图2.5-3 刀具测量的动作过程2.G37指令编程指令G37的编程格式如下:执行以上指令的刀具运动过程如下:1)设定起始点的坐标值。2)刀具快速向指令目标点z1运动。3)刀具到达测量减速区,减速至PRM 6243设定的速度继续向指令目标点z1运动。......
2023-06-25
为了方便编程并增加程序通用性,数控机床编程时,一般都不考虑实际刀具的几何形状。因此,它必须使用刀具补偿功能,使机床能根据刀具尺寸,自动调整坐标轴的移动量,确保实际加工轮廓和编程轨迹一致。
在数控车床上,需要对刀尖的X、Z方向位置和刀尖半径进行补偿,前者称刀具偏置(Tool Offset);后者称刀尖半径补偿(Tool Nose Radius Compensation)。
1.刀具偏置说明
在FS-0iTD中,刀具偏置包括几何偏置(Geometry Offset)和磨损偏置(Wear Offset)两部分。刀具的几何偏置设定在图3.5-1所示的CNC刀具偏置/形状表中,每一刀具对应一个几何偏置号G∗∗∗;刀具磨损设定在图3.5-2所示的CNC刀具偏置/磨损表中,每一刀具对应一个磨损偏置号W∗∗∗。几何偏置是刀具的理论形状;刀具磨损是对理论形状的修整,刀具的实际偏置是两者之和。
一般而言,刀具的几何偏置是刀具“假想刀尖”的位置偏置值,所谓假想刀尖是图3.5-3所示的、刀尖圆在X、Z方向的切线相交点,该点的位置可通过对外圆、端面的实际车削,予以确定。因此,几何偏置、磨损偏置上的X、Z偏置值,都是假想刀尖相对于编程基准点的位置偏移,它不需要考虑刀尖半径。表中的参数TIP用于假想刀尖方向的定义,设定值的含义如图3.5-4所示。
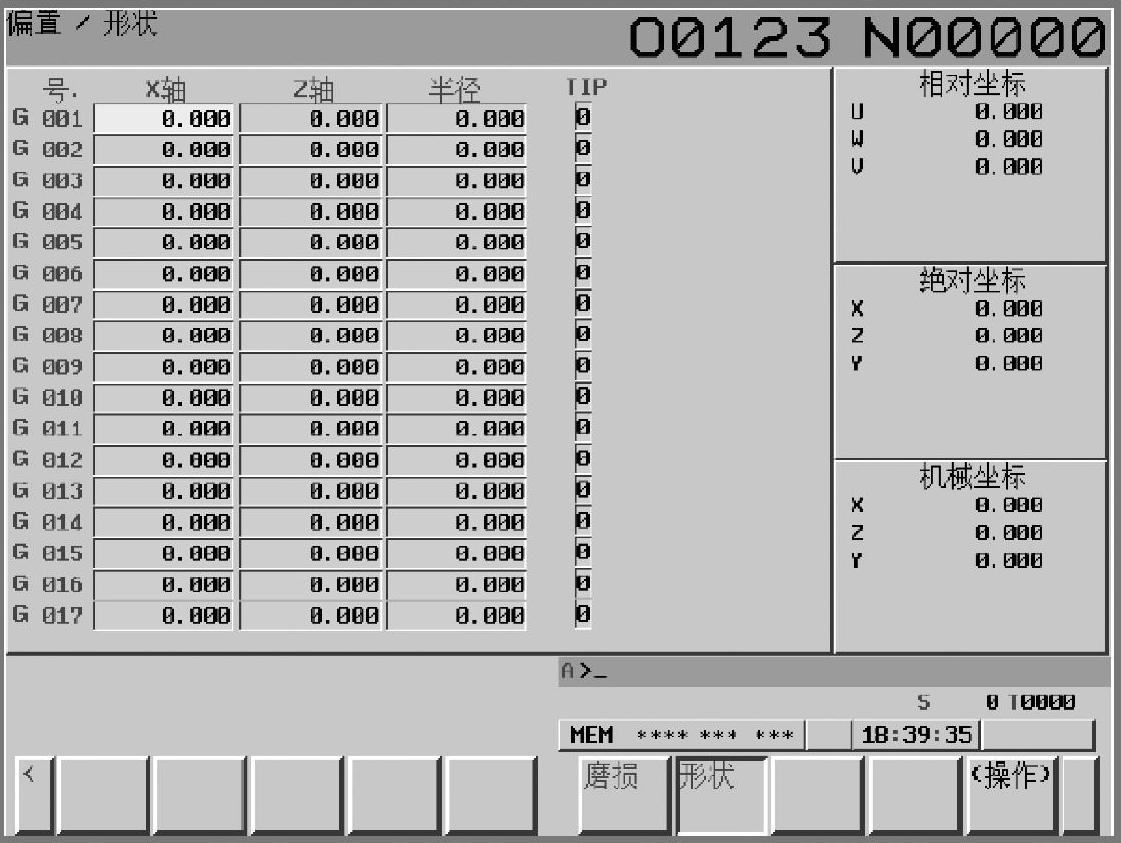
图3.5-1 车刀的几何偏置
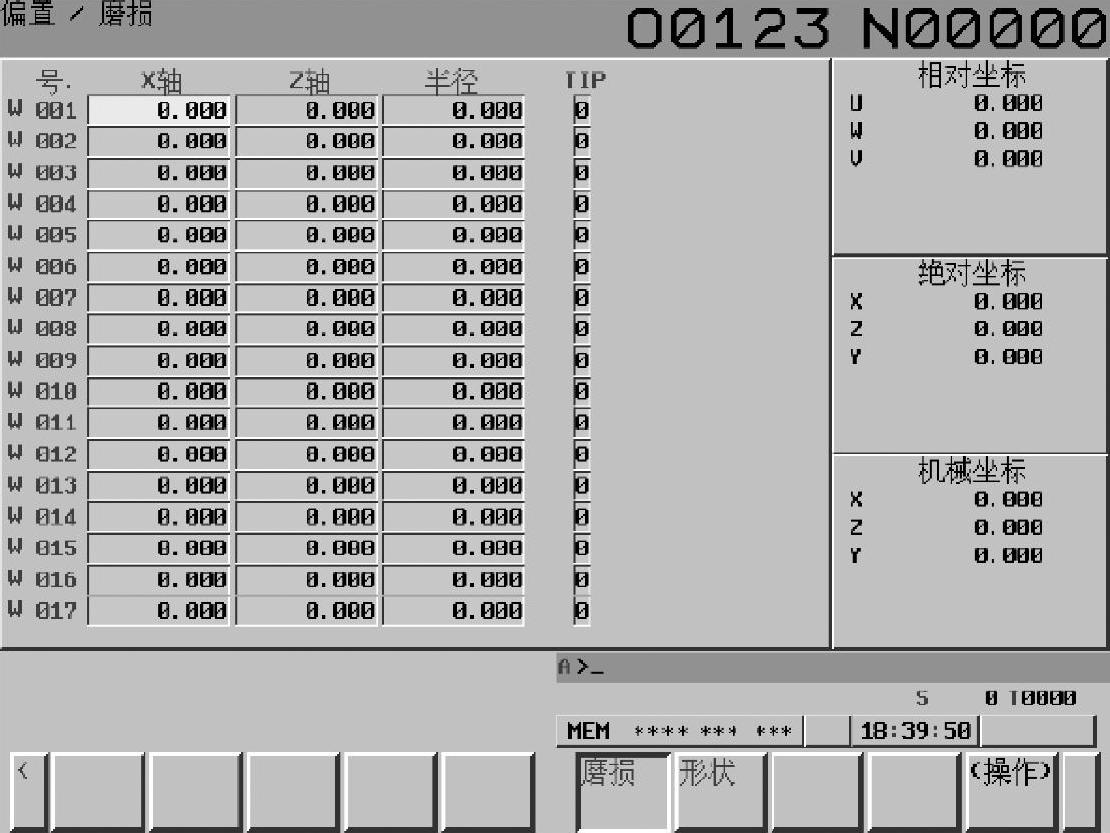
图3.5-2 车刀的磨损偏置
2.刀具偏置的输入
刀具几何偏置和磨损偏置可通过CNC的LCD/MDI面板手动输入(参见第8章8.3节),或是利用FS-0iD的G10指令输入。利用G10指令输入偏置值的编程格式如下:

指令中的各参数的含义如下。
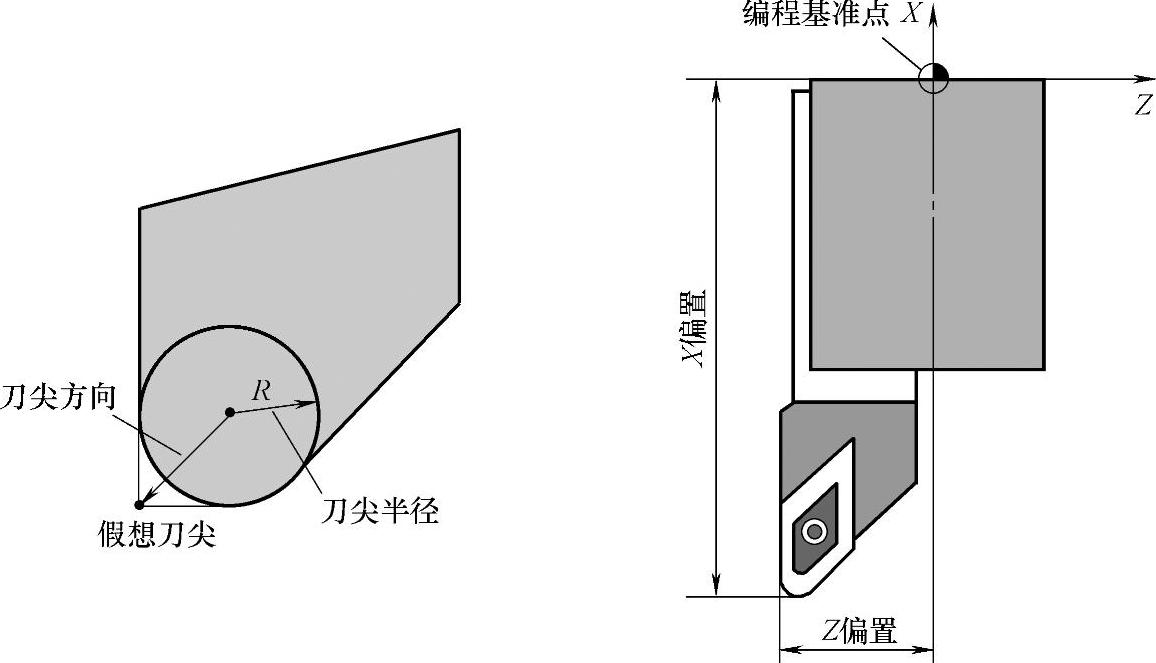
图3.5-3 假想刀尖
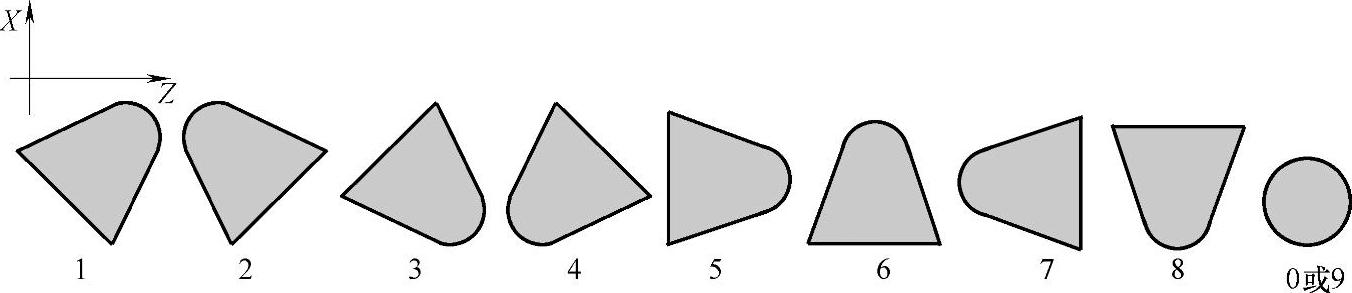
图3.5-4 假想刀尖方向
P:偏置号指定,P=1~99时,为刀具磨损偏置号,对应图3.5-2中的W001~W099;P=1001~1099时,为刀具几何偏置号,对应图3.5-1中的G001~G099。
X/Z:X/Z偏置值,根据P的定义,分别对应图3.5-1、图3.5-2中的几何偏置或磨损偏置。U/W:X/Z偏置值增量,它是对现有偏置值的修改。
R:刀尖半径,根据P的定义,分别对应图3.5-2中的半径磨损量或图3.5-1中的理论刀尖半径。
C:刀尖半径值增量,它是对现有刀尖半径值的修改。
Q:假想刀尖方向,允许输入值0~9(见后述)。
3.CNC参数
刀具偏置和补偿的选择、生效和撤销与CNC参数的设定密切相关,FS-0iTD与刀具偏置和补偿相关的主要CNC参数如下。
PRM 5002.0:指定T代码的位数,PRM 5002.0=0为4位T代码;PRM 5002.0=1为2位T代码。当选择4位T代码T□□××编程时,□□为刀具号、××为磨损偏置号;当选择2位T代码T□×编程时,□为刀具号、×为磨损偏置号。刀具几何偏置号的选择决定于PRM 5002.1的设定。
PRM 5002.1:几何偏置号的选择方式,PRM 5002.1=0,几何偏置号和磨损偏置号相同;PRM 5002.1=1,几何偏置号和刀具号相同。
PRM 5002.4:刀具偏置的加入方式选择,当PRM5002.4=0时,刀具偏置将加入到工件坐标系的原点偏置;当PRM5002.4=1时,刀具偏置将加入到实际需要移动的距离中。
PRM 5002.5:刀具偏置的撤销方式选择,当PRM5002.5=0时,刀具偏置不能通过指令T□□00或T0000撤销;当PRM5002.5=1时,指令T□□00或T0000撤销刀具偏置。
PRM 5002.6:刀具偏置的生效方式选择,当PRM5002.6=0时,刀具偏置在执行指令T时生效;当PRM5002.6=1时,刀具偏置在坐标轴运动时生效。
有关FANUC-0iD编程与操作的文章

图2.5-3 刀具测量的动作过程2.G37指令编程指令G37的编程格式如下:执行以上指令的刀具运动过程如下:1)设定起始点的坐标值。2)刀具快速向指令目标点z1运动。3)刀具到达测量减速区,减速至PRM 6243设定的速度继续向指令目标点z1运动。......
2023-06-25

刀具交换机构的具体形式和交换方式对数控机床的生产率和工作可靠性有着直接的影响。通常,刀具交换方式可分为无机械手换刀和机械手换刀两大类。其典型代表为斗笠式刀库的自动换刀。......
2023-06-23

FS-0iMD的刀具补偿指令,包括刀具长度偏置指令G43/G44/G49、刀具位置偏置指令G45/G46/G47/G48、刀具半径补偿指令G41/G42/G40三类。图4.4-1 FS-0iMD的刀补显示刀补存储器包括了刀具长度(形状)及磨损、刀具半径(形状)及磨损两部分,前者用于刀具长度补偿;后者用于刀具半径补偿。程序中的回参考点指令G27/G28/G29和机床坐标系选择指令G53,可在指令程序段撤销刀具长度补偿,但指令执行完成后,将自动恢复长度补偿。......
2023-06-25

应根据数控机床的加工能力、工件材料的性能、加工工序的内容、切削用量及其他相关因素,合理选择刀具类型、结构、几何参数等。另外,数控铣床主轴转速比普通铣床高1~2 倍,且主轴输出功率大,因此与传统加工方法相比,数控铣床加工对刀具的要求更高;不仅要求精度高、强度大、刚度好、耐用度高,而且要求尺寸稳定、安装调整方便。这就要求采用新型优质材料制造数控加工刀具,并合理选择刀具结构、几何参数。......
2023-06-29

各参数之间存在着相互依赖、相互制约的作用,因此应综合考虑各种参数以便进行合理的选择。虽然刀具材料的优选对于切削过程的优化具有关键作用,但是,如果刀具几何参数的选择不合理也会使刀具材料的切削性能得不到充分的发挥。在保证加工质量的前提下,能够满足刀具使用寿命长、生产效率高、加工成本低的刀具几何参数,称为刀具的合理几何参数。......
2023-06-29

干切削刀具材料的选择首先应考虑干切削加工的特点,即刀具材料应具有耐高温、耐磨损、高韧度、低摩擦因数等性能。表3-4 加工常见工件材料的干切削刀具材料其次,刀具材料的选择还应考虑加工要求、加工方式等因素,并进行必要的试验研究。YM053则主要用于干切削加工各种铸铁。......
2023-06-25


相关推荐