电池组由5节18650型、容量2 000~3 000 mAh的锂电池串联组成。所用电阻值的绝对值不大于5%。方案2:可采用霍尔传感器HC05SY,测量范围为0~5 A,线性度好,比ACS712等霍尔电流检测芯片要准确,采样电流准确更有利于对精度的控制。过充保护过充保护由DSP来控制,当检测到电池组两端电压超过阀值24±0.5 V时,DSP将PWM输出设为零,驱动电路没有PWM波,电路不再工作,实现过充保护。......
2025-09-29
1.半径补偿方向
刀尖半径补偿需要用指令G41/G42来规定半径补偿方向并生效补偿,指令G40可撤销刀尖半径补偿功能。指令G41/G42规定的半径补偿方向如图3.5-5所示。指令G41时,沿刀具的运动方向看,刀具在工件的左侧;指令G42时,刀具在工件的右侧。
不正确地使用刀尖半径补偿功能,将导致工件的“过切”与“欠切”或刀具的干涉,一般而言,在生效或撤销刀尖半径补偿时应注意如下基本问题:
1)在刀尖半径补偿功能生效的G41/G42程序段(亦称起刀程序段),通常将生成垂直于下一程序段编程轨迹的半径补偿矢量,为此,半径补偿生效前最好使刀具位于图3.5-6所示的补偿侧,以防过切。
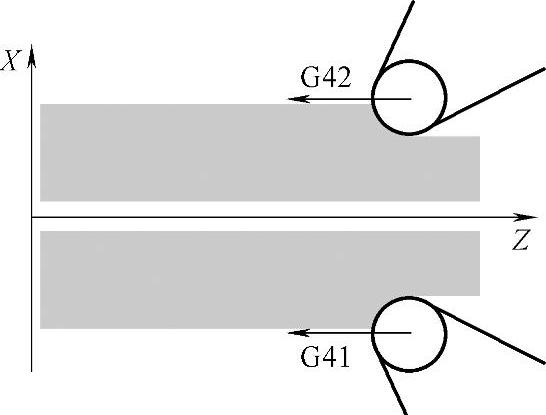
图3.5-5 半径补偿方向的规定
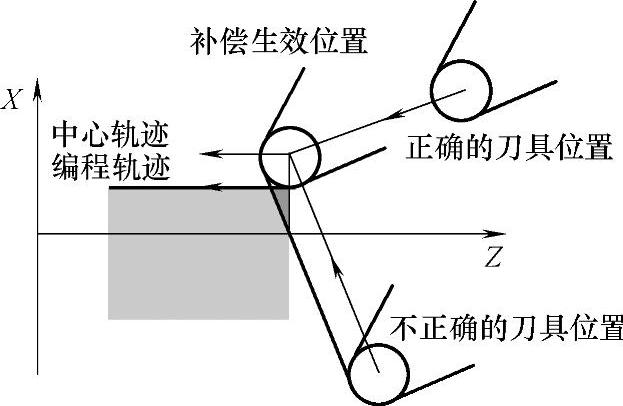
图3.5-6 补偿前的正确位置
2)在撤销刀具补偿的G40程序段,由于刀尖半径补偿有效段加工结束时,刀尖中心一般位于和编程轨迹垂直的位置上,因此,应将刀具退出点选择在图3.5-7所示的补偿侧,防止退出时的过切。如在编程轨迹垂直的位置上已经产生了图3.5-8所示的过切,需要在G40程序段中,通过I、K指定虚拟轨迹来确定刀具的退出方向,以调整刀尖半径补偿结束段的刀尖中心位置(见例3-13)。
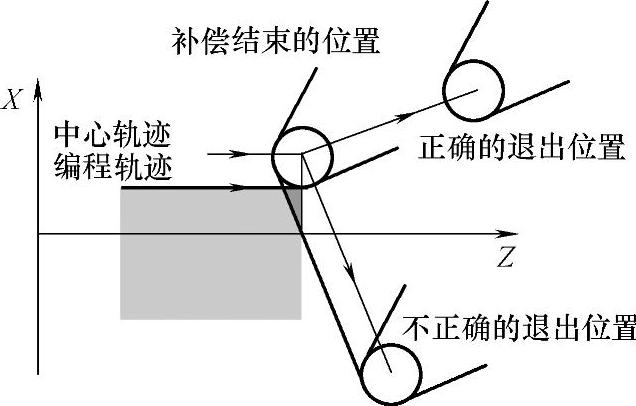
图3.5-7 刀具补偿退出点选择
3)不可以在G02/03圆弧插补的程序段生效刀尖半径补偿功能,即以下程序段不允许:

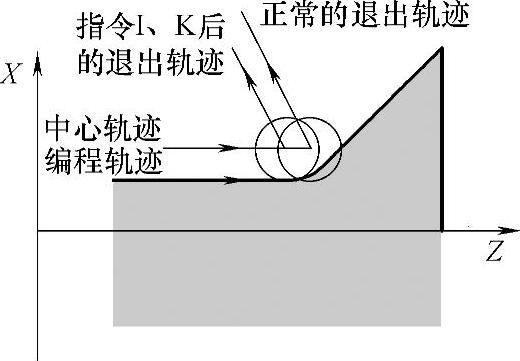
图3.5-8 刀具退出方向调整
但在刀尖半径补偿功能有效期间,可以使用G02/03圆弧插补指令,即以下程序段允许使用:(https://www.chuimin.cn)

4)刀尖半径补偿有效期间,程序段的终点位置与下一程序段的轨迹有关,CNC需要通过对下面程序段的预处理,计算补偿矢量,因此,在刀尖半径补偿生效期间,原则上不应插入非移动程序段,如必须使用非移动程序段,也只能是插入一个程序段,否则可能导致轮廓的出错。非移动程序段包括如下几类。
只有辅助功能代码的程序段,如S200 M03等;
只有G代码的程序段,如G98等;
程序暂停段,如G04 X2.0等;
与轴运动无关的程序段,如G10 P01 X10.0 Z20.0 R0.5 Q2等;
运动距离为0的程序段,如G01 U0等。
刀尖半径补偿矢量的计算较为复杂,有关内容可参见FS-0iTD的操作说明书。
2.编程实例
【例3-13】对于图3.5-9所示工件的前端锥面加工,在直径编程方式下,利用半径补偿功能编制的程序如下。
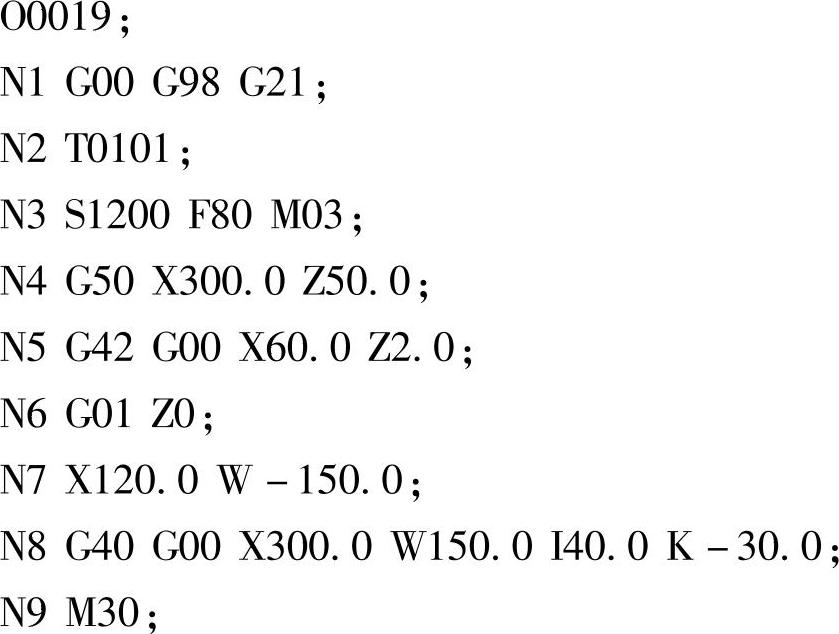
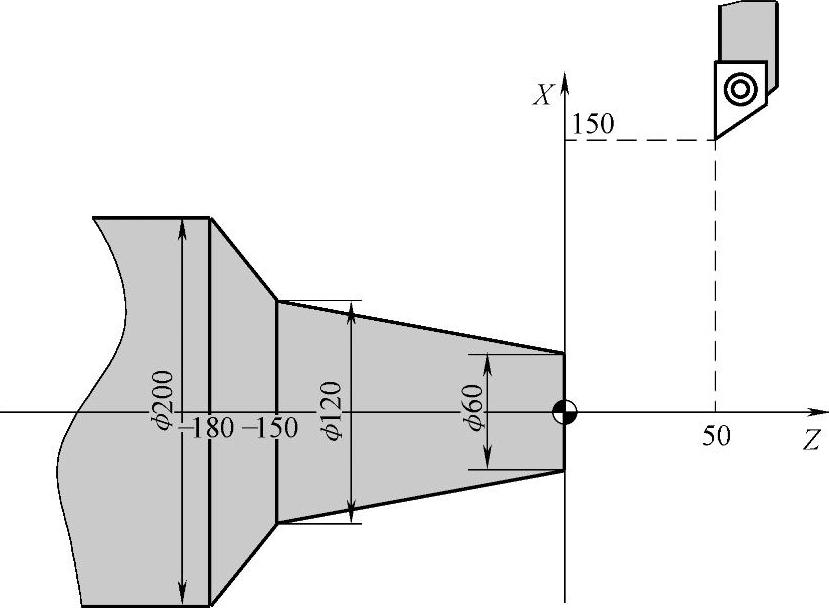
图3.5-9 半径补偿编程例
程序中的N8通过I、K指定了退刀方向,I、K为后端锥面的虚拟轮廓,它们应以半径编程、增量方式指定。
相关文章

电池组由5节18650型、容量2 000~3 000 mAh的锂电池串联组成。所用电阻值的绝对值不大于5%。方案2:可采用霍尔传感器HC05SY,测量范围为0~5 A,线性度好,比ACS712等霍尔电流检测芯片要准确,采样电流准确更有利于对精度的控制。过充保护过充保护由DSP来控制,当检测到电池组两端电压超过阀值24±0.5 V时,DSP将PWM输出设为零,驱动电路没有PWM波,电路不再工作,实现过充保护。......
2025-09-29

为了增强或改善食品的感官形状,延长保存时间,满足食品加工工艺过程的需要或某种特殊营养需要,常在食品中加入天然的或人工合成的无机或有机化合物,这种添加的无机或有机化合物统称为添加剂。我国国家标准《食品添加剂使用卫生标准》规定允许使用的食用色素主要有红曲米、焦糖、姜黄、辣椒红素和甜菜红等。我国国家标准《食品添加剂使用卫生标准》规定,萝卜红按正常生产需要使用;高梁红最大使用量为0.04%;红花黄为0.02%。......
2025-09-29

可编程序控制器、变频器、伺服电机、人机界面是驱动控制系统中不可缺少的组成部分。通常,纺织机械系统中的电动机普遍采用通用变频器控制,所有的变频器则统一由PLC控制。图解演示例如,图11-35所示变频器在电梯智能控制中的应用。图11-35 变频器在电梯智能控制中的应用5.变频器在民用改善环境中的应用随着人们对生活质量和环境的要求不断提高......
2025-09-29

若引入机器视觉取代传统的人工检测方法,能极大地提高生产效率和产品的良品率。同时,机器视觉技术还能在检测超标准烟尘及污水排放等方面发挥作用。利用机器视觉,能够及时发现机房及生产车间的火灾、烟雾等异常情况。此外,许多场合使用其他方法难以完成检测任务,机器视觉系统则可出色胜任。......
2025-09-29
可是,事实上,却很少在国内发现有推广设计CAE的优秀事例。不从认识上消除这些担心,就难以在设计现场推广应用CAE,这也是没有引进设计CAE的一个原因。现在本田大量地采用了设计CAE,实现了从KKD设计到设计CAE的转变。在领导人员认识和理解了设计CAE的重要性和优越性以后,问题就成功了一半。特别要注意采用那些设计人员易于熟悉的工具,如与CAD系统集成的CAE工具。......
2025-09-29

在制冷设备中,变频技术的引入使设备制冷/制热效率得到了提升。图解演示图11-42所示为海信KFR-25GW/06BP型变频空调器中的变频电路部分。该变频电路主要由控制电路、过电流检测电路、变频模块和变频压缩机构成的。图11-43 海信KFR-25GW/06BP型变频空调器变频电路的工作过程相关资料图11-44所示为上述电路中PS21564型智能功率模块的实物外形、引脚排列及内部结构,其各引脚功能见表11-2所列。......
2025-09-29

在梁的强度计算中,必须同时满足正应力和剪应力两个强度条件。通常先按正应力强度条件设计出截面尺寸,然后按剪应力强度条件进行校核。但在以下几种情况下,需校核梁的剪应力:①最大弯矩很小而最大剪力很大的梁;②焊接或铆接的组合截面梁;③木梁,因为木材在顺纹方向的剪切强度较低,所以木梁有可能沿中性层发生剪切破坏。按强度条件求许用荷载[F]。......
2025-09-29

MATLAB信号处理箱覆盖了经典信号处理理论的大多数内容,是一个非常优秀的算法研究和辅助设计工具。Simulink是MATLAB中的一种可视化仿真工具,是一种基于MATLAB的框图设计环境,是实现动态系统建模、仿真和分析的一个软件包,被广泛应用于线性系统、非线性系统、数字控制及数字信号处理的建模和仿真中。MATLAB画出的图像如图1-9所示。......
2025-09-29
相关推荐