2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2025-09-29
1.G02/G03圆弧插补
G02/G03指令用于圆弧插补编程,G02为顺时针插补,G03为逆时针插补。执行G02、G03指令,可使刀具按规定的速度沿圆弧移动到终点,移动过程中刀具可进行切削加工。
圆弧插补有指定圆心编程(格式Ⅰ)和指定半径编程(格式Ⅱ)两种格式,以顺时针插补为例,其指令格式如下:
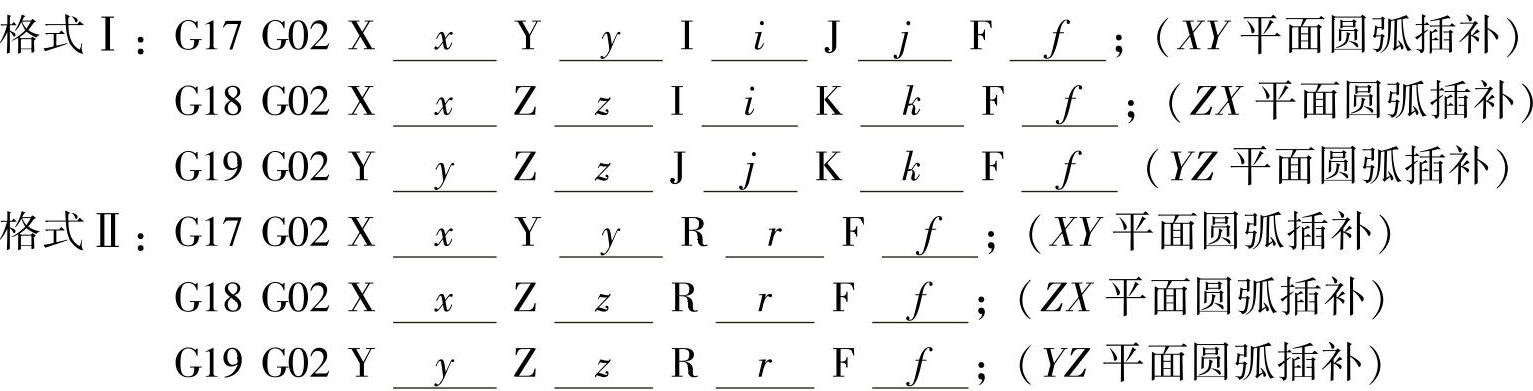
指令中的G17/G18/G19用于圆弧插补平面选择;x、y、z指定圆弧终点坐标;i、j、k或r指定圆心或半径。圆弧插补的起点为指令执行前刀具所处的位置,因此,为加工正确的圆弧,执行圆弧插补程序段前,应将刀具移动到圆弧起点上。指令的编程方法如下。
2.加工平面与插补方向
圆弧插补需要通过指令G17/G18/G19选择加工平面。指令G17选择XY平面、G18选择ZX平面、G19选择YZ平面。平面选择指令,对固定循环加工、刀具补偿等同样有效。
镗铣类数控机床的加工平面如图2.4-5a所示,G17通常为CNC开机默认的加工平面。车削类数控机床的加工平面如图2.4-5b所示,G18通常为CNC开机默认的加工平面。
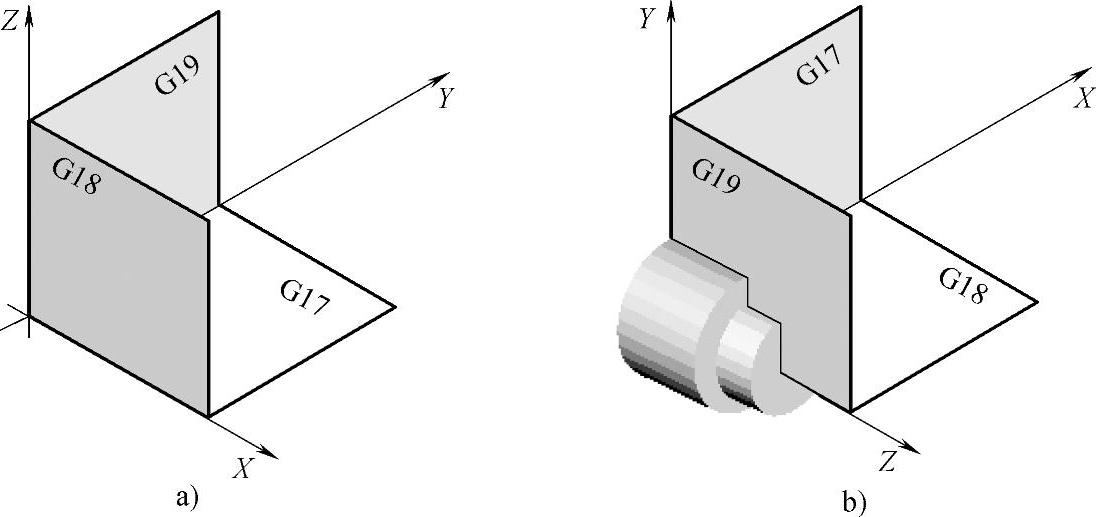
图2.4-5 圆弧插补平面的定义
a)镗铣机床 b)车削机床
在不同的加工平面上,圆弧插补的方向G02、G03规定如图2.4-6所示。
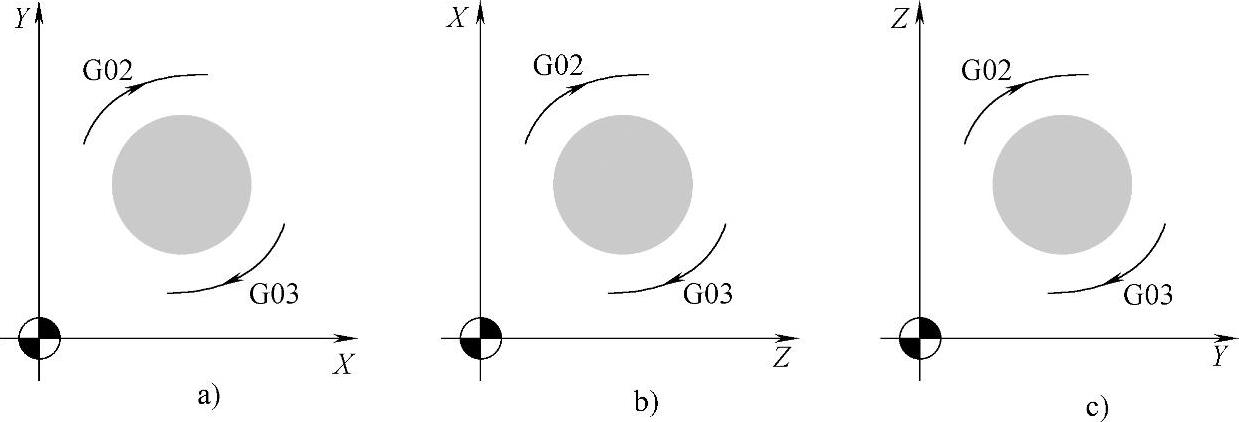
图2.4-6 不同平面的圆弧插补方向
a)G17 b)G18 c)G19
3.通过指定圆心编程
圆弧插补指令格式I,是通过i、j、k指定圆心的编程方式。i、j、k分别为X、Y、Z向从起点到圆心的增量距离,它不受G90/G91绝对/增量编程影响。
例如,对于如图2.4-7所示的圆弧插补加工,如以P1为起点、P2为终点,其程序段如下:

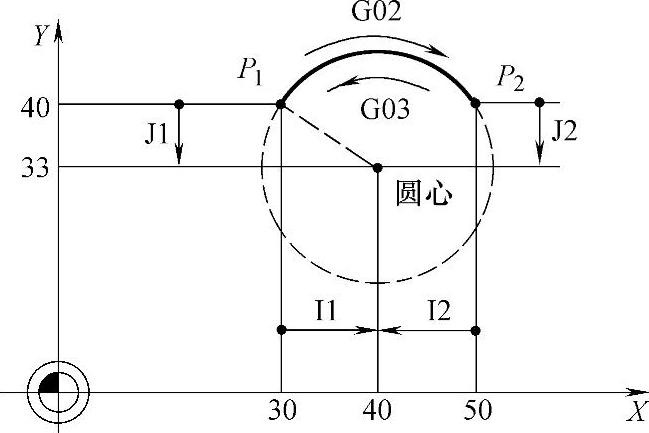
图2.4-7 圆弧插补的I、J编程
顺时针插补(G02)、终点坐标为(50,40)、圆心离起点的增量距离为I1=10.0、J1=-7.0。
如以P2为起点、P1为终点,其程序段如下:

逆时针插补(G03)、终点坐标为(30,40)、圆心离起点的增量距离为I2=-10.0、J1=-7.0。
格式Ⅰ为圆弧插补的基本编程格式,它可以用于任意圆弧的编程,例如,如圆弧起点和终点坐标值相同,便可加工整圆(全圆)。例如,执行指令
 (https://www.chuimin.cn)
(https://www.chuimin.cn)
将加工出一个起点和终点重合、半径为10的整圆。
4.通过指定半径编程
圆弧插补指令格式Ⅱ是通过r指定圆弧半径的编程方式,它不能用于整圆(全圆)插补编程。为了区分图2.4-8所示的起点、终点和半径相同的4个圆弧段,规定对于小于等于180°的圆弧,r取正;大于180°的圆弧,r取负,r同样符号同样不受G90/G91绝对/增量编程影响。
因此,对于图2.4-8所示的从P1到P2的圆弧a、b、c、d,采用绝对编程时的圆弧插补程序分别如下:
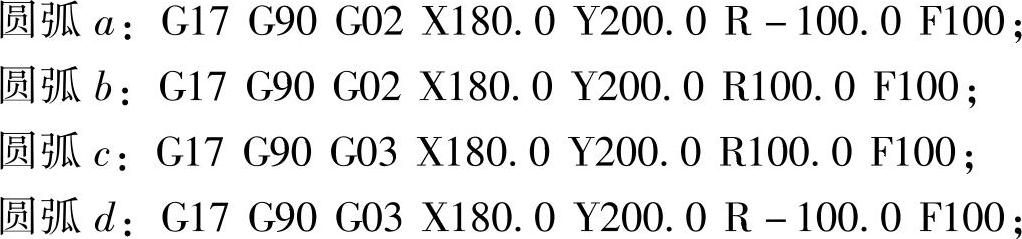
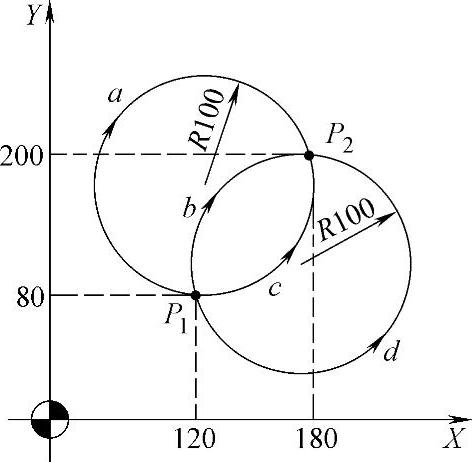
图2.4-8 圆弧插补的R编程
5.圆弧插补编程例
【例2-4】假设工件的安装位置如图2.4-9所示,工件坐标系为G55;加工时主轴转速为800r/min;进给速度为50mm/min。试编制通过数控镗铣床铣削零件的加工程序(不考虑刀具半径)。
加工程序如下:

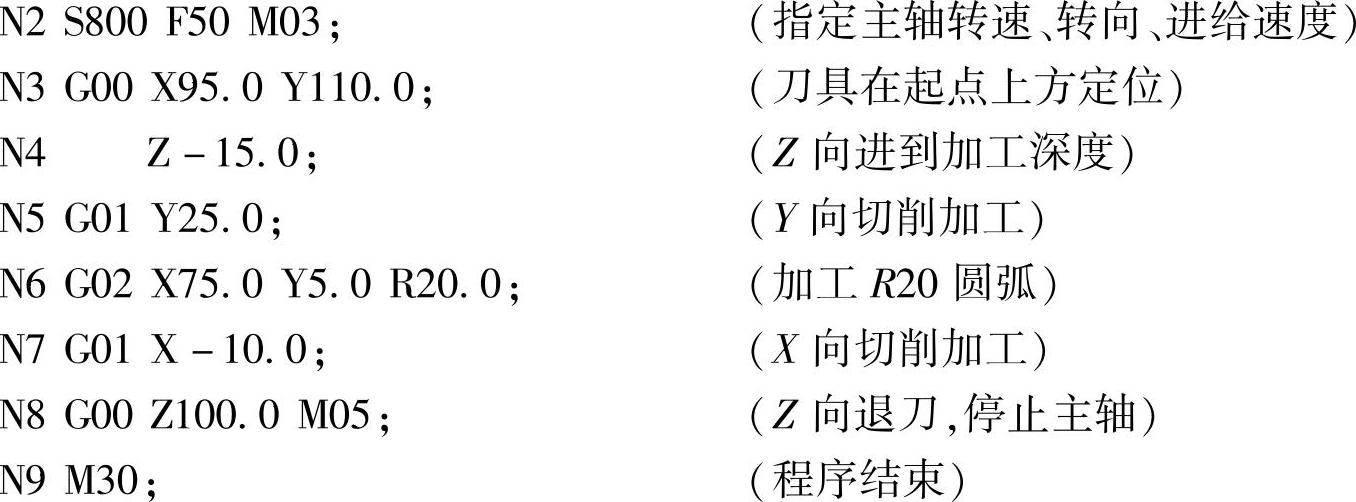
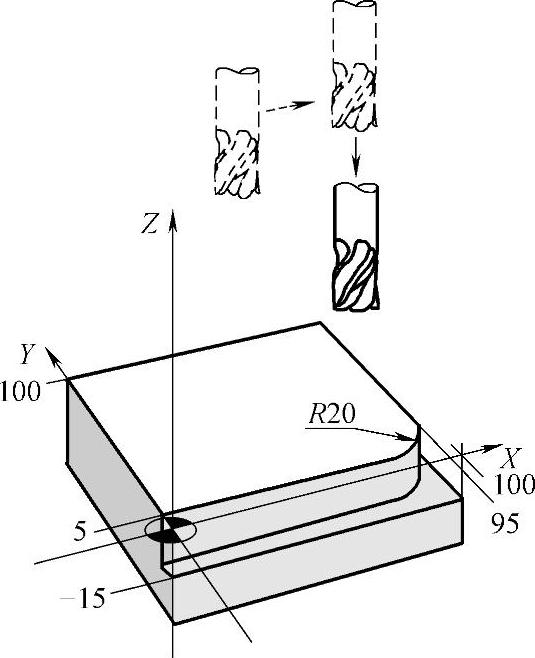
图2.4-9 圆弧插补编程例
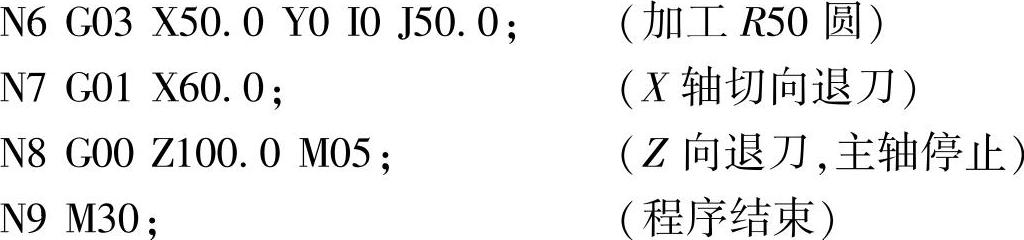
【例2-5】假设工件的安装位置如图2.4-10所示,工件坐标系为G55;加工时主轴转速为800r/min;进给速度为50mm/min。试编制通过数控镗铣床全圆铣削零件的加工程序(不考虑刀具半径)。
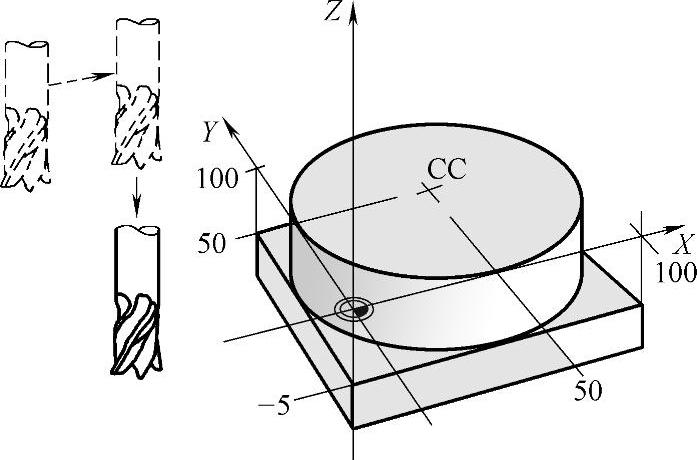
图2.4-10 全圆插补加工例
加工程序如下:
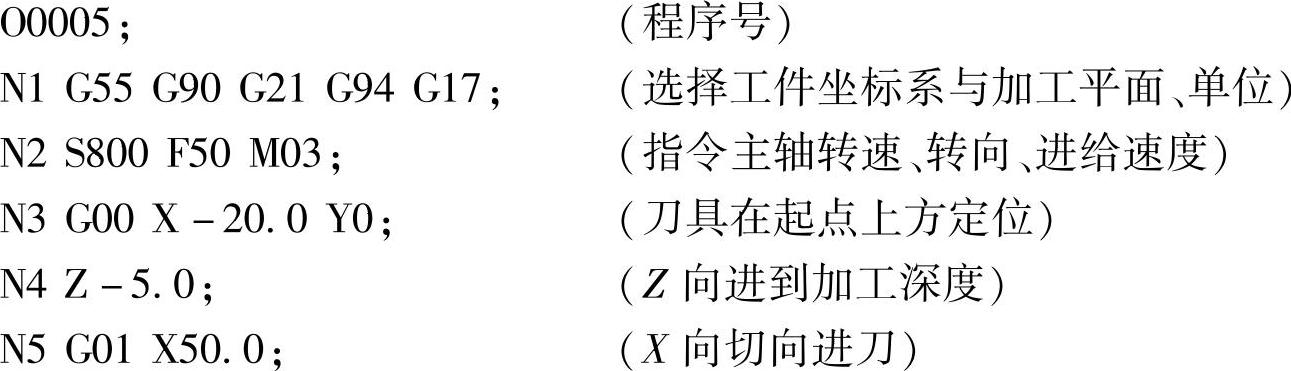
上述程序全圆加工采用了切向进刀方式,在实际加工中,为了提高加工精度,宜采用圆弧进刀、退刀方式。
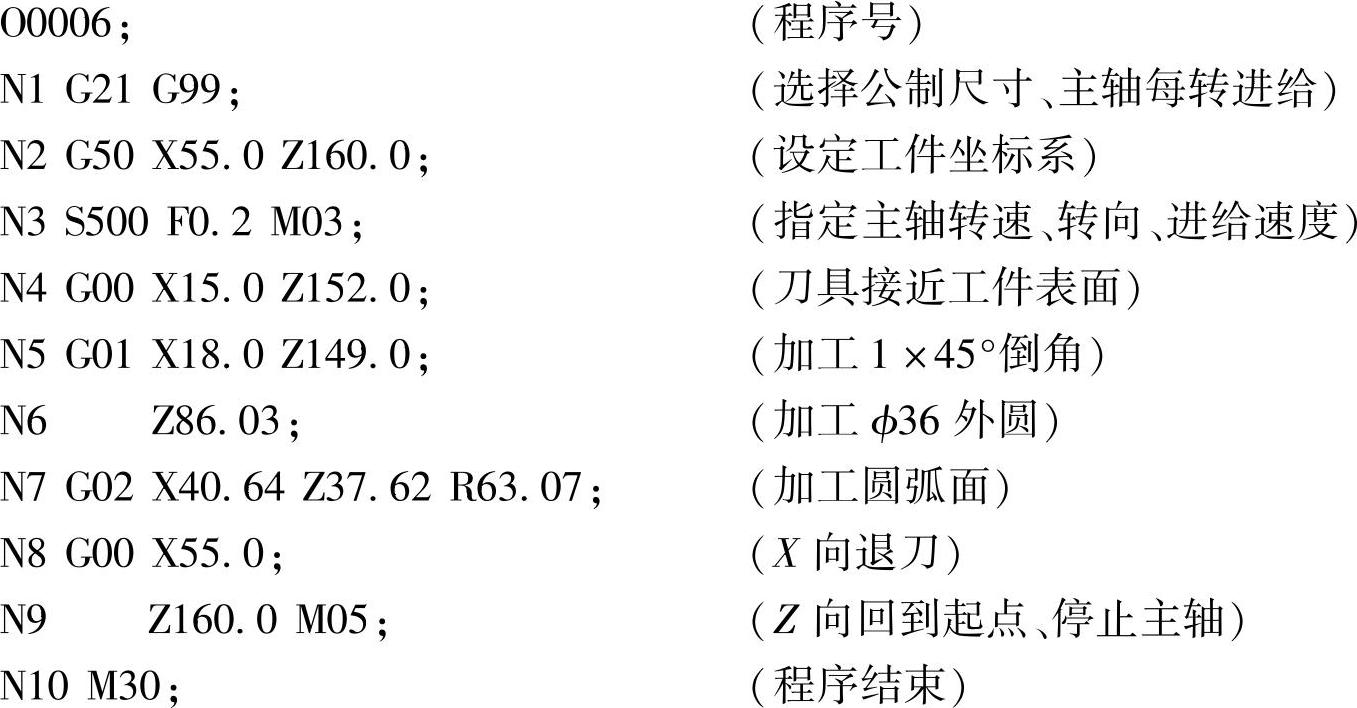
【例2-6】假如工件的安装位置如图2.4-11所示,加工时主轴转速为500r/min;进给速度为0.2mm/r(主轴每转进给)。试编制在FS-0iTD代码体系A上,利用G50指令设置工件坐标系及使用绝对方式、半径编程实现零件车削加工的程序(不考虑刀具半径)。
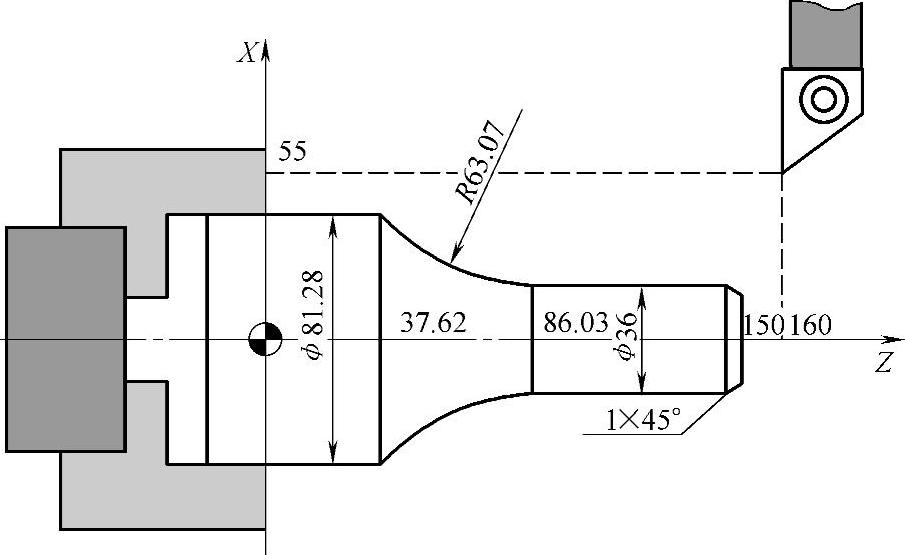
图2.4-11 圆弧车削加工程序
加工程序如下:
相关文章

2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2025-09-29
实操用器材、仪表及工具1.螺旋式熔断器1只;2.插入式熔断器1只;3.热继电器1只;4.万用表1块;5.电工工具1套。注意事项1.进行保护电器的拆、装时,要特别注意人和器件的安全,防止对人和器件造成危害。通过该任务的实施,明确了保护电器的分类及其作用。......
2025-09-29

公差值的选择原则是:在满足零件功能要求的前提下,考虑工艺经济性和检测条件,选择最经济的公差值。选用形状公差等级时,还应注意协调形状公差与表面粗糙度之间的关系。通常情况下,表面粗糙度的数值约占形状误差值的20%~25%。表4-11~表4-14列出了各种几何公差等级的应用举例,供选择时参考。......
2025-09-29
低压验电器又称试电笔、测电笔。使用低压验电器,必须按图2-2所示正确姿势握笔,以食指触及笔尾的金属体,笔尖触及被测物体,使氖管小窗背光朝向测试者。图2-1 低压验电器a)钢笔式 b)螺钉旋具式 c)数字显示式图2-2 低压验电器的正确握法a)钢笔式验电器 b)螺钉旋具式验电器※注意:1)使用以前,先检查电笔内部有无柱形电阻,若无电阻,严禁使用。否则,将发生触电事故。......
2025-09-29

执行BHATCH命令可采用以下三种方式:● 绘图工具栏 或 。启动BHATCH命令后,弹出对话框,单击右下角处的 ,可展开该对话框的高级选项,如图2-37所示。1)下拉列表框:通过该框的下拉菜单,用户可确定要填充的图案所属的类型,共有三类:即预定义、用户定义以及自定义。使用此选项,可很容易地做到以适合于布局的比例显示填充图案。控制填充图案生成的起始位置。选取完毕,按Enter键返回边界图案填充对话框。......
2025-09-29

游标卡尺可用来测量长度、厚度、外径、内径、孔深和中心距等。游标卡尺的分度值有0.1mm、0.05mm和0.02mm三种。2)游标卡尺是比较精密的量具,要轻拿轻放,不得碰撞或跌落地下。小提示 在合拢量爪的情况下,检查刻线的零线是否对齐,零线不对齐的游标卡尺在使用时会有误差。......
2025-09-29

梯级链保护开关又称为梯级链张紧开关,如图7-2-12所示,通常在梯级链张紧装置的左右张紧弹簧两端部各设置一个梯级链保护开关。梯级链保护开关是梯级链张紧装置的一个组成,其详细结构可阅读第三章第三节主驱动轴与梯级链张紧装置。......
2025-09-29
传送指令将累加器1中的内容写入目的存储区中,累加器1的内容不变。表3-2为寄存器间接寻址的区域标识位如果要用寄存器指针访问一个字节、字或双字,必须保证指针中的位地址编号为0。......
2025-09-29
相关推荐