FS-0iMD的刀具补偿指令,包括刀具长度偏置指令G43/G44/G49、刀具位置偏置指令G45/G46/G47/G48、刀具半径补偿指令G41/G42/G40三类。图4.4-1 FS-0iMD的刀补显示刀补存储器包括了刀具长度(形状)及磨损、刀具半径(形状)及磨损两部分,前者用于刀具长度补偿;后者用于刀具半径补偿。程序中的回参考点指令G27/G28/G29和机床坐标系选择指令G53,可在指令程序段撤销刀具长度补偿,但指令执行完成后,将自动恢复长度补偿。......
2023-06-25
1.刀具测量过程
刀具测量是一种利用接触或非接触式测头所产生的测量信号,通过CNC的自动计算,来确定刀具长度偏置值的功能。在FS-0iMD上,可通过G37指令实现刀具长度自动测量功能,刀具长度自动测量的运动过程如图2.5-3所示。
使用刀具长度测量功能,需要设定如下相关CNC参数。
PRM 6251/6252/6253:分别为X/Y/Z轴的测量减速区γ长度;
PRM 6241/6242/6243:分别为X/Y/Z轴测量减速区的进给速度值;
PRM 6254/6255/6256:分别为X/Y/Z轴测量到位信号的允许偏差ε。
刀具测量信号在FS-0iMD中的输入地址规定如下:
X轴测量到位信号:X004.0;
Y轴测量到位信号:X004.1;
Z轴测量到位信号:X004.2。
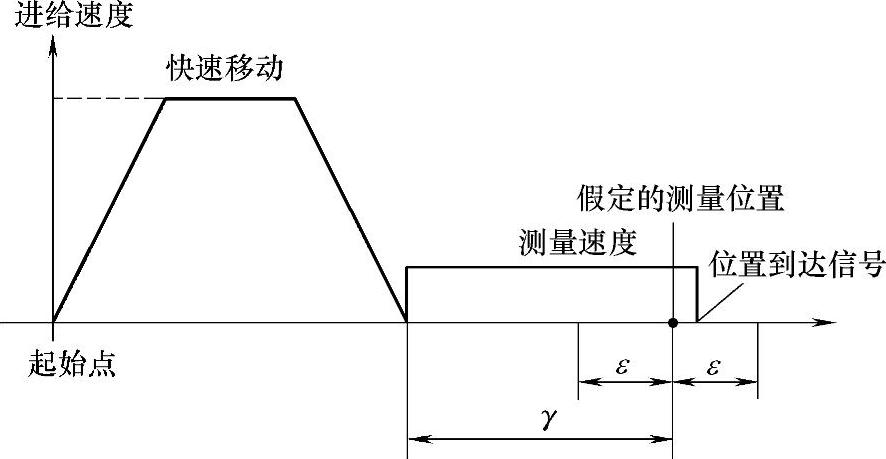
图2.5-3 刀具测量的动作过程
2.G37指令编程
指令G37的编程格式如下(以Z轴为例,X、Y轴同):

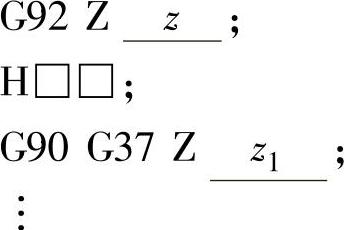
执行以上指令的刀具运动过程如下:
1)设定起始点的坐标值。
2)刀具快速向指令目标点z1运动。
3)刀具到达测量减速区(距离目标点γ的位置,PRM 6253设定),减速至PRM 6243设定的速度继续向指令目标点z1运动。
4)如在到位允差范围(距离目标点ε的位置,PRM 6256设定)内,测量输入信号ON,则停止轴运动、结束测量过程、自动计算长度偏置值。
G37指令执行过程中,如在到位允差范围ε内未检测到测量信号输入,或在到达测量减速区前测量信号输入ON,轴运动将立即停止,CNC显示P/S 080报警。
执行指令G37可自动改变程序代码H□□所指定的刀具偏置值,程序中指令的目标点z1应为刀具理论长度的运动终点。通过执行指令G37,可将刀具长度偏置值修改为:
h=h0+(z2-z1)
h:新的长度偏置值;
h0:原长度偏置值(理论长度刀具);
z2:轴测量到位信号ON时的Z坐标值;
z1:指令目标点(理论长度刀具的运动终点)。
3.刀具位置偏置(G45/G46/G47/G48)
在早期的数控系统上,由于刀具半径补偿功能尚未完善,为了对刀具半径进行自动补偿,需要使用刀具位置偏置指令G45/G46/G47/G48。
刀具位置偏置指令G45/G46/G47/G48的作用是在运动方向上增加/减少1个(G45/G46)或2个(G47/G48)代码D指定的刀具半径。现在的CNC都具有刀具半径补偿功能,故可直接利用半径补偿代替指令G45/G46/G47/G48编程。
有关FANUC-0iD编程与操作的文章

FS-0iMD的刀具补偿指令,包括刀具长度偏置指令G43/G44/G49、刀具位置偏置指令G45/G46/G47/G48、刀具半径补偿指令G41/G42/G40三类。图4.4-1 FS-0iMD的刀补显示刀补存储器包括了刀具长度(形状)及磨损、刀具半径(形状)及磨损两部分,前者用于刀具长度补偿;后者用于刀具半径补偿。程序中的回参考点指令G27/G28/G29和机床坐标系选择指令G53,可在指令程序段撤销刀具长度补偿,但指令执行完成后,将自动恢复长度补偿。......
2023-06-25
图1-12 车刀切削部分的结构要素2.刀具的几何参数刀具静止参考系的各平面如图1-13所示。影响刀具合理几何参数选择的主要因素是工件材料、刀具材料及类型、切削用量、工艺系统刚度以及机床功率等。......
2023-06-26
PRM 5002.4:刀具偏置的加入方式选择,当PRM5002.4=0时,刀具偏置将加入到工件坐标系的原点偏置;当PRM5002.4=1时,刀具偏置将加入到实际需要移动的距离中。PRM 5002.6:刀具偏置的生效方式选择,当PRM5002.6=0时,刀具偏置在执行指令T时生效;当PRM5002.6=1时,刀具偏置在坐标轴运动时生效。......
2023-06-25

图5.11是位置环采用P控制,速度环分别采用P和ADRC控制;图5.12是速度环采用P控制,位置环分别采用P和ADRC控;图5.13是速度环和位置环都采用ADRC控制。图5.13速度环和位置环都采用ADRC控制在双ADRC控制中,从仿真效果可以看到系统有相对较好的实时速度曲线,但双ADRC控制需要更多的计算量,这就对硬件有更高的要求。......
2023-06-24

G41/G42为模态指令,半径补偿可通过指令G40或指定D00刀补号撤销。加工程序如下:2.使用注意点刀具半径补偿可大大简化编程,但如果使用不当,也容易引起刀具的干涉、过切、碰撞。图4.4-5 刀具半径补偿生效、撤销位置a)生效时 b)撤销时5)执行G92、G50、G28、G29等指令,刀具半径补偿将被暂时取消。......
2023-06-25
数控刀具的选择是在数控编程的人机交互状态下进行的,应根据机床的加工能力、工件材料的性能、加工工序、切削用量以及其他相关因素正确选用刀具及刀柄。所以说数控刀具刀柄的选择是要讲究方法的。......
2023-06-26

2)由于参数的输入可能改变刀具的运动轨迹,故执行G10L52前应撤销固定循环、刀具补偿等模态指令。3)除非必要,建议在程序中不要改变与编程无关的CNC参数,以避免发生事故。......
2023-06-25

MCR它是MC指令的复位指令,即利用MCR指令恢复原左母线的位置。图8-27主控指令使用(一)图8-28主控指令使用(二)梯形图指令语句表MC、MCR指令使用说明如下。①MC、MCR指令的目标元件为Y和M,但M不能用特殊辅助继电器。MC占3个程序步,MCR占2个程序步。③在一个MC指令区内若再使用MC指令称为嵌套。④MC和MCR指令必须成对使用。......
2023-06-22
相关推荐