在插补延长精度允许的情况下,尽可能延长系列长度。设计依据站径流资料系列较短,而流域内有较长系列雨量资料,且降雨径流关系较好时,可通过降雨径流关系插补延长。该法较适合于我国南方湿润地区,对于干旱地区,降水径流关系较差,难以利用降雨径流关系来插补径流系列。采用相关关系插补延长时,其成因概念应明确。对插补延长的径流资料,应从上下游水量平衡、径流模数等方面进行分析,检查其合理性。......
2023-08-23
车削中心和车铣复合加工中心具有铣削功能,它可以进行回转体侧面和端面的铣削加工,FS-0iD的圆柱面插补和极坐标插补功能是用于铣削加工的常用指令。
1.圆柱面插补
在车削中心上,使用FS-0iD的圆柱面插补功能,可以方便圆柱面的铣削加工编程。圆柱面插补可通过指令G07.1或G107指定回转轴,该轴将根据程序指定的直径,沿周长方向展开后成为一个等效的直线轴,以构成插补平面。
等效直线轴的地址可通过CNC参数PRM1002定义,等效直线轴只用于CNC内部角度和周长的转换,在程序中回转轴仍然使用原来的角度地址进行编程。例如,在车削中心上,可将回转轴C等效为平行于X轴的直线轴,圆柱面插补编程便可在虚拟的ZX平面上进行,并使用Z、C进行编程。
圆柱面插补的生效与撤销指令格式如下:
G07.1/G107指令中C□□□□指定回转轴名称C和圆柱半径,其增量编程的地址为H,也可根据机床的实际要求,通过CNC参数设定选择其他回转轴地址,如A、B等。
圆柱面插补编程时需要注意以下几点:
1)圆柱面插补不仅可用于直线轴与等效直线轴间的直线插补,且可以进行圆弧插补,但圆弧插补只能使用半径R编程,而不可使用I、J、K的编程格式。
2)圆柱面插补时,等效直线轴的位置应以周长的形式给定。如果铣削加工时,X轴不需要径向进刀,为了方便编程,可将柱面坐标的半径定义为R=57.296,使得展开后的周长2πR(π=3.14159)正好为360,这样,等效为直线轴的位置就可直接用回转角度指令。
3)开始执行圆柱面插补前及圆柱面插补有效期间,程序不可为G00快速定位方式;圆柱面插补有效期间,不可使用工件坐标系的设定指令G50、G92等,也不可使用G81~G89固定循环加工指令。
4)生效圆柱面插补前应取消刀具补偿,但在圆柱面插补有效期间,可使用刀具半径补偿指令。
【例3-4】对于图3.1-2所示的圆柱面加工,如果选择平行于X轴的坐标轴作为回转轴C的等效直线轴时,利用圆柱面插补进行槽铣削加工的程序如下。
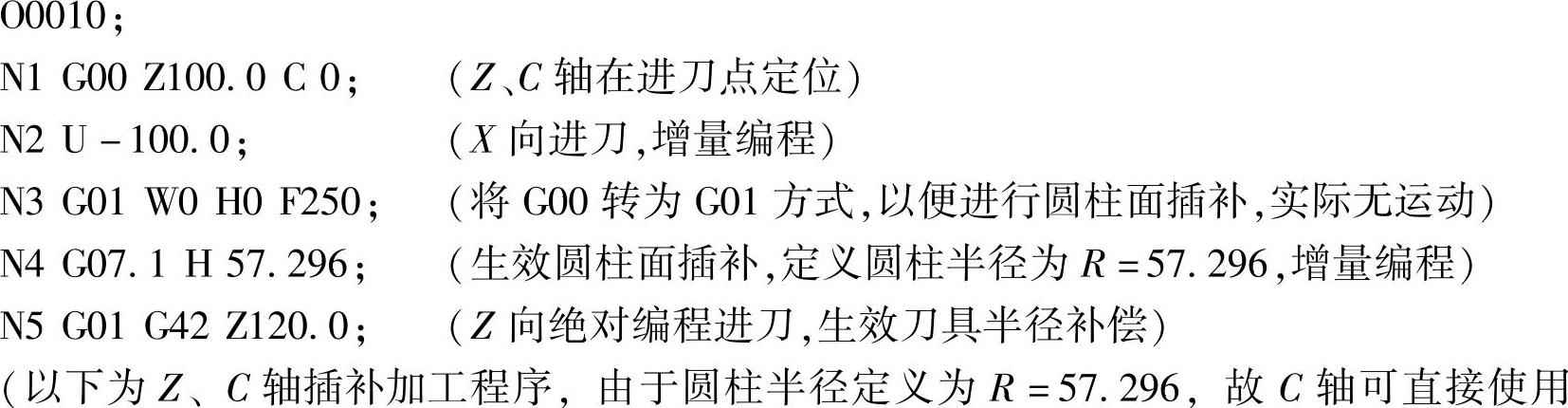
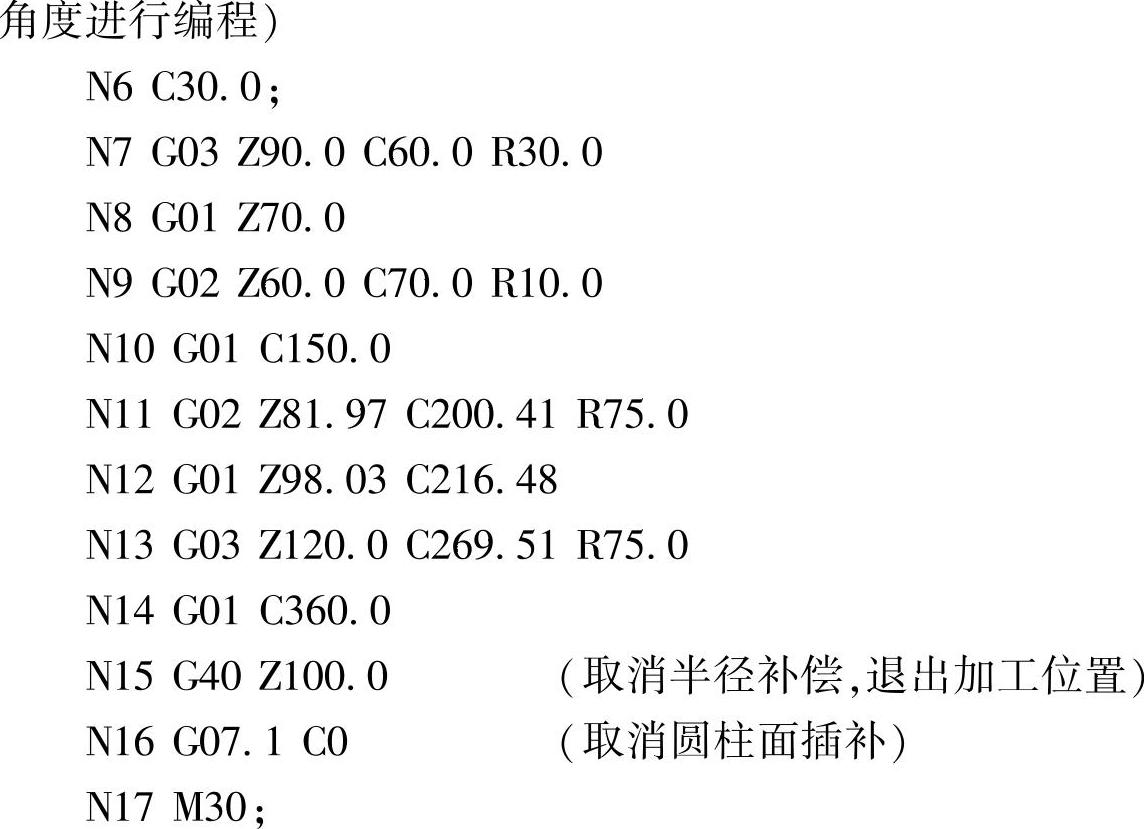
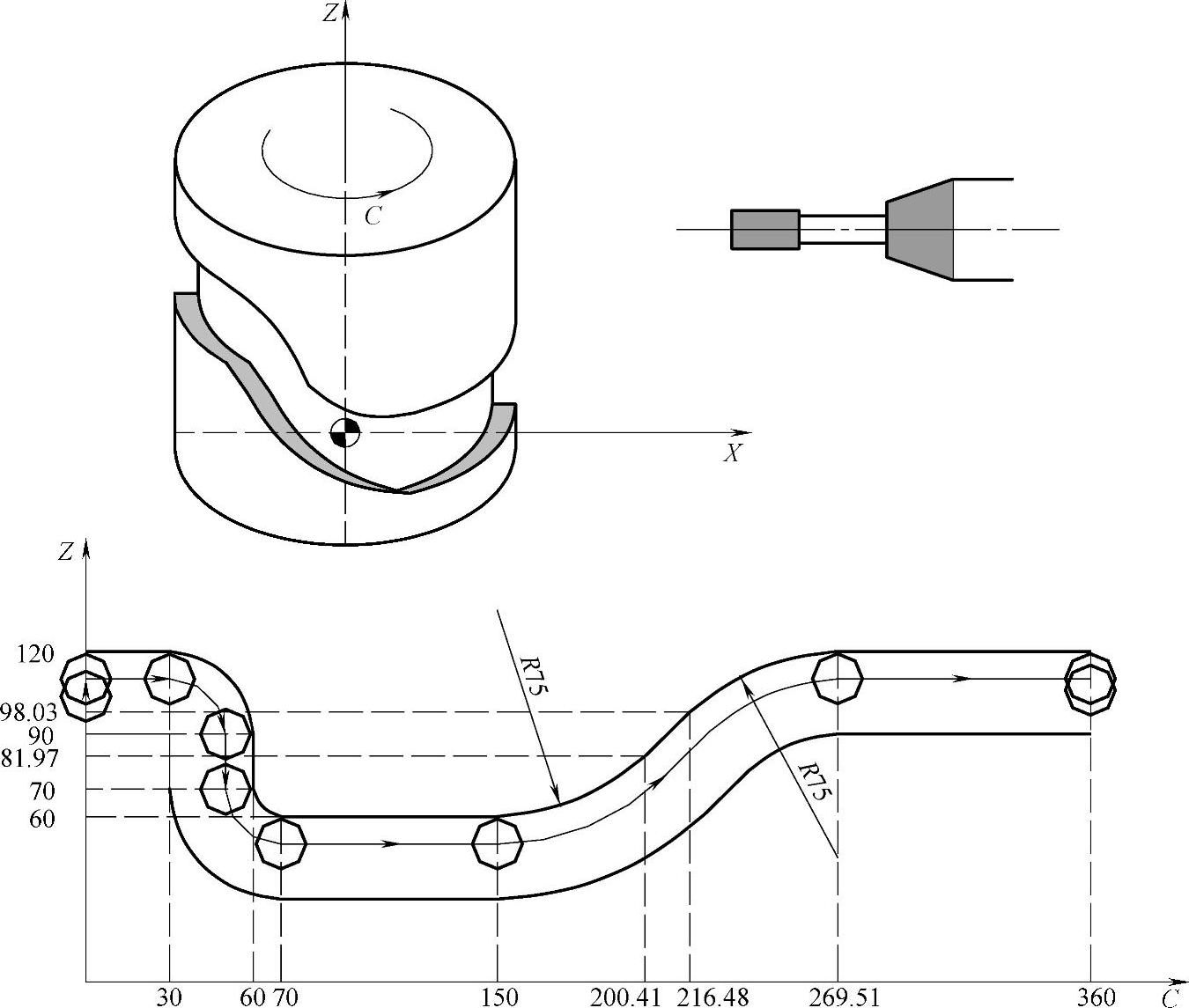
图3.1-2 圆柱面插补编程
2.极坐标插补
车削中心控制FS-0iTD的极坐标插补,完全不同于镗铣床控制FS-0iMD的极坐标编程。FS-0iMD的极坐标编程只是利用CNC的自动计算功能,使得直角坐标系的位置,可以在加工程序中以极坐标直径、角度进行编程而已。FS-0iTD的极坐标插补功能是使得回转轴可以像直角坐标系的直线轴一样进行编程。也就是说,极坐标编程是将程序中以直径、角度表示的位置,转换为实际机床的两个直线轴运动;而极坐标插补则是将程序中以直线轴表示的位置,转换为实际机床的回转轴和直线轴运动。
FS-0iTD的极坐标插补虚拟坐标轴,需要通过CNC参数PRM5460、PRM5461进行定义,以便CNC进行角度和直线位置的转换,但在加工程序中仍使用回转轴地址编程。例如,在车削中心上,回转轴C可以等效为平行于Y轴的虚拟直线轴,这样便可在虚拟的XY平面(G17)上进行铣削加工。
极坐标插补的生效与撤销可以通过如下指令进行。

极坐标插补编程时需要注意以下几点:
1)极坐标插补功能生效时,实际的直线轴以现行的工件坐标系原点为原点,虚拟直线轴以G12.1生效时的现行位置作为原点位置。
2)极坐标插补功能有效时,直线轴与虚拟轴间进行快速定位(G00)、直线插补、圆弧插补等,圆弧半径可使用半径R编程、也可使用I、J、K编程。
3)极坐标插补生效时,应取消刀具半径补偿,但在极坐标插补有效期间,可使用刀具半径补偿指令。
4)极坐标插补有效期间,不可使用工件坐标系的设定指令G50、G92等。
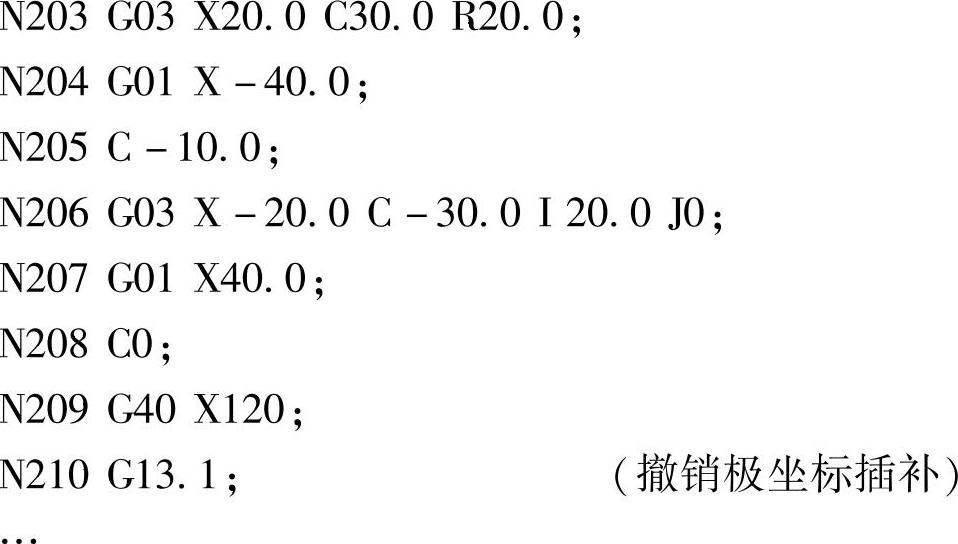
【例3-5】对于图3.1-3所示的端面铣削加工,当选择平行于Y轴的坐标轴作为C轴虚拟直线轴时,利用极坐标插补铣削端面的加工程序。
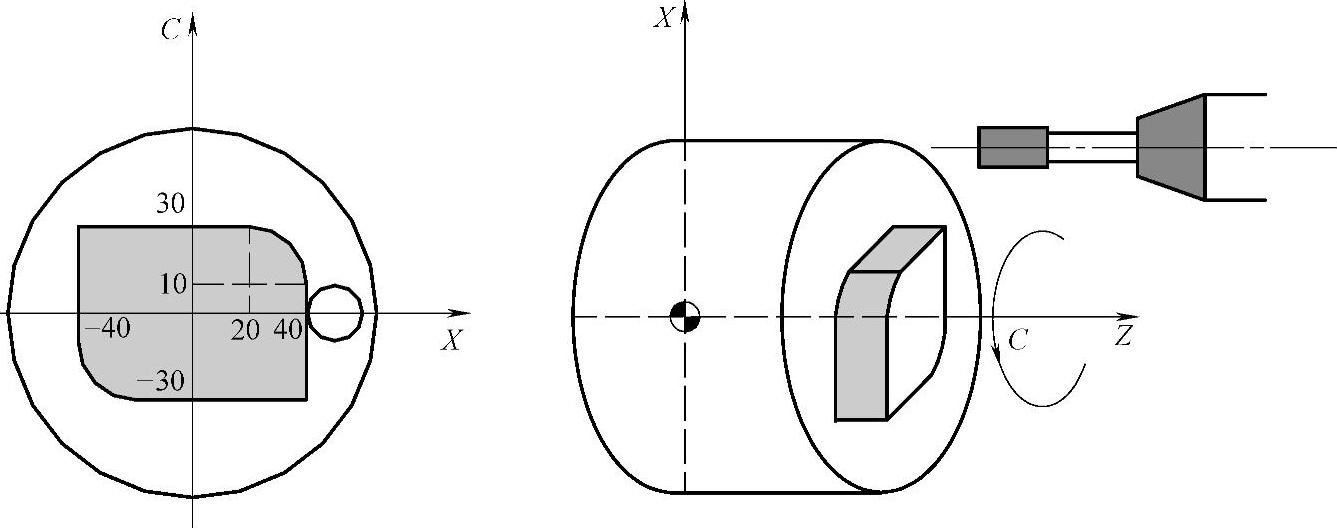
图3.1-3 极坐标插补编程

有关FANUC-0iD编程与操作的文章

在插补延长精度允许的情况下,尽可能延长系列长度。设计依据站径流资料系列较短,而流域内有较长系列雨量资料,且降雨径流关系较好时,可通过降雨径流关系插补延长。该法较适合于我国南方湿润地区,对于干旱地区,降水径流关系较差,难以利用降雨径流关系来插补径流系列。采用相关关系插补延长时,其成因概念应明确。对插补延长的径流资料,应从上下游水量平衡、径流模数等方面进行分析,检查其合理性。......
2023-08-23

采用水文统计法推算设计流量时,如果水文站的流量观测资料系列较短或有缺测年份,则应尽量利用上下游或邻近流域内的水文站观测资料,进行插补和延长。位于同一河流上、下游的两个水文站,若两站之间无较大支流汇入,而且两站已有的流量观测资料中,相同年份的年最大洪峰流量大致成比例关系,则可利用两站对应的年最大洪峰流量,绘制两站的流量关系曲线,进行插补和延长。若上游的两支流河道上均有水文站,可以作为参证站。......
2023-11-20

表5.5.5上海、中国香港、新加坡人均GDP资料来源:世界银行、上海统计年鉴、香港统计局、新加坡统计局。不难看出,上海与中国香港、新加坡也存在着明显的差距。纽约、伦敦、中国香港、新加坡、多伦多等这些国际金融中心都是受普通法调整的地区。其次,中国香港、新加坡国际仲裁中心分别是香港特区和亚太区内解决各类争端的独立公正仲裁中心。......
2023-07-19
绕组对机壳及绕组互相间的绝缘电阻用绝缘电阻表进行测量。额定电压在1000V以下的电动机,用1000V的绝缘电阻表;额定电压1000V及以上的电动机,采用2500V并且量程不低于10000MΩ的绝缘电阻表进行测量。电机电压每千伏,绝缘电阻超一兆。判断:由于换算后的绝缘电阻只有4.5MΩ,低于《规程》要求(6MΩ),吸收比只有1.1,说明此电动机已经受潮,建议干燥后再投入运行。......
2023-06-27
在R 软件中,有个MASS包,其中有一个caith数据集,是关于眼睛颜色和头发颜色的数据.(1)查看caith数据集的信息>library(MASS)>caith结果如下:从以上结果可以看出,caith数据集中眼睛颜色:blue,light,medium 和dark;头发颜色:fair,red,medium,dark和black.(2)进行χ2 检验——考察行变量和列变量是否独立>chisq.te......
2023-11-18

(一) 碾压混凝土原材料1.胶凝材料碾压混凝土一般采用硅酸盐水泥或矿渣硅酸盐水泥,水泥强度等级不低于42.5。迎水面用碾压混凝土自身作为防渗体时,一般在一定宽度范围内采用二级配碾压混凝土。碾压混凝土一般应掺用缓凝减水剂,并掺用引气剂,以增强碾压混凝土的抗冻性。碾压混凝土配合比经现场试验后调整确定。......
2023-06-29

图13-13 化学火箭的质量构成化学火箭各种构成质量如图13-13所示。初始质量m0与最终质量mf之间的关系式为m0=mpl+ms+mp mf=mpl+ms=m0-mp 质量比MR为火箭运行消耗推进剂后的最终质量mf与初始质量m0之比。这表示对整个航天器来说,质量比MR越小,飞行性能就会越良好。另外,对于多级火箭来说,虽然各级的MR、λ、ε各有不同,但其差异不会很大。通常,1级火箭的质量比MR、推进剂比ζ、有效载荷比λ和结构系数ε的范围为0.05
2023-06-28

当结构或机械工作时,构件将受到载荷作用,在载荷的作用下,构件的形状及尺寸将发生变化,这种现象称为变形。材料力学的任务就是要解决构件承载能力的问题。材料力学的任务就是研究构件在载荷作用下的变形、受力与破坏的规律,为设计既经济又安全的构件,提供有关强度、刚度与稳定性分析的基本理论和计算方法。构件的强度、刚度和稳定性问题是材料力学所要研究的主要内容。材料的力学性能只能通过实验来测定。......
2023-06-19
相关推荐