表4.2-2 固定循环指令的参数说明5.编程要点固定循环是一种模态指令,它一旦指定将在程序中保持连续有效,因此,在编程时必须注意如下几点:1)固定循环指令模态有效期时,循环参数中的任何修改,都重新执行循环动作,因此,循环加工完成后,必须及时利用指令G80撤销固定循环。......
2023-06-25
1.固定循环说明
所谓固定循环,实质上是CNC生产厂家根据机床的典型加工动作,以子程序形式设计的指令集,这些子程序可通过G代码指令直接调用,故可大大缩短编程时间和简化程序。
调用固定循环的G代码指令称为固定循环指令,每一固定循环G代码指令都对应一组不同的加工动作,固定循环指令可通过给定不同的进给速度、加工深度、起点终点坐标等参数,改变加工位置和尺寸。
FS-0iTD的固定循环分为普通车削循环与车削中心用循环两大类,前者为标准车削加工循环,其动作与早期的CNC相同,可用于数控车床;后者是用于车削中心、车铣复合加工中心的新功能,可用于端面、侧面的钻孔、攻螺纹、镗孔等加工,其动作与镗铣床控制用的FS-0MiD孔加工固定循环相似。
固定循环指令G90/G92/G94、G80~G89为模态指令,它只要改变循环参数,就可以多次重复执行固定循环,利用这一功能,可通过一个程序段实现通常普通编程需要多个程序段才能完成的加工。
2.指令格式与动作
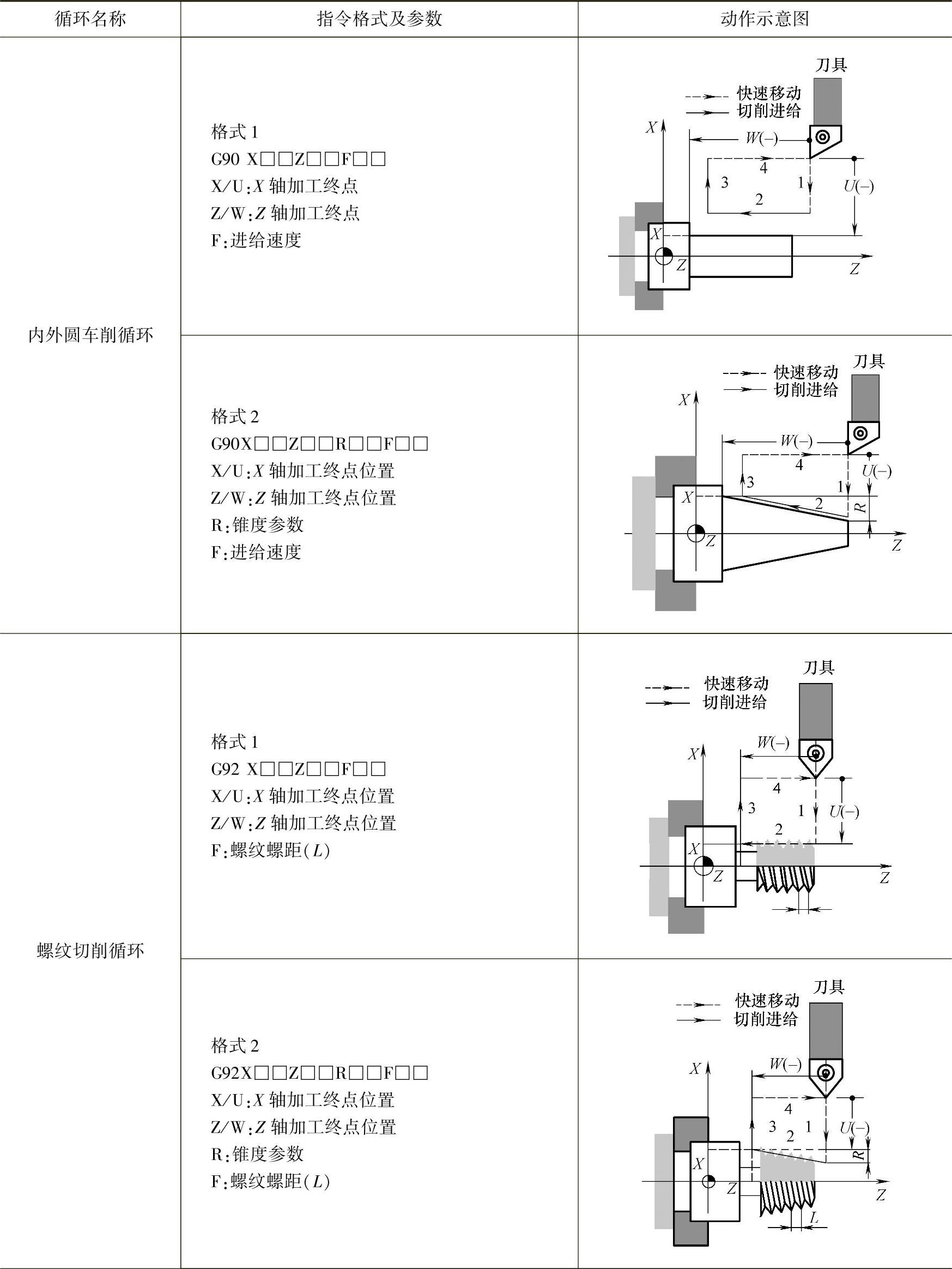
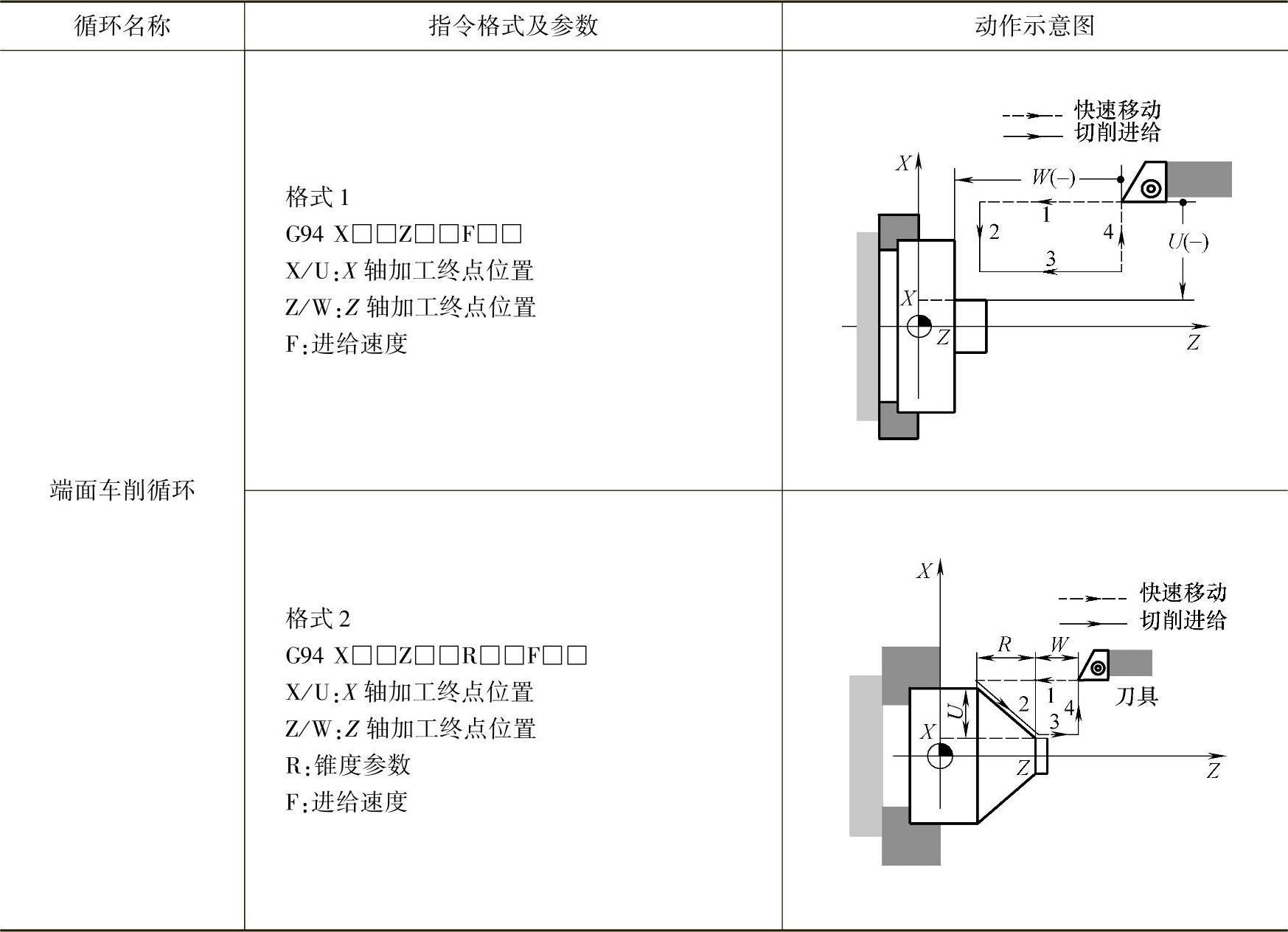
在数控机床上,有些加工虽动作简单,但由于动作典型、使用频繁,故也被设计成固定循环指令,FS-0iTD的G90、G92、G94即属于此类。G90循环用于圆柱体类零件的内、外圆的车削加工;G92循环用于直螺纹与锥螺纹车削加工;G94循环用于端面车削加工。
固定循环指令G90、G92、G94的编程格式、参数和动作见表3.2-1。表中的格式1用于圆柱加工、格式2用于圆锥加工,圆锥的方向改变可以通过改变R的符号实现。固定循环加工的起点位置,需要在执行固定循环指令前定位,改变循环加工起点或X、Z、R的值,即可改变加工轮廓。
如在代码体系A中使用增量编程,表3.2-1格式中的地址X、Z用地址U、W代替,X、Z及U、W的含义见表3.2-1的动作示意图;如果采用直径编程,表3.2-1的动作示意图栏上的U值应为U/2。
指令格式栏的F,在G90、G94固定循环指令中为切削加工进给速度;但在G92螺纹加工循环中,F指定的是螺纹的导程,Z轴的进给速度决定于螺纹导程和主轴转速。G92螺纹加工的要求和编程注意点和G32指令相同。
表3.2-1 简单车削循环的指令格式与动作表
(续)
3.使用要点
固定循环指令G90、G92、G94及指令中的X(U)、Z(W)、R都模态有效,如程序中没有给定新的坐标值,上次执行同一循环指令时的参数将保持有效。因此:
1)在含有固定循环指令的程序段中,如只有固定循环G指令代码,如“N20 G90;”等,或没有给定坐标值,执行循环指令将在原来的位置上,重复原循环动作。
2)固定循环指令中包含M、S指令时,固定循环和M、S机能可同时执行;由于T指令将影响刀具补偿,因此,执行T指令时通常应取消固定循环。
3)指令G00/G01/G02/G03、G32等和G90、G92、G94属于同组G代码,因此,执行G00/G01/G02/G03、G32将自动取消固定循环。
4.编程实例
【例3-6】假设工件安装如图3.2-1所示,试用车削固定循环指令编制,在ϕ56棒料前端粗加工ϕ24×60外圆的加工程序。
ϕ56棒料加工成ϕ24外圆需要多次切削才能完成,为了简化程序,可使用G90外圆车削循环进行加工。假设加工时的主轴转速S为500r/min、进给速度F为100mm/min,循环以X轴离开外圆2mm、Z轴离开端面6mm的(30,80)点作为起点,每次切深为4mm,其加工程序段如下:
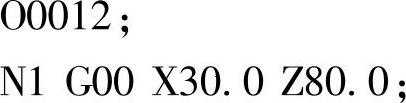
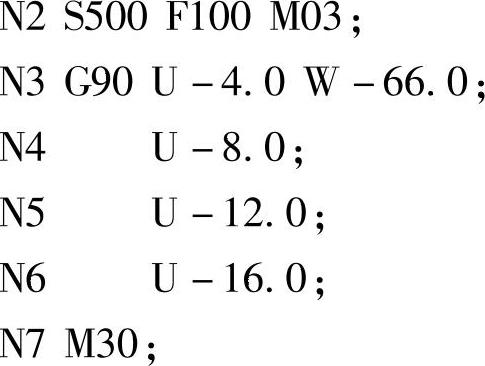
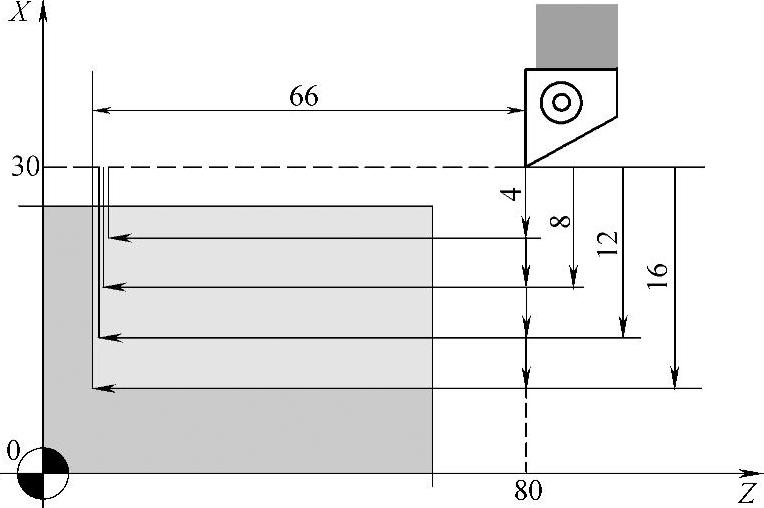
图3.2-1 简单循环编程例
有关FANUC-0iD编程与操作的文章

表4.2-2 固定循环指令的参数说明5.编程要点固定循环是一种模态指令,它一旦指定将在程序中保持连续有效,因此,在编程时必须注意如下几点:1)固定循环指令模态有效期时,循环参数中的任何修改,都重新执行循环动作,因此,循环加工完成后,必须及时利用指令G80撤销固定循环。......
2023-06-25
热机的工作循环称为热动力循环过程。根据所用工质的不同,热机动力循环可分为蒸汽动力循环和燃气动力循环过程两大类。制冷是获得并保持低于环境温度的操作。根据热力学第二定律,制冷过程是不能自发进行的,必须输入一定的外功才能实现将从低温环境吸收热量并排往高温环境。......
2023-06-20
两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25

ThinkPHP默认的模板引擎提供了3种数据循环方式,分别为volist、foreach以及for标签。在实际应用开发中,一般只需要使用volist标签的name和id属性即可完成大多数的数据循环。key:数据循环时的临时变量,相当于从0开始的索引号,默认变量名为i。......
2023-11-04

从网部脱除的部分白水,又回用于稀释进入流浆箱的浆料,称之为“短循环”。细小纤维和填料特别容易通过成形网进入白水中,短循环的作用就是增加通过流浆箱的干固形物流量,以使纸幅的干固形物流量等于从打浆工段送到纸机的干固形物流量。在网上脱除的不用于稀释流浆箱浆料的另一部分白水,经处理后,则引送去更前面的生产工序,称之为“长循环”。这样可以显著减少清水用量,并且改善系统物料和热量的利用。......
2023-06-23
固定资产折旧方法的选用直接影响到企业成本、费用的计算,以及企业的收入和纳税,从而影响国家的财政收入。(一)年限平均法年限平均法又称直线法,是将固定资产的折旧均衡地分摊到各期的一种方法。它反映了固定资产在某期间内的磨损和损耗程度。计算该项固定资产折旧额。分子代表固定资产尚可使用的年数,分母代表使用年数的逐年数字总和。......
2023-11-25
血液循环对人体非常重要,但是直到1628年,人们才提出了血液循环的准确概念。血液循环的主要功能是完成体内的物质运输。血液循环对于一个正常人而言,是绝对不能停止的。血液循环的形式是多样的。人类的血液循环分为体循环和肺循环。血液由右心室射出经肺动脉流到肺毛细血管,在此与肺泡进行气体交换,吸入氧并排出二氧化碳,静脉血变成动脉血,然后经肺静脉流回左心房,这一循环为肺循环。......
2023-08-16

3)单击→,系统将弹出对话框,选择上步创建的基准平面作为草绘平面,并单击选项进入草绘界面。4)选择中的按钮,使草绘平面与屏幕平行,在中心处绘制直径为400.00的圆,如图6-118所示,单击按钮完成草绘。图6-118 绘制圆图6-119 更改拉伸方式图6-120 创建固定板图6-121 模型树......
2023-06-19
相关推荐