PLC的软件由系统程序和用户程序组成。系统程序由PLC制造厂商设计编写,并存入PLC的系统存储器中,用户不能直接读写与更改。PLC是专门为工业控制而开发的装置。因此,这种编程语言为广大电气技术人员所熟知,是应用最广泛的PLC的编程语言,是PLC的第一编程语言。虽然各个PLC生产厂家的语句表形式不尽相同,但基本功能相差无几。只要转换条件满足,PLC就实现阶段转移,上一阶段动作结束,下一阶段动作开始。......
2025-09-29
CNC机床的刀具运动轨迹,在程序中以坐标值的形式指令,如X100.0等。由于X100既可以是X轴坐标为100的点,也可以是X需要运动100的距离;数值100既可代表100mm,也可代表100in;因此,在程序中必须明确坐标值的单位和指定方式。
1.公/英制选择
在FS-0iD上,直线运动轴可通过指令G21/G20或G70/G71(仅FS-0iTC代码体系C)选择公/英制尺寸。G20或G70有效时,选择英制尺寸;G21或G71有效时,选择公制尺寸。例如,指令G20 X10.0,其数值10代表10英寸(254mm);指令G21 X10.0,其数值10代表10mm等。
公/英制的选择将影响到进给速度、刀具补偿、工件坐标系零点偏置等相关尺寸的单位,因此,该指令应在程序的起始阶段编程;此外,在同一加工程序中也不能(不宜)进行公/英制单位的转换。
公/英制转换将自动改变CNC的程序输入单位,例如,对于输入单位设定为0.001mm的CNC,若转换到英制编程,程序中的坐标值输入单位将自动变为0.0001in(0.00254mm)。
公/英制转换指令G21/G20或G70/G71只能改变加工程序的位置单位,它并不能改变CNC参数的位置单位。
公/英制选择指令对回转轴无效,回转轴的单位固定为度(°)。
2.小数点输入
在大多数CNC机床上,小数点有特殊的含义,它可以改变坐标值和暂停时间的单位。CNC的小数点输入方式一般可通过CNC参数选择,不带小数点和带小数点的数值在程序中可以混用。
当CNC使用普通小数点输入方式时,如果程序中的数值不带小数点,它将以CNC的最小输入单位,如0.001mm、0.0001in、0.001°作为数值单位,程序中的X10代表0.01mm或0.001in,0.01°。数值加小数点后,将以基本单位mm、in、°作为数值单位,程序中的X10.0代表10mm或10in、10°。
当CNC使用计算机小数点输入方式时,不带小数点的数值将以基本单位mm、in、°作为输入单位,即X10、X10.0都代表10mm或10in、10°;而0.01mm必须以X0.01的形式指定。
因此,为了确保程序的正确性,建议不论CNC选择了何种小数点输入方式,在程序中最好都加小数点,因为,X10.0、X0.01总是可以明确表示10mm和0.01mm。(https://www.chuimin.cn)
3.绝对/增量编程
加工程序上的坐标轴终点位置指定有绝对和增量两种编程方式。绝对编程是通过坐标值指定目标位置的编程方法,它是以坐标原点为基准的绝对位置值;增量式编程是直接给定移动距离指定目标位置的编程方法,它是以刀具现在位置为基准的相对移动量。
绝对/增量编程方式可通过指令G90/G91选择,或通过改变地址选择;前者可以用于镗铣床控制的FS-0iMD、车床控制的FS-0iTD代码体系B和C;后者用于FS-0iTD代码体系A。通过改变地址选择绝对/增量编程时,如果程序中的位置以地址X、Z给定,代表绝对编程;如果程序中的位置以U、W给定,代表增量编程。绝对/增量编程在程序中混用。
以图2.3-1所示、刀具从起始点P1,移动到P2、P3点的快速定位(G00)为例,采用G90/G91编程时的程序如下:
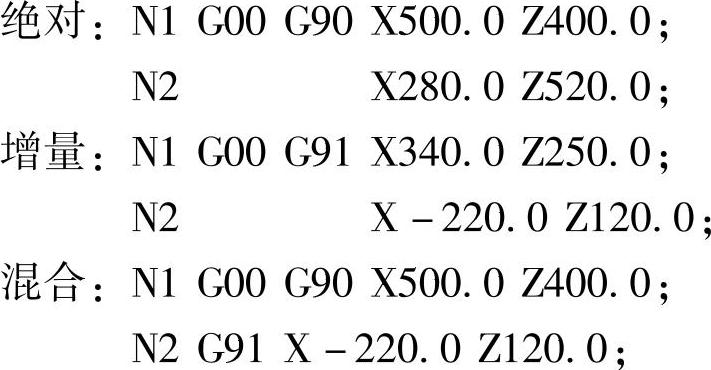
三者的效果相同。
采用FS-0iTD代码体系A编程的程序如下:

三者的效果相同。
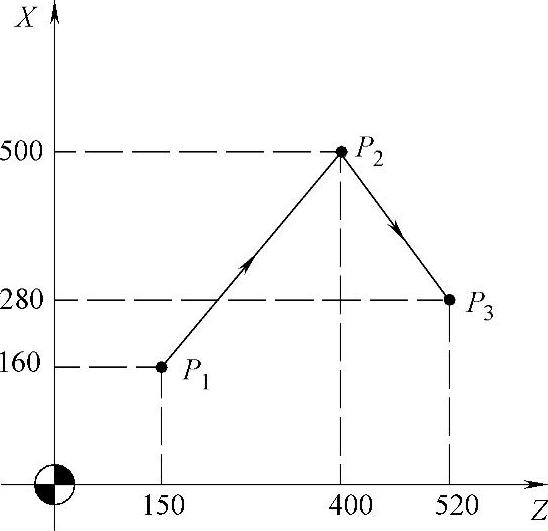
图2.3-1 绝对/增量编程
相关文章

PLC的软件由系统程序和用户程序组成。系统程序由PLC制造厂商设计编写,并存入PLC的系统存储器中,用户不能直接读写与更改。PLC是专门为工业控制而开发的装置。因此,这种编程语言为广大电气技术人员所熟知,是应用最广泛的PLC的编程语言,是PLC的第一编程语言。虽然各个PLC生产厂家的语句表形式不尽相同,但基本功能相差无几。只要转换条件满足,PLC就实现阶段转移,上一阶段动作结束,下一阶段动作开始。......
2025-09-29

SFC符号详细说明见表7-2。图7-15 SFC程序编辑画面运行输出顺序控制步步中的组成元素,一个块中最多建立2k步的程序,每个步内均无限制。......
2025-09-29

结构化编程有如下优点:1)程序只需生成一次,显著减少了编程时间。结构化编程就要涉及到FC和FB中使用局部存储区,使用的名字和大小必须在块的声明部分中确定,如图6-37所示。在FC5中编写程序,如图6-41a所示。......
2025-09-29

图3-43分拣单元步进控制流程图根据步进控制流程图,下面给出初始步、黑白检测步、分配物料槽步和物料入槽步的梯形图。图3-44分拣单元的初始步梯形图程序图3-45分拣单元的黑白检测步梯形图程序图3-46分拣单元的分配物料槽步梯形图程序图3-47分拣单元的物料入槽步梯形图程序3.程序的调试本工作任务的分拣要求并不复杂,但要准确判别工件属性、在目标料槽气缸中心位置平稳地推出工件,则需要进行细致的调试。......
2025-09-29

子程序调用可通过辅助机能M98代码进行,在M98指令中,子程序号由地址P规定。如“N15 M98 P30100;”为调用子程序O0100三次,而“N15 M98 P3100;”则表示调用子程序O3100一次。......
2025-09-29

变量可以灵活变化加工过程轨迹,用变量编程称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。表6-1 变量与引数赋值的对应方法之一表6-2 变量与引数赋值的对应方法之二宏程序调用及赋值 宏程序调用及赋值,见图6-7。......
2025-09-29
相关推荐