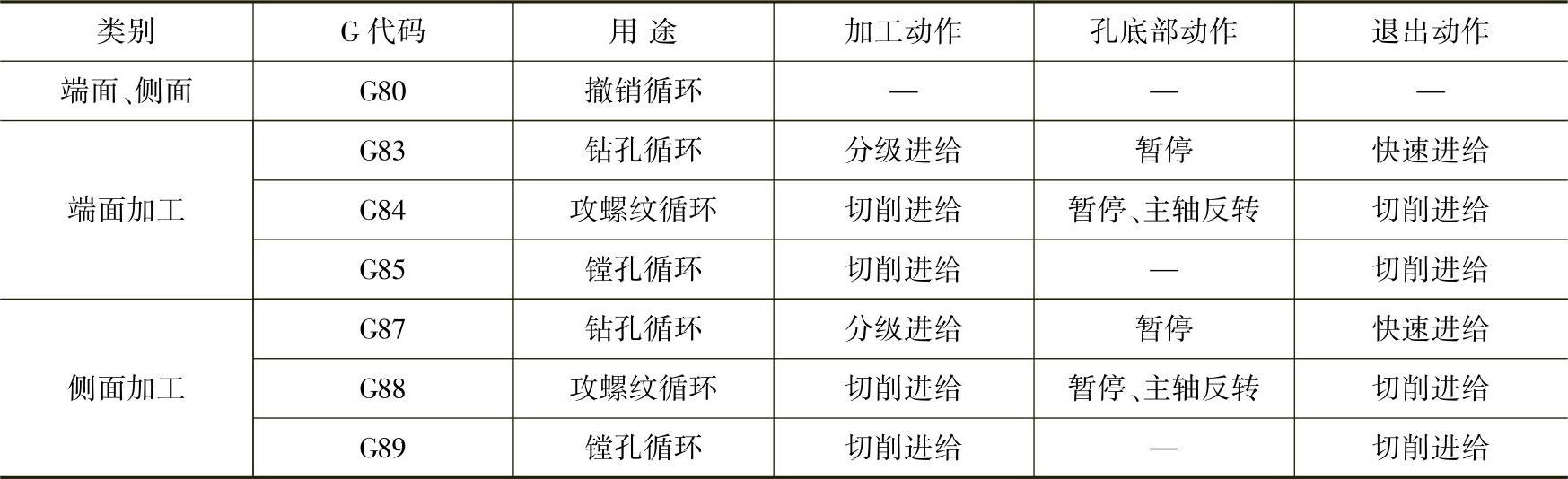
【摘要】:两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。
1.编程指令
当FS-0iTD用于车削中心、车铣复合加工中心控制时,可通过动力刀具进行端面、侧面的钻孔、镗孔、攻螺纹加工,编程时可以利用孔加工固定循环简化程序。
孔加工固定循环分端面加工和侧面加工两类。端面加工时,以X、C轴为定位平面、Z轴为进给轴;侧面加工时,以Z、C轴为定位平面、X轴为进给轴。两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。
2.循环动作
端面和侧面孔加工固定循环虽然定位平面、进给轴不同,但其基本动作相同,固定循环一般包括图3.3-1所示的六步动作。
表3.3-1 端面孔加工固定循环动作一览表
动作1:定位平面快速定位;
动作2:进给轴快速移动到参考平面R;
动作3:进给轴切削进给,进行孔加工;
动作4:执行孔底部动作;
动作5:进给轴退出;
动作6:进给轴轴快速回到起始位置。
对于端面孔加工循环G83/G84/G85,上述的定位平面为XC平面,进给轴为Z轴;对侧面加工循环G87/G88/G89,其定位平面为ZC平面,切削进给轴为X轴。
3.基本参数

图3.3-1 孔加工固定循环的动作
孔加工固定循环指令上的基本参数定义方法如下。
(1)绝对/增量编程
绝对/增量编程对固定循环同样有效,在代码体系A中,地址X/Z/C指定绝对位置,地址U/W/H指定增量尺寸;在代码体系B、C中,使用G90/G91指令选择绝对/增量编程方式。绝对/增量编程不仅影响定位平面定位,而且对进给轴也将产生图3.3-2所示的影响,图为端面孔加工的情况;侧面加工类似,但参考平面R的位置必须为半径编程,孔底平面可采用直径或半径编程。
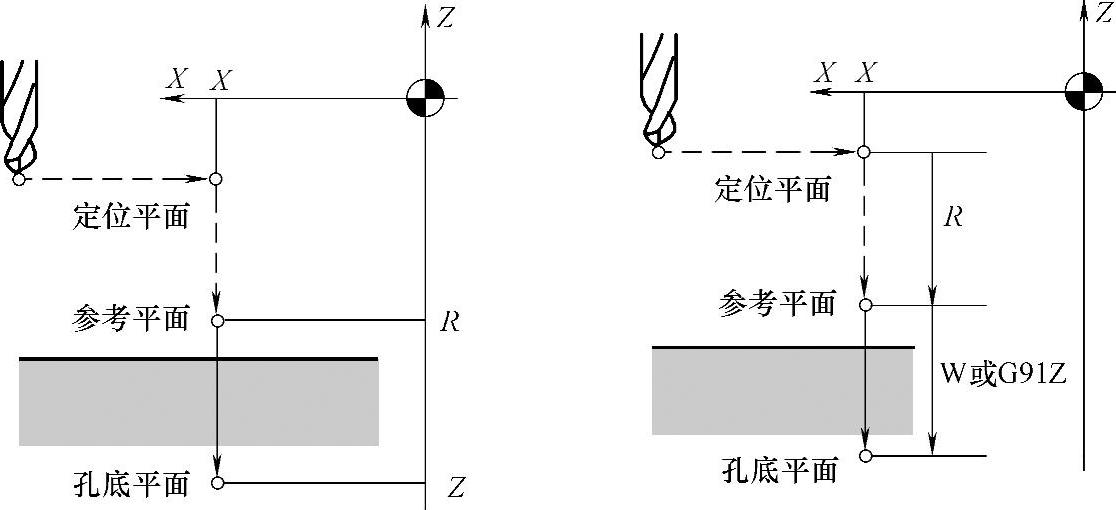
图3.3-2 绝对/增量编程的影响
(2)返回平面
完成底平面动作后,进给轴的返回位置称为返回平面。在不同的代码体系中,返回平面的位置指定方法有所不同。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。在代码体系B、C上,返回平面通过指令G98/G99选择,G98返回到定位平面,G99返回到参考平面R。
(3)模态参数
孔加工固定循环指令的参数均模态有效,它们一旦被指定,在指令G80取消固定循环前都保持有效。因此,进行连续孔加工时,除第一条循环指令需要指令全部参数外,其余循环指令只需定义变更的参数。
4.特殊参数
孔加工固定循环指令上的特殊参数定义方法如下。
(1)C轴夹紧
车削中心的定位平面总是包含主轴C,为了保证可靠定位,孔加工时C轴必须夹紧。执行孔加工固定循环时,C轴夹紧信号在进给轴快速向参考平面R运动时输出,夹紧信号为CNC参数PRM5110定义的M代码(一般为M31),这一M代码需要在循环指令上编程;C轴松开信号在进给轴退至参考平面R时输出,松开信号为夹紧M代码的下一个M代码(一般为M32),松开的M代码可自动生成,不需要编程。
(2)重复加工
固定循环可通过参数K指定重复加工次数,它用于增量编程,以实现等距孔的加工;如果在绝对编程方式使用,则在同一位置重复加工动作,其加工无实际意义。
由于车削中心固定循环的编程、使用方法,除了定位平面不同外,其他与铣床、加工中心完全一致,因此,在本节中不再列举编程实例,需要时可参照第4章、FS-0iMD编程中的相关内容。








相关推荐