FS-0iMD的攻螺纹循环G74、G84不但可用于带攻螺纹夹头的柔性攻螺纹,而且还可用于刚性攻螺纹。刚性攻螺纹的回退倍率设定参数PRM 5200.4、PRM 5201.3、PRM 5211对于深孔刚性攻螺纹同样有效。PRM 5200.5=0:高速深孔刚性攻螺纹,分级进给完成后只回退CNC参数设定的距离d,其动作如图4.3-3所示。图4.3-4 G74/G84普通深孔刚性攻螺纹循环动作a)G98 b)G99......
2023-06-25
1.攻螺纹循环
G84/G87指令可用于普通攻螺纹和刚性攻螺纹,G84用于端面加工、G88用于侧面加工,两者除定位平面与进给轴不同外,其他动作无区别。指令在不同场合的编程方法如下。
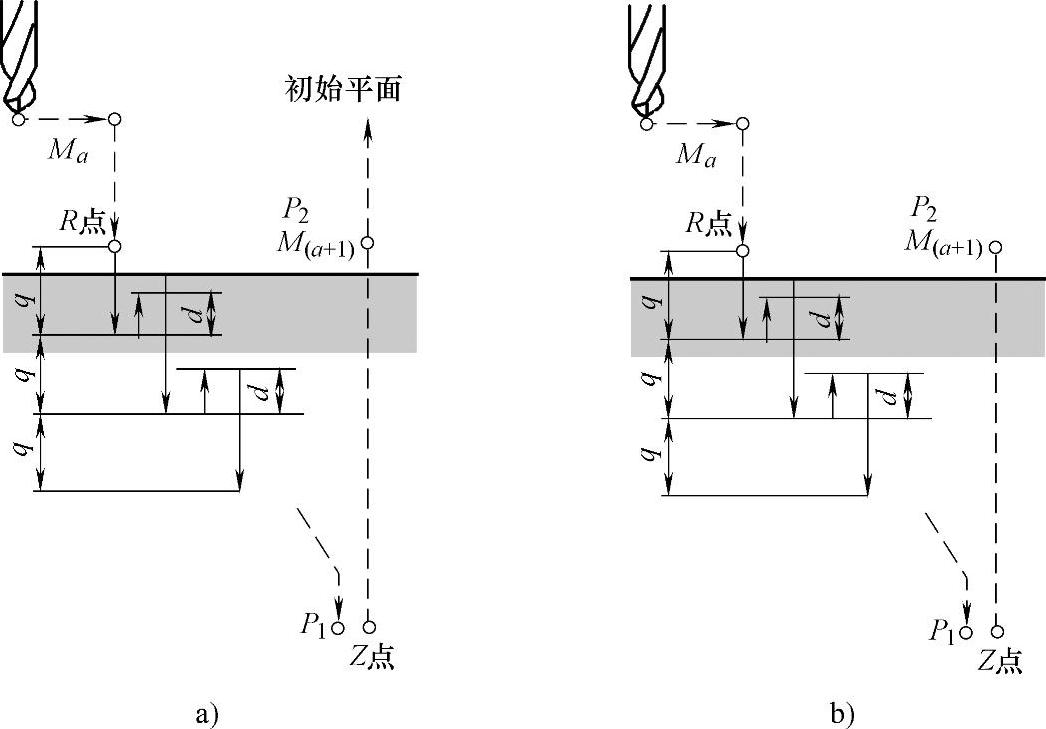
图3.3-5 高速深孔加工
a)返回定位平面 b)返回参考平面
(1)普通攻螺纹加工
普通攻螺纹加工的G84/G87指令编程格式如下:

指令中各代码的作用与钻孔循环同。
执行攻螺纹循环时,CNC可自动在定位平面定位时输出主轴正转信号M03,进给到孔底平面时,自动输出主轴反转信号M04;当进给轴返回到参考平面R后,主轴恢复正转。攻螺纹循环执行期间,操作面板上的进给倍率调节、进给保持按键一般无效。
普通攻螺纹加工的循环动作如图3.3-6所示。
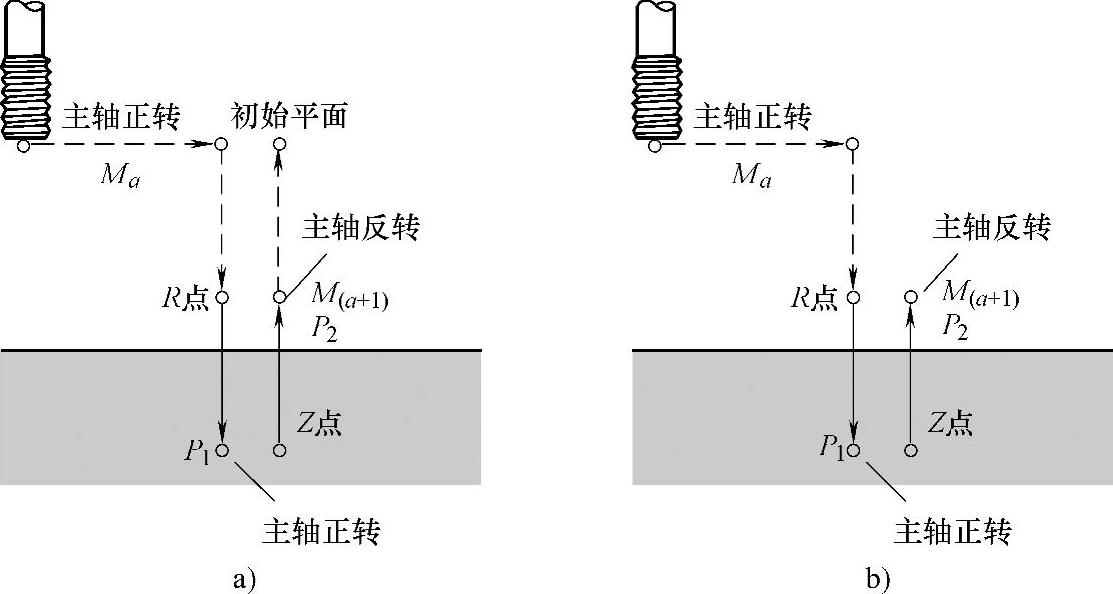
图3.3-6 普通攻螺纹
a)返回定位平面 b)返回参考平面
(2)刚性攻螺纹
刚性攻螺纹与普通攻螺纹在控制上的区别在于:普通攻螺纹需要通过CNC的M03、M04代码实现主轴的正反转,主轴和进给轴的动作可能存在短时间不同步,故需要用柔性攻螺纹夹头补偿失步;采用刚性攻螺纹后,CNC将通过改变主轴转速给定的极性控制主轴正反转,因此,即使在加减速时,仍然能保证主轴与进给轴之间的同步。刚性攻螺纹的指令格式、循环动作与普通攻螺纹完全相同,但执行刚性攻螺纹前,必须通过指令M29S□□□□定义刚性攻螺纹方式。
2.镗孔循环
指令G85/G89可用于镗孔、铰孔加工,G85用于端面加工、G89用于侧面加工,两者除定位平面与进给轴不同外,其他动作无区别。指令的编程方法如下。

指令中各参数的作用与钻孔循环同,循环动作如图3.3-7所示。
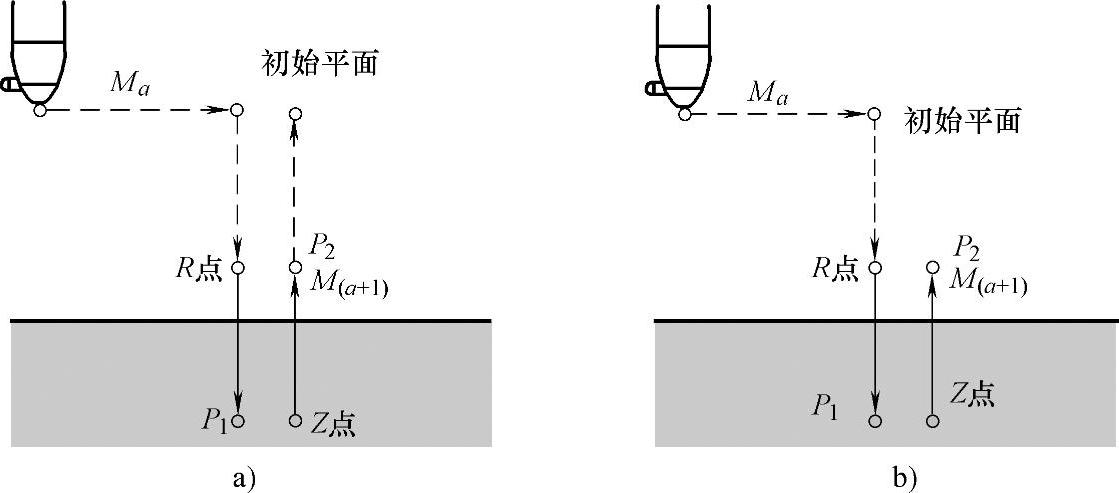
图3.3-7 镗孔加工
a)返回定位平面 b)返回参考平面
镗孔循环与钻孔循环的区别在于:镗孔循环加工到底部后,进给轴以切削进给方式(G01)返回,而在钻孔加工时,返回为快速,其余完全相同。
有关FANUC-0iD编程与操作的文章

FS-0iMD的攻螺纹循环G74、G84不但可用于带攻螺纹夹头的柔性攻螺纹,而且还可用于刚性攻螺纹。刚性攻螺纹的回退倍率设定参数PRM 5200.4、PRM 5201.3、PRM 5211对于深孔刚性攻螺纹同样有效。PRM 5200.5=0:高速深孔刚性攻螺纹,分级进给完成后只回退CNC参数设定的距离d,其动作如图4.3-3所示。图4.3-4 G74/G84普通深孔刚性攻螺纹循环动作a)G98 b)G99......
2023-06-25

小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25

能够直接在淬硬的工件上铣出螺纹,主要是因为:1)旋风铣削是渐进式的断续切削方式,使切削阻力大大降低。5)先进的强冷技术使高速旋风铣削具有优良的排屑和散热条件。图4-70 干式旋风铣削加工......
2023-06-25

当模具碰到异常时,蜗轮旋转部分自动分离,攻螺纹模块中丝锥夹头停止旋转运动,起到保护丝锥的作用。4)多工位级进模在冲压过程中,为了消除送料累积误差和高速冲压所产生的振动及冲压成形时所造成的带料窜动,通常由自动送料装置作送料粗定位,导正销作精定位。......
2023-06-26
G83/G87是用于普通钻孔、深孔加工的多用途循环,G83用于端面加工、G87用于侧面加工,两者除定位平面、进给轴不同外,动作无区别。循环动作如图3.3-3所示。......
2023-06-25
用丝锥在工件孔中加工出内螺纹的操作称为攻螺纹。因机用丝锥攻螺纹时切削速度较高,故常采用W18Cr4V高速钢制造。表9-5 活络式铰杠适应范围当攻制带有台阶工件侧边的螺纹孔或攻制机体内部的螺纹时,必须采用丁字铰杠。图9-100 丁字铰杠a)活络式 b)固定式2.螺纹底孔的加工攻螺纹时材料的塑性变形 丝锥切削内螺纹时,会对材料产生挤压作用,从而使材料发生塑性变形,螺纹牙顶会凸起一部分。4)攻螺纹过程中,起削刃旋进后,不再加压力,......
2023-06-28

表6-22内螺纹小径公差和外螺纹大径公差表6-23普通螺纹中径公差2.螺纹的基本偏差螺纹的公差带位置与圆柱体的公差带位置一样,由基本偏差确定。表6-25螺纹旋合长度2)螺纹的精度等级及其选用螺纹的精度不仅与螺纹直径的公差等级有关,而且与螺纹的旋合长度有关。GB/T197—2018按螺纹的公差等级和旋合长度规定了三种精度等级,分别称为精密级、中等级和粗糙级。......
2023-06-15
可见螺纹的牙顶用粗实线表示,可见螺纹的牙底用细实线表示,此即“摸得着的画粗实线,摸不着的画细实线”。在垂直于螺纹轴线的投影面的视图中,表示牙底的细实线圆只画约3/4圈,此时轴或孔上的倒角的投影不应画出。图7-9外螺纹的画法图7-10管螺纹的画法有效内、外螺纹的终止界线,规定用一条粗实线来表示。图7-13非标准螺纹的画法圆锥外螺纹和圆锥内螺纹的画法如图7-14所示。图7-15螺纹孔相交的画法......
2023-06-28
相关推荐