【摘要】:执行G00指令的刀具移动轨迹决定于CNC参数的设定。图2.4-1 直线插补G01指令格式如下:指令中的x、y、z含义与G00指令相同。G01指令的运动速度可通过F代码编程。G31P99/P98指令只能指定一个运动轴,否则CNC将出现P/S 015报警。
1.G00快速定位
刀具的快速定位以指令G00指定,执行指令,刀具以快进速度移动到程序段终点,并进行精确定位,指令格式如下:

指令中的x、y、z,在绝对编程时为终点坐标;在增量编程时为运动距离。
执行G00指令的刀具移动轨迹决定于CNC参数的设定。选择直线型定位时,移动轨迹是连接起点和终点的直线,移动距离最短的坐标轴按快进速度运动,其余坐标轴按移动距离按比例减小,保证各轴同时到达终点。选择非直线型定位时,各坐标轴都以快速移动速度运动,移动距离短的坐标轴到达终点后,等待其他坐标轴到达。
G00指令的运动速度不能在程序上编程,它需要通过CNC参数进行设定,各坐标轴能自动进行加减速。G00移动过程中不可能进行切削加工。
2.G01直线插补
执行G01指令,刀具将按规定的进给速度、通过插补运算沿直线移动到终点,其运动过程如图2.4-1所示,G01移动过程中刀具可进行切削加工。
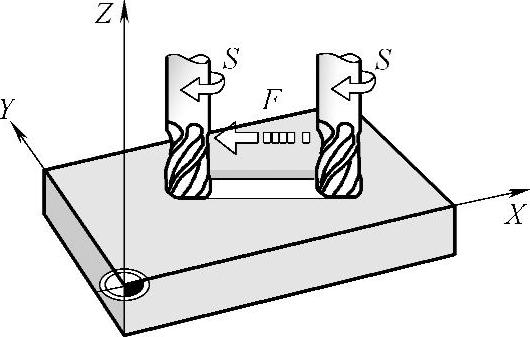
图2.4-1 直线插补
G01指令格式如下:

指令中的x、y、z含义与G00指令相同。
G01指令的移动轨迹通过插补运算生成,从起点到达终点是一条严格的直线,各坐标轴同时到达终点。
G01指令的运动速度可通过F代码编程。程序中指令的f为各坐标的合成速度。进给速度F是模态指令,它在新的F值指令以前,始终保持有效。G01运动时,各坐标轴同样能够自动进行加减速。
3.G04程序暂停
执行G04指令,可使刀具暂停进给,机床其他状态不变。暂停时间可通过程序指定。G04指令格式如下:
指令中的x或p为暂停时间,时间单位与小数点输入格式对应,在计算机小数点输入方式时,G04 X5代表暂停5s;在普通小数点输入方式时,G04 X5代表暂停5ms。
程序暂停指令为单段有效指令,它常被用于孔加工时的光整加工、镗孔时的主轴完全停止退刀、铣削时的尖角生成等。
4.G31跳步切削
G31指令可使程序进入“跳步切削”加工。跳步切削的加工过程可以通过外部“跳过切削”信号SKIP控制,当SKIP信号输入OFF时,指令动作与G01一致;当SKIP信号输入ON时,CNC立即中断程序段的执行、转入下一程序段。
G31指令的编程格式与G01相同,但执行G31时不能使用刀具半径补偿功能。
跳步切削可使用转矩极限到达信号进行控制,其编程格式如下:
指令G31 P99在转矩极限到达或SKIP信号ON时,均立即中断程序段、转入下一程序段;G31 P98只能在转矩极限到达时,中断本程序段的执行过程,转入下一程序段。
G31P99/P98指令只能指定一个运动轴,否则CNC将出现P/S 015报警。
5.编程实例
【例2-1】假设零件的安装位置如图2.4-2所示,其工件坐标系为G54,零件的厚度为15mm;加工时的主轴转速为1000r/min、进给速度为80mm/min。试编制利用立式数控铣镗床加工图示ϕ10mm通孔1、2的程序。
加工程序如下:

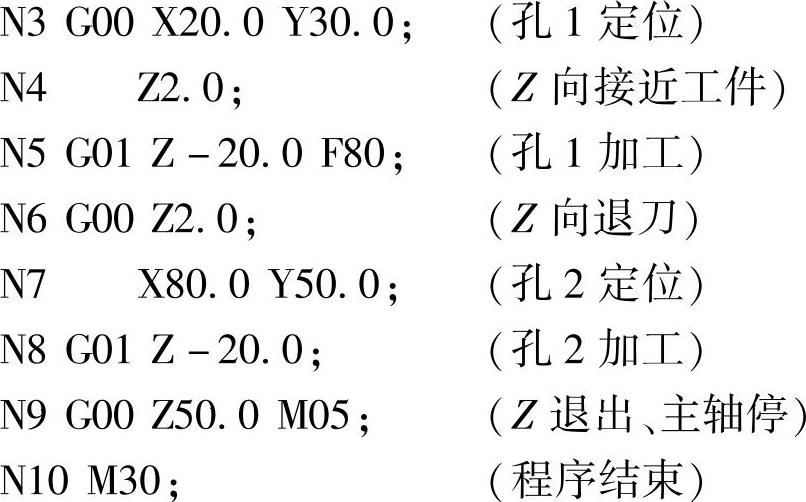
加工程序中的Z向尺寸都为刀具刀尖尺寸(可通过后述的刀具长度补偿指令实现),程序段N5、N8中选择Z-20是通孔加工需要增加的行程。
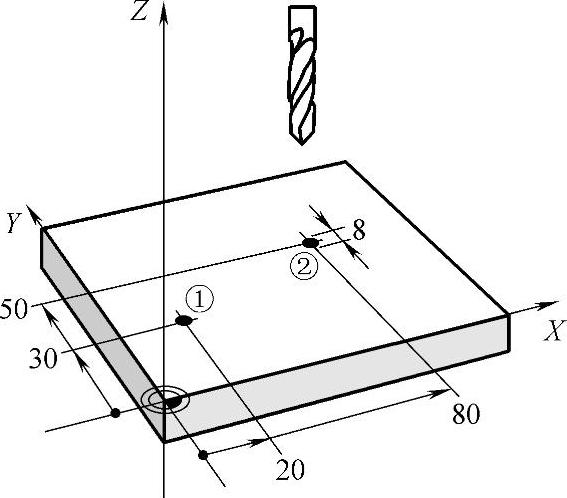
图2.4-2 孔加工的编程
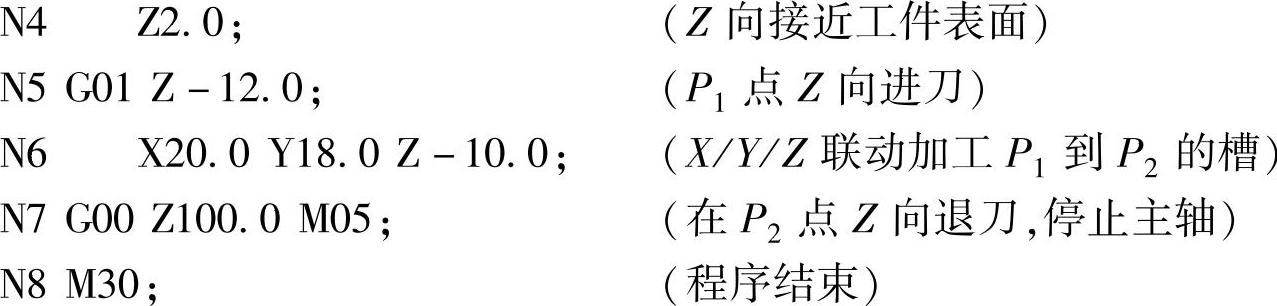
【例2-2】假设工件安装位置如图2.4-3所示,工件坐标系为G55;加工时主轴转速为500r/min、进给速度为100mm/min。试编制利用卧式数控铣镗床上,实现图零件从P1到P2的槽加工程序。
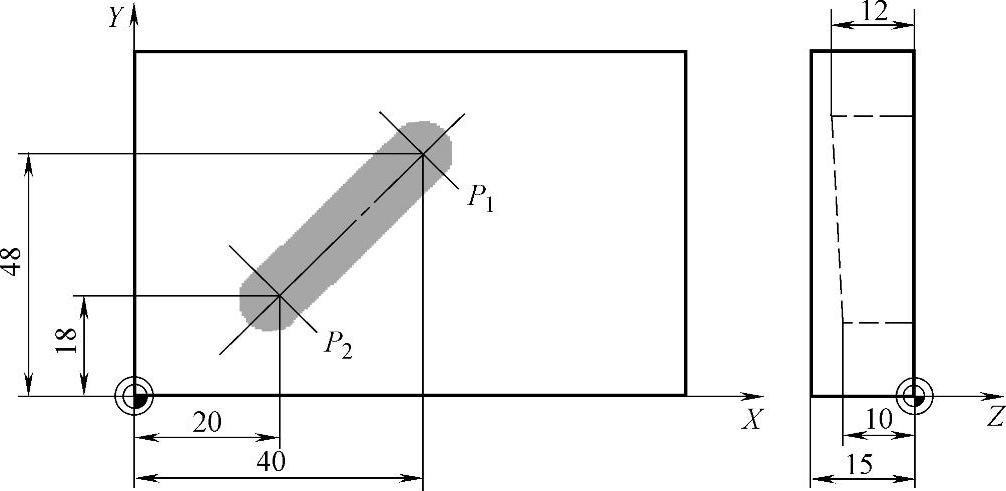
图2.4-3 槽加工的编程
加工程序如下:

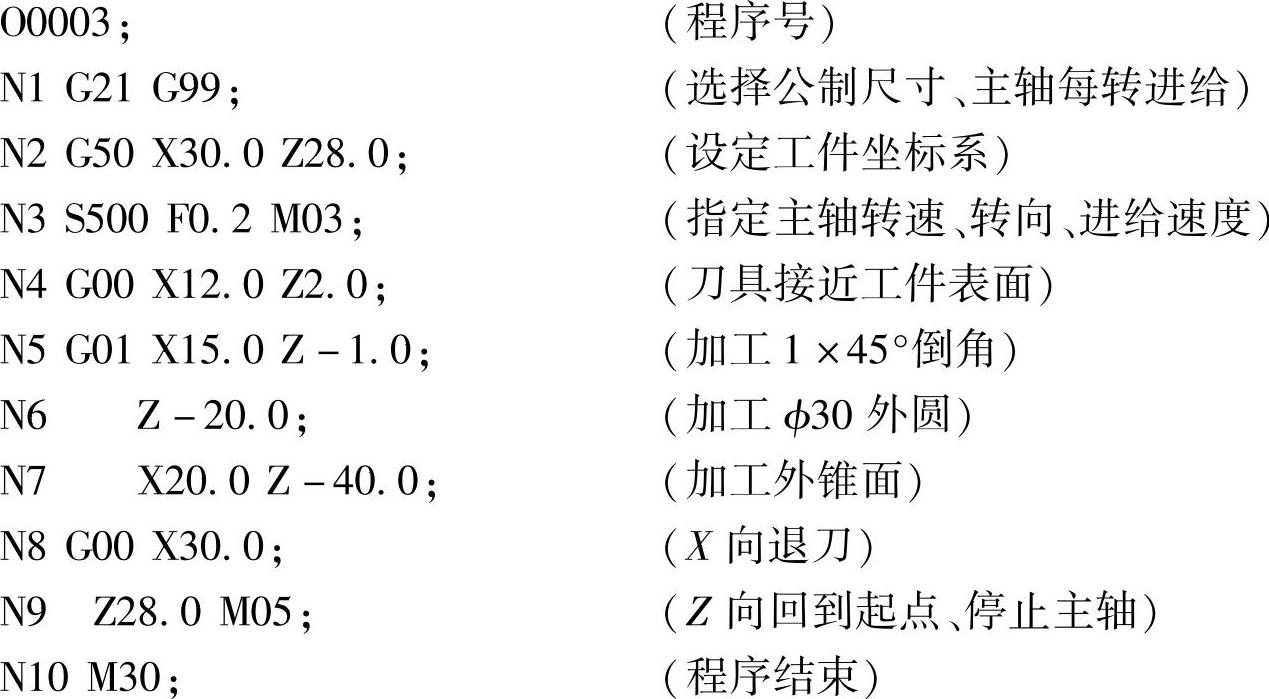
【例2-3】假设图2.4-4所示零件,在车削加工的主轴转速为500r/min;进给速度为0.2mm/r(主轴每转进给),试编制在FS-0iTD代码体系A上,利用G50指令设置工件坐标系及使用绝对方式、半径编程实现零件车削加工的程序。
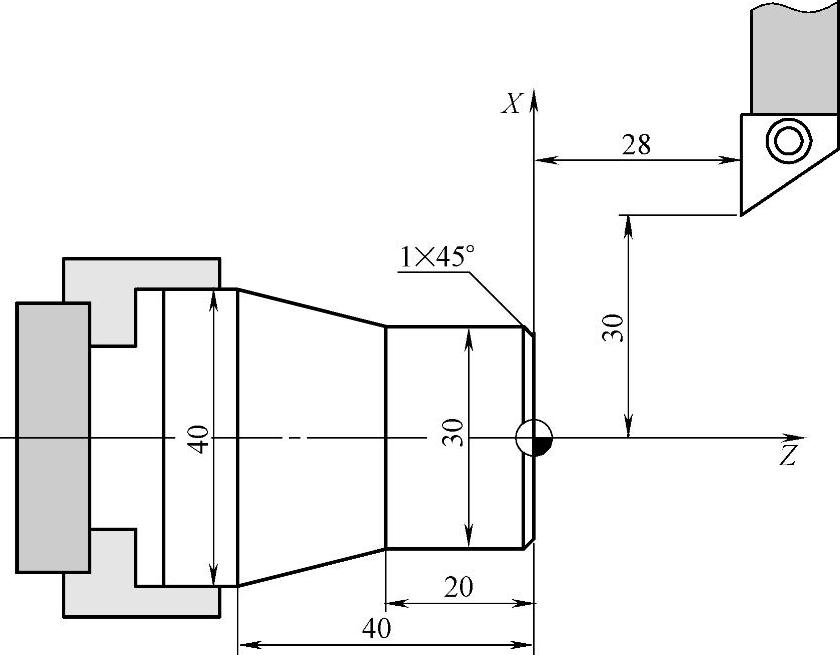
图2.4-4 车削加工程序例
加工程序如下:







相关推荐