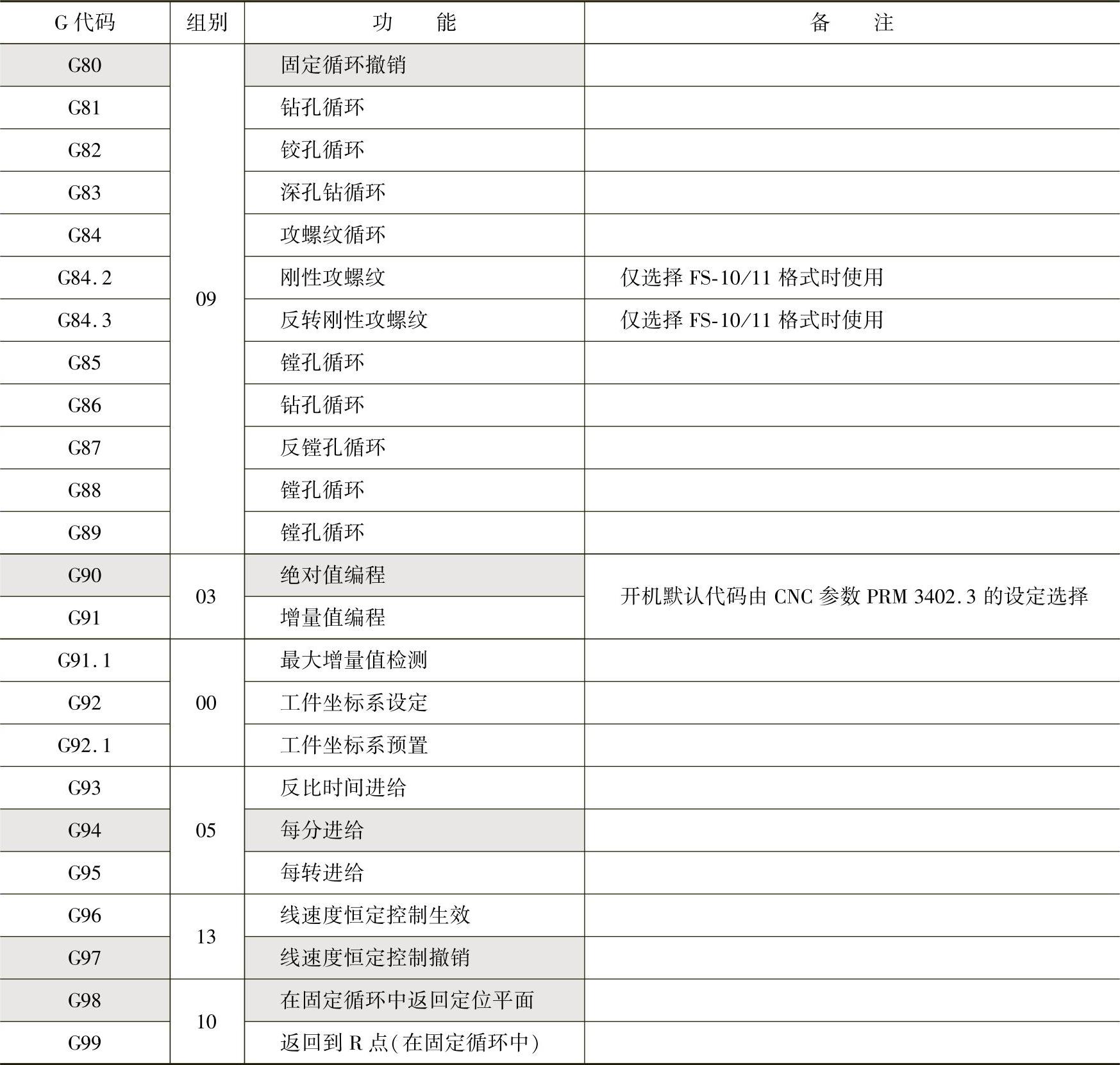
FS-0iMD常用的G代码体系只有表4.1-1中所示的一种格式,CNC的功能增减只有可使用的G代码多少的区别。表中带阴影的G代码为CNC开机默认G代码,部分开机默认G代码,可以通过CNC参数的设定选择。在00组G代码中,除G10/G11外的其余G代码均为单段有效G代码;其余各组G代码均为模态G代码。
表4.1-1 FS-0iMD系统G代码一览表
(续)
(续)
有关FANUC-0iD编程与操作的文章

FS-0iD有表3.1-1所示的三种G指令编程代码体系,操作者可以通过CNC参数PRM3401.6、PRM3401.7的设定自由选择。表3.1-1 FS-0iTD的G代码体系表(续)(续)......
2023-06-25

PLC执行程序的过程分为三个阶段,即输入采样阶段、程序执行阶段、输出刷新阶段,如图1-7所示。图1-7PLC执行程序过程示意图输入采样阶段在输入采样阶段,PLC以扫描工作方式按顺序对所有输入端的输入状态进行采样,并存入输入映像寄存器中,此时输入映像寄存器被刷新。若程序用梯形图表示,则PLC总是按先上后下、先左后右的顺序执行。小型PLC因为I/O点数较少,用户程序较短,一般采用集中采样、集中输出的工作方式。......
2023-06-20
主程序的结束标记用辅助机能代码M02或M30表示,子程序的结束标记用M99表示。图2.1-1 程序段的基本组成5)切削速度是多少?反之,仅在编入的程序段中有效的代码,则称为单段有效代码或单段有效指令。......
2023-06-25

以数控车床G代码体系A为例,通常可以采用如下的程序基本格式。当使用G50建立工件坐标系时,其程序段格式为:N4的作用是建立工件坐标系,N5的作用是使刀具进入工件坐标系、生成刀具偏置,并靠近加工表面、主轴旋转,作好加工准备。......
2023-06-25

参见光盘光盘动画演示\第15章\绘制弹簧.avi绘制步骤:1.绘制三维螺旋线。圆柱螺旋线是技术上应用最广的空间曲线,如图15-40所示。;autoLISP程序代码程序测试。通过上节中绘制的螺旋线,将一个圆截面沿着螺旋线进行拉伸即可生成弹簧。绘制弹簧的参数化绘制程序,弹簧效果图如图15-43所示。图15-42 输入数据图15-43 三维弹簧图15-44 绘制三维弹簧对话框修改draw函数,并增加一个用来显示图形的show函数。......
2023-11-02

表7-2 中间变量及地址(续)2.主程序OB1主程序OB1如图7-11所示。图7-11 OB1程序图7-11 OB1程序(续)图7-11 OB1程序(续)3.功能程序FC20功能程序FC20的建立如图7-12所示,在SIMATIC管理器中的“块”处单击鼠标右键,依次选择“插入新对象”→“功能”即可。图7-13 FC20程序4.功能程序FC30按照FC20建立的方法,建立FC30功能程序,如图7-14所示。......
2023-06-18
封装在事件、通用或函数过程中的程序代码,执行顺序是三种基本程序结构的组合:顺序结构:程序按语句顺序由上而下逐句执行。其语法结构为:图1.2单分支结构图1.3双分支结构③多分支结构。给定的条件称为循环条件,反复执行的程序段称为循环体。图1.6不计次循环结构(后测型)其语法结构如下:功能:当关键字While 或关键字Until后条件为真时,执行循环体。......
2023-10-22
无论是在车间内,还是在野外施工现场均可采用。完成一条焊缝需要不断更换焊条,对厚板需要开坡口进行多层焊接,这不仅造成焊条的浪费,提高了焊接成本,而且降低了生产率。......
2023-07-02
相关推荐