两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25
1.基本说明
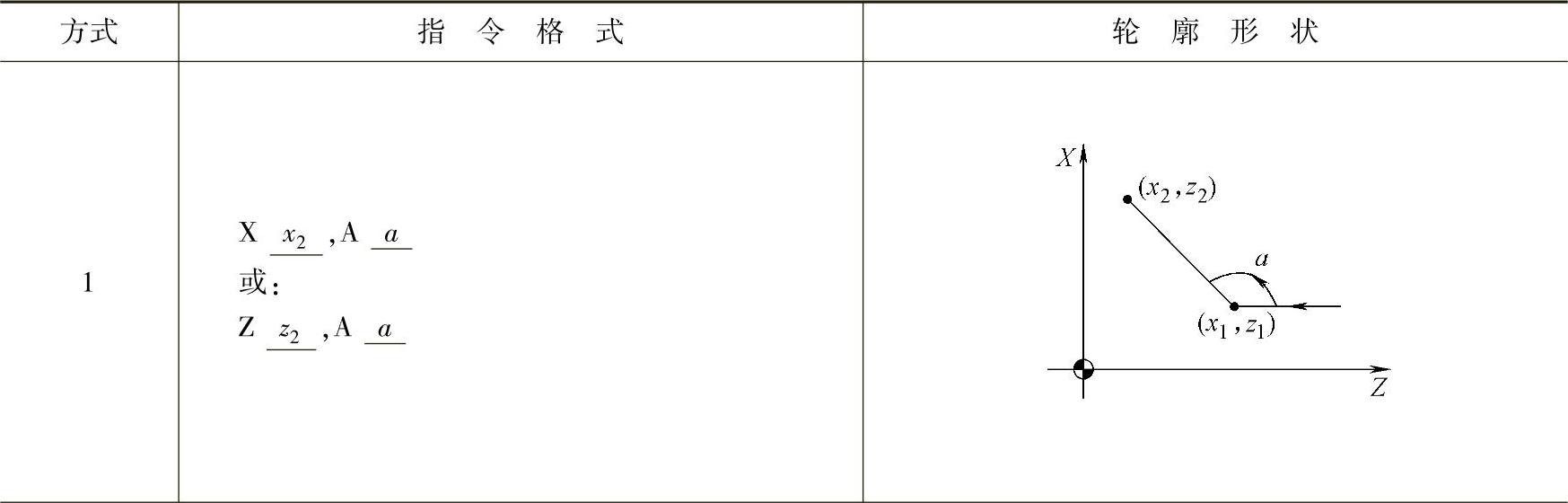
蓝图编程亦称“直接图纸尺寸编程”,这是一种利用角度和点定义加工轮廓的一种编程方法。蓝图编程的指令较复杂,通常应利用图形显示功能,根据提示输入参数,由CNC自动生成加工程序段。
蓝图编程时,轮廓的交点可用坐标值或角度定义,并能进行多点连接。蓝图编程能够通过一个程序段,描述多条直线或圆弧的连接轮廓;直线与直线的连接既可以是尖角、也可是圆弧或直线倒角;因此,这种编程方式可提高编程效率、简化指令。
FS-0iTD的蓝图编程,以+Z向为角度A的0°方向,逆时针旋转角度为正。
FS-0iTD的蓝图编程受以下条件的限制。
1)除G04外的00组G代码、01组的G02/G03和车削循环G90/G92/G94指令,不能在与蓝图编程相关的程序段中使用。
2)螺纹加工不可使用蓝图编程。
3)蓝图编程本身可实现倒角,因此不能再使用自动倒角编程指令。
4)如蓝图编程的程序段终点需要通过对下一程序段的计算后得到,这样的程序段不能进行单段运行。
2.轮廓定义
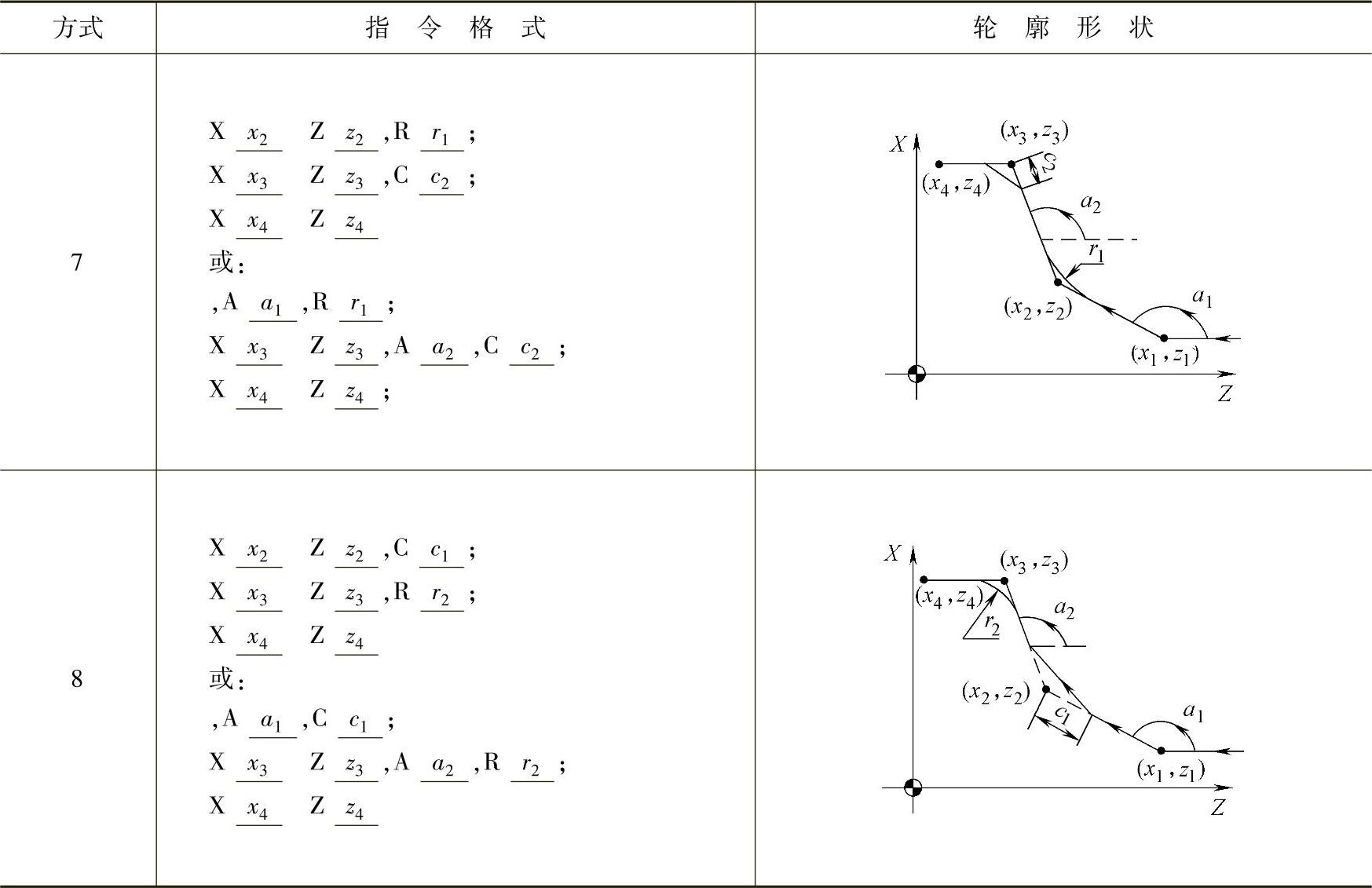
在基本平面ZX内,FS-0iTD可利用表3.4-1中的8种方式定义轮廓,通过这些基本轮廓的组合,便可描述加工轨迹。
表3.4-1 基本轮廓的定义
(续)

(续)
蓝图编程需要注意以下基本问题:
1)程序段中的角度A、倒角C、圆角R前需要加符号“,”,如“ ”、“
”、“ ”或“
”或“ ”等。
”等。
2)蓝图编程方式1是通过角度A和点来定义1个直线段,直线通过指令“ ”指定时,角度A的取值范围不可以为0±1°或180±1°;通过指令“
”指定时,角度A的取值范围不可以为0±1°或180±1°;通过指令“ ”指定时,角度A的取值范围不可以为90±1°或270±1°。
”指定时,角度A的取值范围不可以为90±1°或270±1°。
3)蓝图编程方式2是通过2个角度,来定义2个连续直线段;蓝图编程方式3~4是通过角度和倒角C、角度和圆角R,来定义3个连续段;蓝图编程方式5~8是通过2个角度、2个倒角,来定义5个连续段;它们都需要通过角度A来计算交点,故A的取值范围不可为0±1°。
角度与倒角半径的地址也可通过CNC参数的设定进行选择,但不能选择相同的地址。
3.编程实例
【例3-12】对于图3.4-4所示的工件加工,采用直径编程时,利用蓝图编程所编制的程序如下。

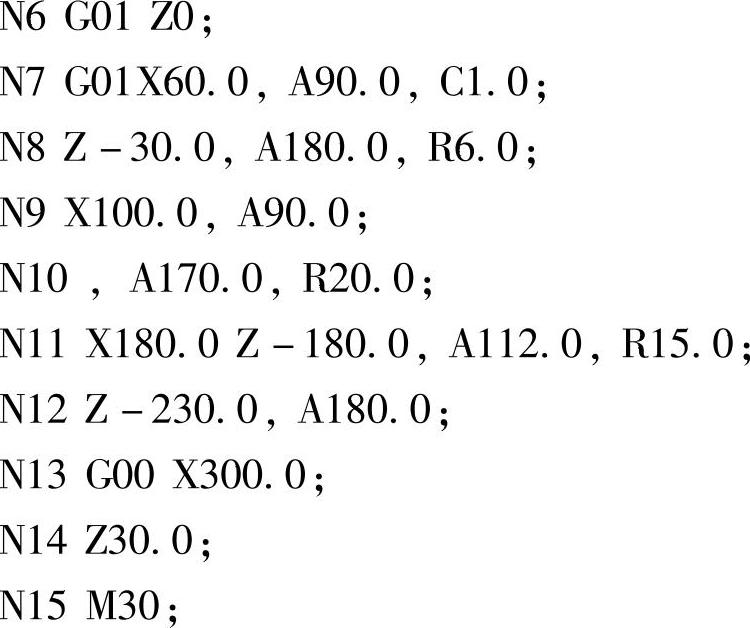
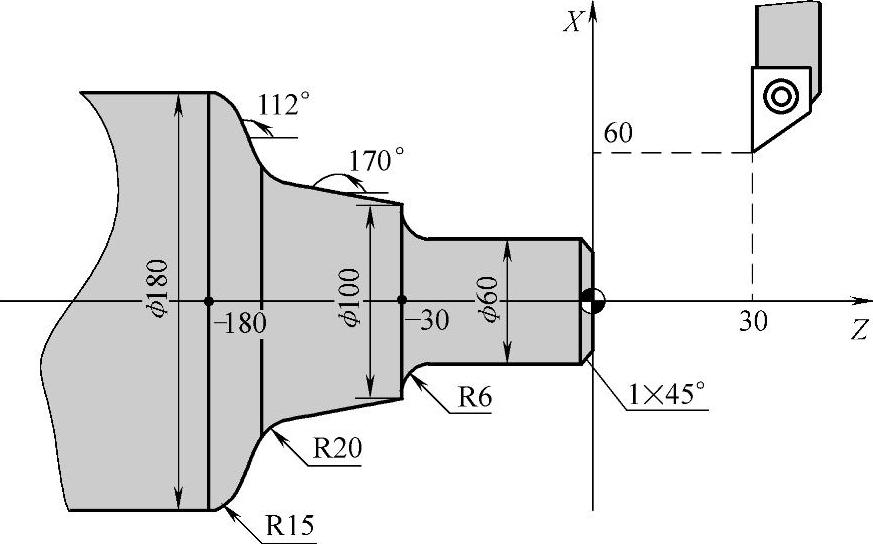
图3.4-4 蓝图编程实例
有关FANUC-0iD编程与操作的文章

两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25

产生式编程寻求对开发过程中的中间产物和最终产品都进行自动化生成。要达到这一目标,第一步就要对产品的系统族进行领域建模,产生式编程的领域模型组成如图3-3所示。图3-3产生式编程的领域模型组成一个问题空间、一个解空间以及在两者之间进行映射的领域特定配置知识构成了产生式编程的领域模型。......
2023-10-25

在上面已经介绍了简易汇编的概念和“宏”指令的特点,现在我们可以进行“宏”指令源程序的编辑、输入和执行操作。指示灯D0被点亮,表示程序从地址00开始正确执行。可反复操作,表示机器功能正确,可以使用。hex文件程序输入对于hex文件用上面示例的方法,将机器码输入到存储器内。......
2023-11-07

图6.2-4 G代码输入页面图6.2-5 G代码文本说明在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用和键将所需要的数据输入到程序中。图6.2-6 G代码图形说明图6.2-7 M代码输入页面输入M代码数值(如01)并利用键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。......
2023-06-25

变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2023-06-25

2)当G70循环加工结束时刀具返回到起点并读下一个程序段。参考程序如下:O0001;(程序号)N10G50X100.0Z120.0 T0101;N20M03S1000M08;图6-18 螺纹加工复合循环图6-19 车床编程例6-1图例6-2 已知工件毛坯为45mm×12mm×50mm,材料为45钢,T01为外圆车刀,T02为4mm车槽刀,T03为镗孔刀,T04为外螺纹车刀,用FANUC功能指令编制该工件的车削加工程序,如图6-20所示。图6-20 车床编程例6-2图参考程序如下:......
2023-06-25

2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2023-06-25

三菱电机公司Q系列PLC的指令可以分为顺序指令、基本指令、应用指令和特殊指令四大类。本章主要以梯形图编程方式介绍为主。此外,本书将在第7章介绍其他的编程方式,如SFC、FB、ST语言。指令是构成程序的基本要素,多数CPU模块的指令包括指令名部分和操作数部分:所谓指令名部分是指用特定符号表示指令的功能;操作数部分又分为源操作数和目标操作数、软元件数和传送数。......
2023-06-15
相关推荐