图3.2-7 复合螺纹切削循环的动作G76固定循环的动作如图3.2-7所示,其分级进给量自动递减,如第一次切入量为Δd,则第N次的切削量为,但最小不能少于Δdmin。螺纹切削加工的注意事项与G32、G92指令相同。......
2023-06-25
G83/G87是用于普通钻孔、深孔加工的多用途循环,G83用于端面加工、G87用于侧面加工,两者除定位平面、进给轴不同外,动作无区别。指令在不同场合的编程方法如下。
1.普通钻孔
循环G83/G87用于普通钻孔加工时的指令格式为:

指令中各代码的作用依次如下:
X/C(端面)或Z/C(侧面):孔中心位置;
Z(端面)或X(侧面):孔底平面的位置(孔深尺寸);
R:参考平面位置;
P:孔底暂停时间;
F:切削进给速度;
K:重复执行循环的次数;
M:C轴夹紧的Mα代码。
循环动作如图3.3-3所示。
M(α+1)为CNC自动输出的C轴松开M代码,P2为CNC参数PRM5111设定的C轴松开等待时间,这两个循环参数无需编程。
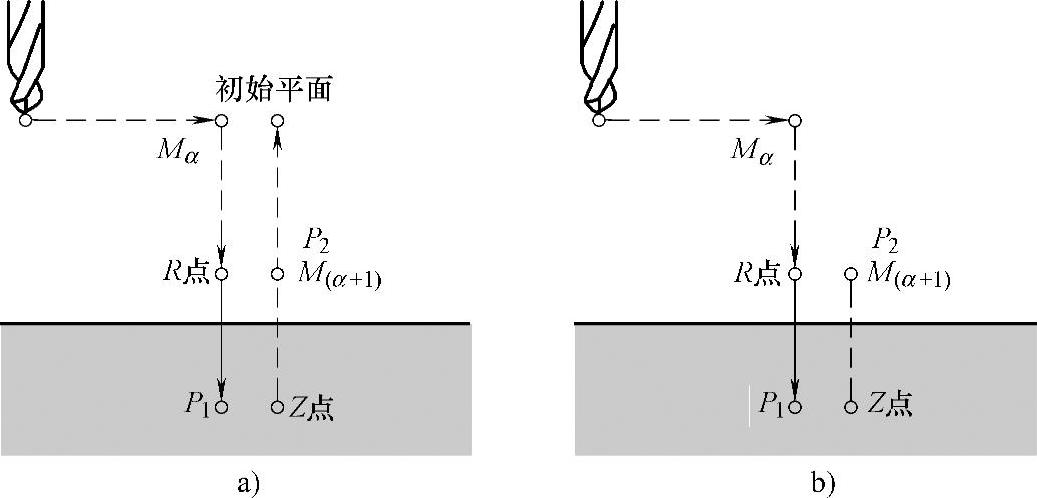
图3.3-3 普通钻孔
a)返回定位平面 b)返回参考平面
2.深孔加工
循环G83/G87用于深孔加工的指令格式如下:

深孔加工的切削进给需要分级、多次进给完成,一次进给完成后的回退动作可以通过CNC参数PRM5101.2的设定选择,设定1时,每次进给完成后都退至参考平面,执行如图3.3-4所示的普通深孔加工;设定0时,每次进给完成后只退出CNC参数设定的值,执行如图3.3-5所示的高速深孔加工。
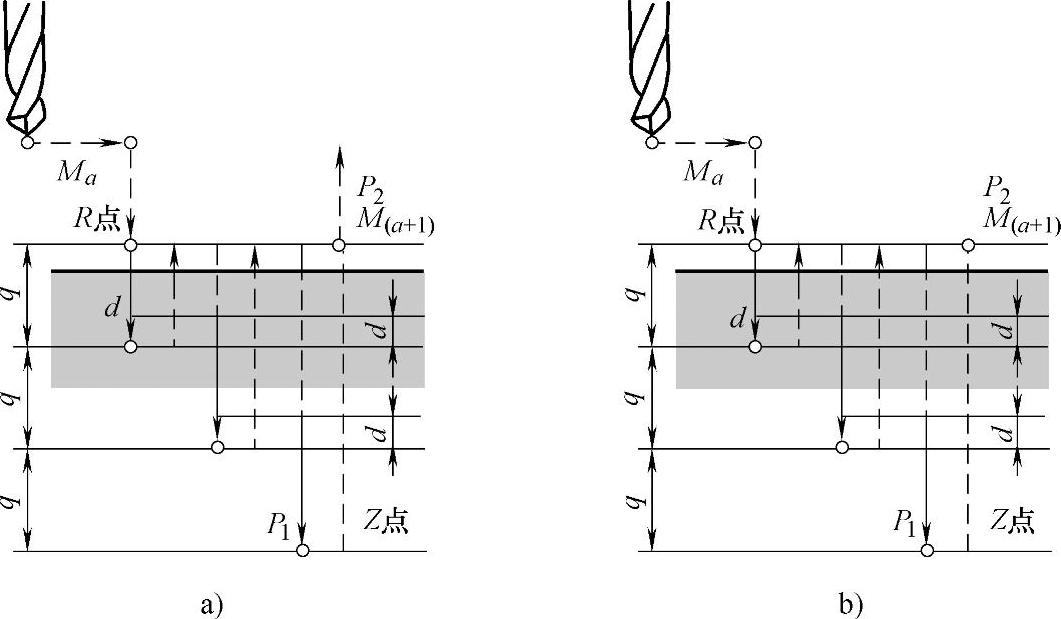
图3.3-4 普通深孔加工
a)返回定位平面 b)返回参考平面
有关FANUC-0iD编程与操作的文章

图3.2-7 复合螺纹切削循环的动作G76固定循环的动作如图3.2-7所示,其分级进给量自动递减,如第一次切入量为Δd,则第N次的切削量为,但最小不能少于Δdmin。螺纹切削加工的注意事项与G32、G92指令相同。......
2023-06-25

航空燃气涡轮发动机以喷气发动机循环运行。如果对正常状态能量守恒方程考虑上述假设,可以推导出如果把上式中的me以式代入,可以推导出推进发动机最核心事项是预测气体从喷口喷出时的出口速度。涡轮喷气发动机进口与出口的动量不同,由此产生推力Ft。如果推力为Ft,空气质量流量率为,比推力Is的计算式为把式中的推力Ft以式代入,可以推导出如果忽略燃空比F/A,则比推力Is的计算式改写为各种推进发动机随马赫数的比推力如图12-9所示。......
2023-06-28

地表水、地下水、海水等都可以作为冷却水水源,但作为循环冷却水,不同的工业、不同的生产设备、产品、不同的换热器等,对循环冷却水的水质要求也有所不同,不论哪种水源,都应进行净化处理,达到水质的基本要求。各类水体的水质标准见《地表水环境质量标准》。为避免与城镇供水、渔业用水等争水,循环冷却水的水源应取自Ⅳ类水体。......
2023-06-30

图5-19 风钻钻孔示意图1—工件 2—电钻 3—链条 4—压杠机床钻孔通常零件上的孔眼可用普通立式钻床钻孔。钻孔的方法与风钻钻孔的方法基本相同,工作时接通电源即可进行钻孔。表5-29 常用的钻孔加工方法3.钻孔施工技巧构件钻孔前应进行试钻,经检查认可后方可正式钻孔。使用钻模厚度一般为15mm左右,钻套内孔直径比设计孔径大0.3mm。对于成对或成副的构件,宜成对或成副钻孔,以便构件组装。......
2023-08-22

从网部脱除的部分白水,又回用于稀释进入流浆箱的浆料,称之为“短循环”。细小纤维和填料特别容易通过成形网进入白水中,短循环的作用就是增加通过流浆箱的干固形物流量,以使纸幅的干固形物流量等于从打浆工段送到纸机的干固形物流量。在网上脱除的不用于稀释流浆箱浆料的另一部分白水,经处理后,则引送去更前面的生产工序,称之为“长循环”。这样可以显著减少清水用量,并且改善系统物料和热量的利用。......
2023-06-23
将长音练习放在此处是因为在演唱长音的过程中,要保持音准一致不是一件容易的事情,中间会产生微音准问题。在训练中,个体的气息保持是一个难点,在进行了几组双人练习后,可以逐渐加入人员,要求队员采用合唱中的循环换气[9],以保证长音的有效延续。这种长音的练习也可以改成短促的同音反复练习,即一个人用断唱的方式多次重复一个音,要求所有音之间尽量不要有偏差,以中速为好。......
2023-10-18

2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2023-06-25
循环中断组织块用于按一定时间间隔循环执行中断程序,例如周期性地定时执行闭环控制系统的PID运算程序等。对于循环中断OB201,已设置时间基数为20 ms,对于循环中断OB202,已设置时间基数为100 ms。使用循环中断组织块,每隔1 s MW20的值加1。在项目视图项目树中,双击PLC设备程序块下的“添加新块”项,选择添加“Cyclic interrupt”类型的OB块,则新建编号为200的循环中断组织块。图6-46 设置循环中断组织块属性图6-47 编写程序......
2023-06-15
相关推荐