3.1.1零维模型对于湖库和流速小于0.1m/s的河流,采用零维水质模型计算纳污能力公式为:W=31.536[Cs(Q+q)-C 0Q+kC sV/86400]式中:Q为水功能区设计流量,m3/s;C 0为水功能区上断面污染物浓度,mg/L;k为污染物综合衰减系数,1/d;V为水功能区水体体积,m3;其它符号意义同前。......
2023-06-26
1.工件坐标系
建立工件坐标系的目的是为了方便程序编制。由于加工程序的编制需要根据零件图进行,为了便于计算、检查尺寸,一般希望能程序的坐标原点和零件图的尺寸基准统一。
由于机床坐标系的原点由机床生产厂家设定,因此,它很难做到与零件图的尺寸基准一致,为此需要根据零件图,重新建立新的编程坐标系,这一坐标系称为工件坐标系,亦称图纸坐标系。
为了便于变换零件或进行多零件的同时加工,CNC允许建立多个工件坐标系,不同工件坐标系可以同时存在于机床,加工时可通过不同的指令进行工件坐标系的变换。
如图2.2-4所示,工件坐标系和机床坐标系的坐标轴和方向必须统一,但原点可不同。建立工件坐标系就是要确定工件坐标系原点在机床坐标系上的位置。

图2.2-4 工件坐标系
2.工件坐标系的建立
FS-0iD建立工件坐标系的方法有以下两种:
1)对于无回参考点功能、不能建立机床坐标系的经济型、普及型数控机床,可通过手动操作,将刀具移动到特定的基准位置(对基准),然后以该点为基准,通过G92或G50指令,指定该点的坐标值,以此来建立工件坐标系。
2)对于有机床坐标系的数控机床,既可以通过上述方法,利用对基准操作和G92或G50指令,建立工件坐标系;也可以直接设定工件坐标系原点在机床坐标系上的位置(称为零点偏置),直接建立G54~G59或G54.1工件坐标系。
利用G92或G50设定的工件坐标系原点是“浮动”零点,它可根据需要随时改变,原点位置在CNC断电后一般不能记忆,故适合于单件加工。通过零点偏置设定的G54~G59工件坐标系原点固定不变,CNC断电后可以保持,在程序中可根据需要选用和转换,故适合于批量加工。
3.G92/G50工件坐标系设定
工件坐标系原点可通过G92或G50指令进行设定,指令G92用于镗铣类数控机床(FS-0iMD)或数控车床(FS-0iTD)的编程代码体系B、C,G50用于数控车床(FS-0iTD)的编程代码体系A,两者的使用方法、功能相同,指令格式如下:

G92或G50指令编程应注意以下几点:
1)G92、G50指令应在刀具完成基准位置定位后使用,指令中的x0、y0、z0是刀具现在位置(基准点)在所建立的工件坐标系上的坐标值,工件坐标系的原点要根据刀具现在位置、坐标值倒过来推出。
2)执行G92、G50指令,实质上是强制设定了CNC的当前位置值,因此,机床并不产生运动。
例如,如图2.2-5所示,假设执行G92指令前,刀具在基准点定位后,CNC的位置显示为(400,500),如在该点执行指令“G92 X200.0 Y250.0;”,其结果是机床不产生运动;但坐标系的原点被强制设定到点O1,原来的原点O0被撤销;CNC的现行坐标值自动变成为(200,250)。
3)G92/G50为单段有效指令,但所设定的工件坐标系保持,执行指令后的坐标值均为新工件坐标系的位置值。

图2.2-5 G92/G50工件坐标系设置
4.G54~G59工件坐标系设定
G54~G59工件坐标系原点设定,一般通过如图2.2-6所示的MDI操作进行。通过输入不同的零点偏置值,可在机床上建立G54~G59六个不同的工件坐标系。
所谓零点偏置就是工件坐标系原点在机床坐标系中的位置,修改零点偏置值即可改变工件坐标系原点。如图2.2-7所示,如果是在G55、G56工件坐标系上分别输入零点偏置(x1,y1)、(x2,y2),便可以建立图示的工件坐标系G55、G56。
在FS-0 iD上,零点偏置值也可通过后述的指令“G10 L2 P n X x0 Y y0 Z z0;”输入,零点偏置一经输入,只要不进行修改、删除,便可永久存在,所设定的工件坐标系也将保留。
5.工件坐标系选择
利用G92/G50设定的工件坐标系为临时坐标系,它在执行G92/G50指令后即生效,无需利用其他编程指令进行选择。
利用零点偏置所建立的工件坐标系G54~G59,需要用指令G54~G59进行选择。以G54为例,指令的格式如下:
G54 X x Y y Z z ;
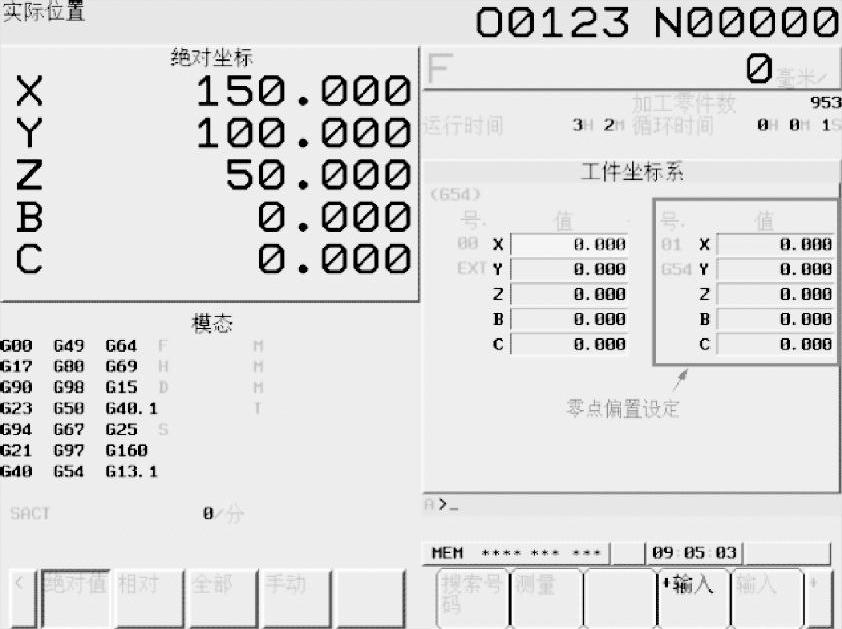
图2.2-6 零点偏置设定页面
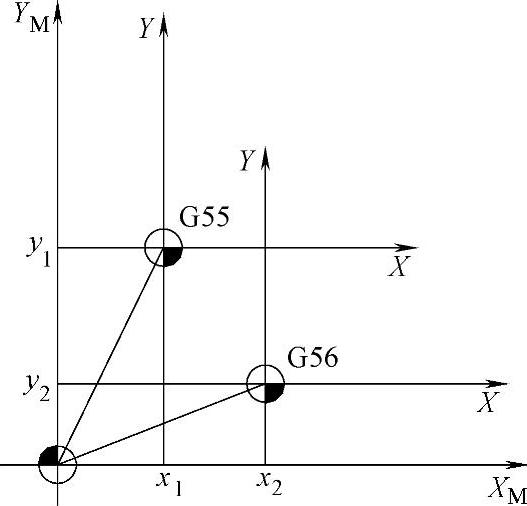
图2.2-7 G54~G59工件坐标系设置
执行指令可将刀具移动到工件坐标系G54的(x、y、z)点上,如果选择其他工件坐标系,只需将指令中的G54换成G55~G59即可。
G54~G59属于同组G代码,指令模态有效,因此,G54~G59工件坐标系在程序中可根据随时进行转换,但任意时刻只能是其中之一生效。
例如,假设G55、G56的零点偏置值分别为(100,200)、(200,80),执行以下程序段,刀具的移动轨迹如图2.2-8所示。
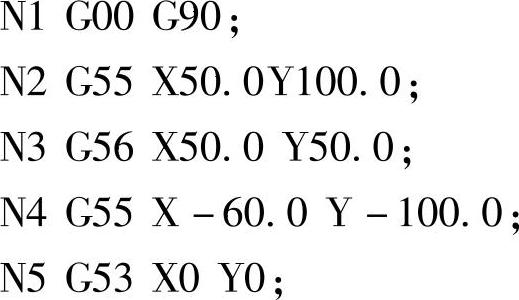
图2.2-8中的XM、YM为机床坐标系,程序中的G00为快速移动指令、G90为绝对编程(详见后述)。
6.扩展工件坐标系
对于镗铣类加工机床,由于工件种类多、安装灵活,为了满足多品种、小批量或多零件加工的需要,FS-0iMD系列CNC可在G54工件坐标系的基础上,增加48个扩展工件坐标系。扩展工件坐标系的原点设定方法与G54~G59相同,零点偏置值也可通过后述的指令“G10 L20 P n X x0 Y y0 Z z0;”指令输入。
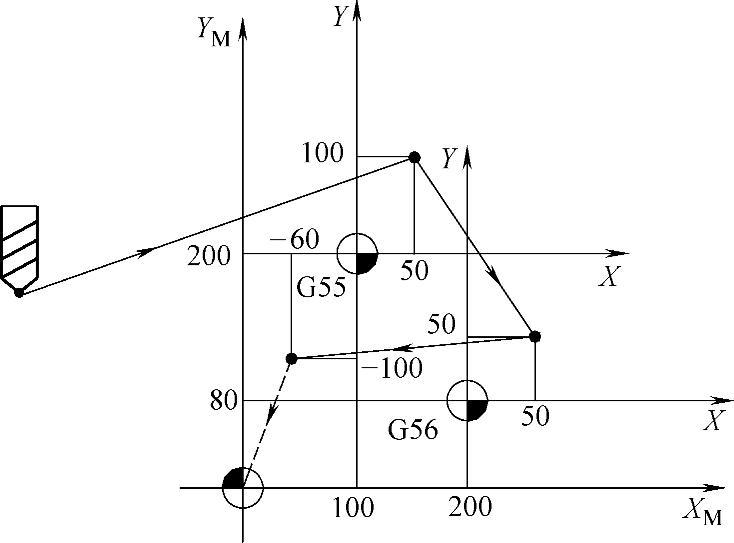
图2.2-8 工件坐标系的转换
FS-0iMD扩展工件坐标系可用指令G54.1或G54选择,指令格式如下:

n为扩展工件坐标系序号,可输入1~48。
7.局部坐标系
为了方便使用,FS-0iD可在G54~G59工件坐标系的基础上,利用指令G52创建一个子坐标系,这一子坐标系称为局部坐标系。局部坐标系只是对工件坐标系的补充,设定局部坐标系并不能改变原有的工件坐标系、机床坐标系的原点位置。
局部坐标系的原点可直接如下指定:

指令中的x、y、z为局部坐标系的原点在现行工件坐标系上的位置,它不考虑刀具补偿的影响。
局部坐标系一旦建立,只要不进行撤销或修改,在后续的程序中将保持有效。
局部坐标系可通过以下指令撤销:

以上指令实际上是将局部坐标系的原点重新设定到了工件坐标系原点上,相当于撤销了局部坐标系。此外,执行手动回参考点操作,或进行CNC复位(需要设定CNC参数),也可以清除已设定的局部坐标系。
有关FANUC-0iD编程与操作的文章

3.1.1零维模型对于湖库和流速小于0.1m/s的河流,采用零维水质模型计算纳污能力公式为:W=31.536[Cs(Q+q)-C 0Q+kC sV/86400]式中:Q为水功能区设计流量,m3/s;C 0为水功能区上断面污染物浓度,mg/L;k为污染物综合衰减系数,1/d;V为水功能区水体体积,m3;其它符号意义同前。......
2023-06-26

如果需要进行工件坐标系的零点偏置设定,应将机床操作面板上的存储器保护开关置OFF位置,取消存储器保护功能。2)按软功能键〖工件坐标系〗,LCD将显示图8.3-3所示的工件坐标系零点偏置页面。7)重复以上步骤3)~6),完成工件坐标系零点偏置设定。图8.3-4 工件坐标系的测量输入例3)选择MDI方式、按MDI面板的功能键显示偏置/设定页面。6)按软功能键〖测量〗,Z轴在工件坐标系上的位置即被确定。......
2023-06-25

零件在加工和测量时的基准,称为工艺基准。如图9-24所示,零件上两个方向的尺寸都是以两条中心线为基础划出的,这两条中心线即可作为两个方向的划线基准。划线基准的选择一般应遵循以下原则。2)根据毛坯件的形状特点,确定划线基准,尽量考虑与设计基准一致。......
2023-06-28
几种主要热喷涂工艺的涂层特征及相对成本见表4-3。表4-3 几种热喷涂工艺性能及成本比较4.以现场施工为出发点的选择原则以现场施工为出发点进行工艺选择时,应首选电弧喷涂,其次是火焰喷涂,便携式HVOF及小功率等离子喷涂设备也可进行现场喷涂施工。......
2023-06-18

各参数之间存在着相互依赖、相互制约的作用,因此应综合考虑各种参数以便进行合理的选择。虽然刀具材料的优选对于切削过程的优化具有关键作用,但是,如果刀具几何参数的选择不合理也会使刀具材料的切削性能得不到充分的发挥。在保证加工质量的前提下,能够满足刀具使用寿命长、生产效率高、加工成本低的刀具几何参数,称为刀具的合理几何参数。......
2023-06-29
以切槽刀为例讲解车刀几何参数的选择。阶梯轴材料为45钢,选择刀头材料为高速钢,采用焊接式结构。一般切断刀的主切削刃较窄、刀头较长,所以强度较差。副后角:切断刀有两个对称的、起减少摩擦作用的副后角,一般取1°~2°。......
2023-07-01
鱼浮是钓者用以观察的信号,因此,鱼浮要醒目,分量轻灵敏度高。常用的鱼浮有散子浮、单子浮、红白筒浮等几种。一根鱼线可串七八粒左右。不要太多,穿多了易看花眼,辨不清是波浪带动的,还是鱼咬钩振动的,浮子过多,提杆时容易溅起水声把鱼吓跑。此种鱼浮多用于远距离甩钩。此外,因天气的变化,水深水浅等,鱼浮的动荡也会有不同的变化。......
2023-07-05

工艺准备主要包括线工件准备、线电极准备、工作液选配和工艺参数的选择。因此,工件需经二次以上回火或高温回火。2)凸模的准备工序。凸模的准备工序,可根据凸模的结构特点,参照凹模的准备工序,去掉其中不需要的工序即可。②以外形和内孔分别作为校正基准和加工基准。在大多数情况下,外形基面在线切割加工前的机械加工中就已准备好了。表7-3列出了线径与拐角极限和工件厚度的关系。......
2023-06-26
相关推荐