【摘要】:参考点是确定机床坐标系原点的参考位置,通过回参考点操作,可使坐标轴运动到参考点并精确定位,CNC将以参考点为基准,自动设定机床坐标原点。因此,执行回参考点操作、建立机床坐标系,通常是程序自动运行的前提条件。2)机床坐标原点可以和参考点重合、也可以是离参考点固定距离的点,可以在机床的运动范围之内、也可以在运动范围之外,其位置可通过CNC参数设定。
1.坐标系
为了能够通过加工程序中指定刀具运动,数控机床的刀具位置、移动轨迹都需要以笛卡儿坐标值、函数的形式描述,因此,编程时必须首先确定机床的坐标轴、方向和原点,建立坐标系。
根据标准规定,数控机床的坐标系采用右手定则的笛卡儿坐标系,坐标轴的方向应符合图2.2-1所示的规定。图中的直线轴、回转轴的方向均是刀具的运动方向,如机床的刀具固定、工件运动时,工件的运动方向应与图示的方向相反。
2.坐标轴和方向
数控机床的坐标轴和运动方向的规定如下:
1)Z轴。刀具在主轴轴线平行方向上的运动为Z轴,刀具远离工件的方向为Z轴正向,如机床有多个主轴或无主轴,则以垂直工件安装面的轴为Z轴。
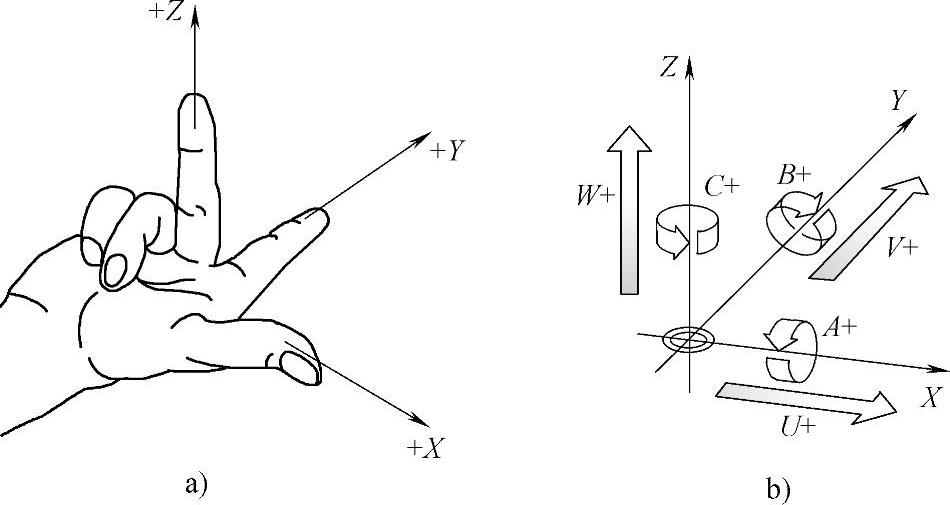
图2.2-1 数控机床的坐标系
a)直线轴 b)回转轴
2)X轴。刀具沿工件安装平面的主要运动为X轴,它与Z轴垂直、平行于工件安装面。在数控车床、磨床等工件回转的机床上,刀具沿工件的轴向运动为Z轴、径向运动为X轴,刀具远离工件的方向为正向。
3)Y轴。在Z、X轴确定后,通过右手定则确定。
4)回转轴。绕X轴回转的坐标轴为A、绕Y轴回转的坐标轴为B、绕Z轴回转的坐标轴为C,方向通过右手螺旋定则决定。
5)附加轴。平行于X轴的直线运动轴为U;平行于Y轴的直线运动轴为V;平行于Z轴的直线运动为W;U、V、W轴的方向与X、Y、Z轴一致。
图2.2-2所示为几种常见数控机床的坐标轴和方向示意图。
3.坐标原点和参考点(https://www.chuimin.cn)
坐标轴和方向确定后,只要确定坐标原点,就能建立坐标系。数控机床的坐标系有两种,一是原点固定的机床坐标系,二是原点可变的工件坐标系;前者决定机床参数,后者为了方便编程,两者的坐标轴名称和方向相同,但原点位置可以不同。
机床坐标系原点位置由机床生产厂家决定,它需要通过“回参考点”操作建立,这就是说,只有在具备“回参考点”功能的机床上,才能建立机床坐标系。出于自动换刀、工作台交换等的控制需要,部分数控机床可能有第2、第3、第4参考点,这些参考点只是为了进行自动换刀、工作台交换而设定的固定位置,它们与建立机床坐标系无关,且只能在机床坐标系建立后才能使用。
参考点是确定机床坐标系原点的参考位置,通过回参考点操作,可使坐标轴运动到参考点并精确定位,CNC将以参考点为基准,自动设定机床坐标原点。通过回参考点操作建立的机床坐标系具有如下特点:
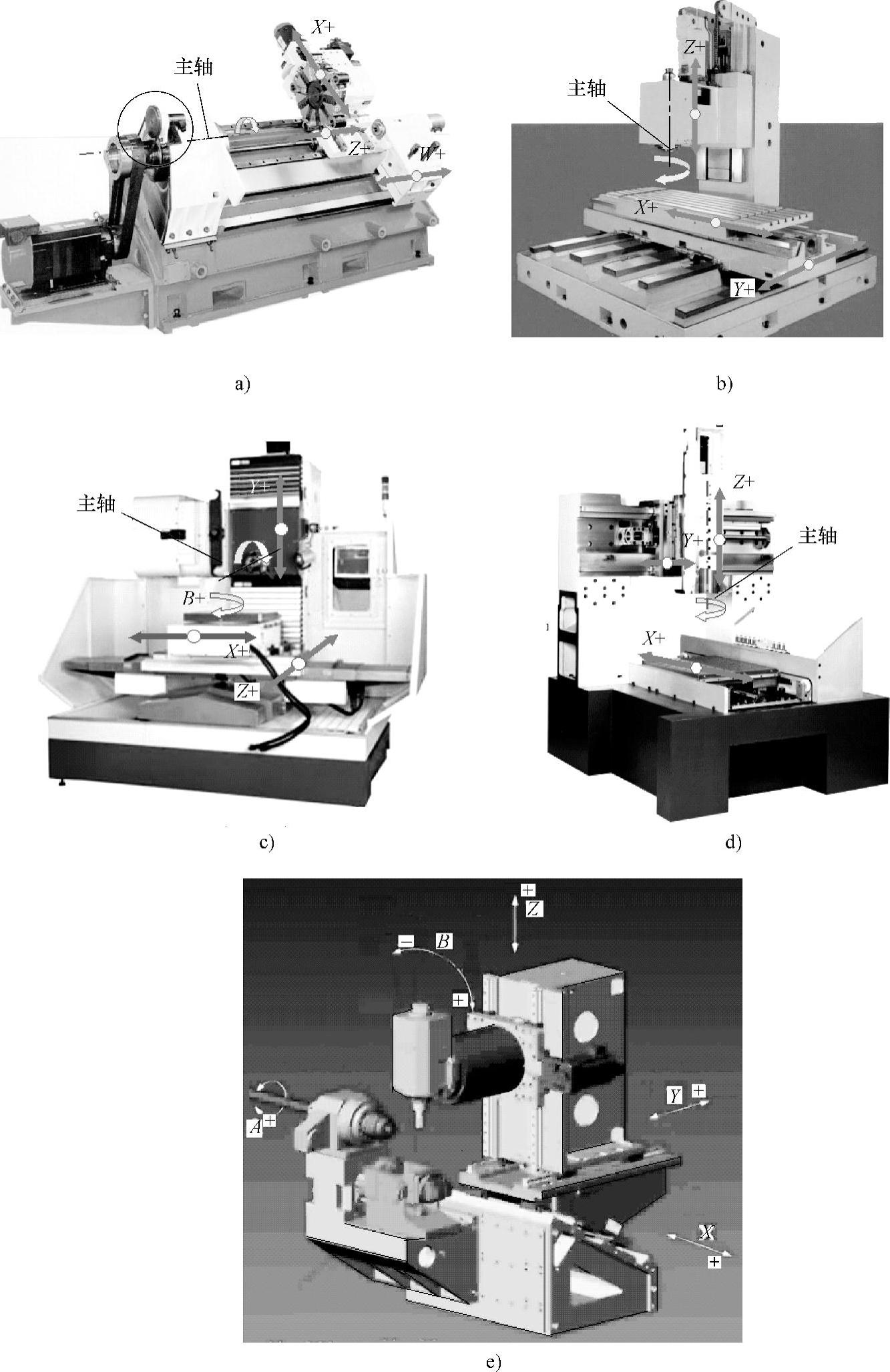
图2.2-2 常见机床的坐标系
a)数控车床 b)立式数控镗铣床 c)卧式数控镗铣床 d)龙门数控镗铣床 e)5轴加工机床
1)如不改变参考点位置,机床坐标系原点固定不变,因此,机床的软件限位、加工区保护、自动换刀等,都需要以机床坐标系为基准。因此,执行回参考点操作、建立机床坐标系,通常是程序自动运行的前提条件。
2)机床坐标原点可以和参考点重合、也可以是离参考点固定距离的点,可以在机床的运动范围之内、也可以在运动范围之外,其位置可通过CNC参数设定。
3)机床坐标原点不能通过编程指令改变,如果使用绝对编码器,CNC断电后,原点仍然就可保持不变,因此,这样的机床不需要在每次开机时,执行回参考点操作。
4)无“回参考点”功能的经济型、普及型数控机床不能建立机床坐标系,这些机床只能设定工件坐标系。
4.机床坐标系的选择
通过回参考点操作建立的机床坐标系,可用G53指令选择,指令格式如下:

执行指令可将刀具移动到机床坐标系的(x、y、z)点上。G53指令只能在机床坐标系建立后才能使用,指令中的x、y、z应采用绝对编程(G90)。G53为单段有效指令,如后续的指令中不再编写G53,将回到原来的工件坐标系上。执行G53指令将自动撤销刀具补偿。






相关推荐