图6.2-4 G代码输入页面图6.2-5 G代码文本说明在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用和键将所需要的数据输入到程序中。图6.2-6 G代码图形说明图6.2-7 M代码输入页面输入M代码数值(如01)并利用键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。......
2023-06-25
出于安全的考虑,在使用增量编码器的数控机床上,开机后一般需要通过手动回参考点操作,首先建立机床坐标系。在此基础上,可以通过G27~G30指令进行如下编程。
1.自动回参考点
FS-0iD最多可以设定4个参考点,第1参考点用来确定机床坐标系原点,它可通过手动回参考点操作或G28指令进行定位;第2~4参考点可以在机床坐标系建立后,通过G30指令进行定位;参考点的位置需要通过CNC参数PRM1240~1243进行设定。
回第1参考点的指令格式如下:

回第2~4参考点的指令格式如下:

指令中的x1、y1、z1给定的是回参考点时,刀具需要经过的中间点坐标值,n为参考点编号,第2、3、4参考点分别为2、3、4。设置中间点的目的是规定回参考点最后阶段的运动轨迹,防止机床回参考点时的碰撞。
执行G28、G30指令,刀具先从现行位置快速向中间点运动,然后再从中间点快速向参考点运动,定位完成后,CNC可输出“参考点到达”信号。G28/G30指令的动作如图2.2-3所示,G30指令只是参考点位置不同,其动作和G28相同。
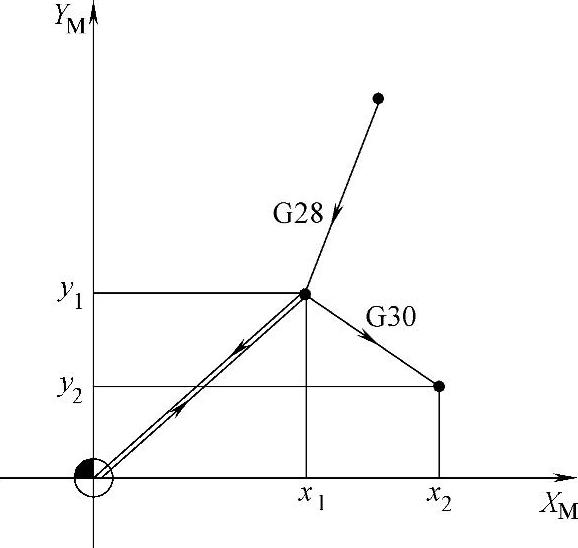
图2.2-3 G28/G30指令动作
G28/G30指令编程需要注意以下几点:
1)执行G28/G30指令将自动撤销刀具补偿。
2)G28/G30指令的中间点位置具有模态功能,因此,执行上述G28指令后,在后续的G28中可以不再指令中间点;或者只指定需要改变中间点的坐标轴位置。
3)G30原则上应在机床坐标系建立后使用。
4)中间点的坐标值可用绝对或增量编程的方式指定。
2.从参考点返回
通过G29指令,可以使刀具从参考点返回到加工区域,指令格式如下:

指令中的x2、y2、z2是刀具返回点的坐标值。执行G29指令的动作过程可参见图2.2-3,刀具先从参考点快速向G28/G30指令指定的中间点运动,然后再从中间点快速向程序段指定的终点(x2、y2、z2)运动,G29指令只能执行了G28/G30指令后使用。
如果在增量编程有效时使用G29指令,目标点的位置应是终点相对于中间点的增量值。
3.参考点检查
利用指令G27,可将刀具快速移动到指定点,并对定位点进行参考点检查,如果定位点是参考点,CNC输出“参考点到达”信号,否则显示P/S 092报警。
G27指令的格式如下:

指令中的x、y、z是刀具终点坐标值。
有关FANUC-0iD编程与操作的文章

图6.2-4 G代码输入页面图6.2-5 G代码文本说明在选择了G代码后,可继续利用地址、数字键输入坐标值,输入完成后用和键将所需要的数据输入到程序中。图6.2-6 G代码图形说明图6.2-7 M代码输入页面输入M代码数值(如01)并利用键确认,CNC即可显示图6.2-8所示的M代码的文本型帮助文件。......
2023-06-25

2)当G70循环加工结束时刀具返回到起点并读下一个程序段。参考程序如下:O0001;(程序号)N10G50X100.0Z120.0 T0101;N20M03S1000M08;图6-18 螺纹加工复合循环图6-19 车床编程例6-1图例6-2 已知工件毛坯为45mm×12mm×50mm,材料为45钢,T01为外圆车刀,T02为4mm车槽刀,T03为镗孔刀,T04为外螺纹车刀,用FANUC功能指令编制该工件的车削加工程序,如图6-20所示。图6-20 车床编程例6-2图参考程序如下:......
2023-06-25

2)数控铣床、加工中心类控制系统在编程时有多个工件坐标系可供选用。3)数控铣床加工中心类控制系统具有各种固定循环指令以适合镗、铣、钻、攻螺纹等工序的特点,大大方便了程序的编制。4)数控机床在加工轮廓及型面零件时,其编程很复杂,需要采用计算机辅助编程系统或是CAD/CAM系统来编制程序。......
2023-06-25

三菱电机公司Q系列PLC的指令可以分为顺序指令、基本指令、应用指令和特殊指令四大类。本章主要以梯形图编程方式介绍为主。此外,本书将在第7章介绍其他的编程方式,如SFC、FB、ST语言。指令是构成程序的基本要素,多数CPU模块的指令包括指令名部分和操作数部分:所谓指令名部分是指用特定符号表示指令的功能;操作数部分又分为源操作数和目标操作数、软元件数和传送数。......
2023-06-15

两类固定循环各分钻孔、攻螺纹和镗孔3种加工动作,其编程指令见表3.3-1。图3.3-2 绝对/增量编程的影响返回平面完成底平面动作后,进给轴的返回位置称为返回平面。在代码体系A上,返回平面通过CNC参数PRM5161.1设定选择,设定0时,返回到定位平面;设定1时,返回到参考平面R。......
2023-06-25

执行G00指令的刀具移动轨迹决定于CNC参数的设定。图2.4-1 直线插补G01指令格式如下:指令中的x、y、z含义与G00指令相同。G01指令的运动速度可通过F代码编程。G31P99/P98指令只能指定一个运动轴,否则CNC将出现P/S 015报警。......
2023-06-25
传送指令将累加器1中的内容写入目的存储区中,累加器1的内容不变。表3-2为寄存器间接寻址的区域标识位如果要用寄存器指针访问一个字节、字或双字,必须保证指针中的位地址编号为0。......
2023-06-18

执行G02、G03指令,可使刀具按规定的速度沿圆弧移动到终点,移动过程中刀具可进行切削加工。指令G17选择XY平面、G18选择ZX平面、G19选择YZ平面。图2.4-5 圆弧插补平面的定义a)镗铣机床 b)车削机床在不同的加工平面上,圆弧插补的方向G02、G03规定如图2.4-6所示。试编制在FS-0iTD代码体系A上,利用G50指令设置工件坐标系及使用绝对方式、半径编程实现零件车削加工的程序。......
2023-06-25
相关推荐