代码的类型是指代码符号的表示形式,一般有数字型、字母型、数字字母混合型。因此字母型代码常用于分类对象较少的情况。代码的种类可以分为以下几种。1)表4-1中国民族名称代码表中的字母代码就是采用助记码的形式。......
2023-11-23
1.程序与编程
数控机床是一种根据加工程序,进行高效、自动加工的设备。为了使CNC能根据零件加工的要求,控制机床动作,必须将这些要求以CNC能够识别的指令告知CNC,这些指令的集合称为数控加工程序,简称程序。编写程序的过程称为编程。
加工程序不仅关系到能否加工出合格的零件,而且还影响到加工精度、加工效率,甚至设备的安全。理想的加工程序,不仅要保证加工零件符合图样要求,且还应充分利用CNC功能,使加工程序简洁、高效。
编程方法有手工编程和自动编程两种。所谓手工编程,是指从分析图样、确定工艺、计算坐标、编制程序、输入程序、校验程序等全部工作都通过人工完成。手工编程不需要专门设备,程序容易阅读和检查,但对于轮廓复杂的工件,其轨迹的计算会十分困难与费时,因此,它适合于加工批量大、轮廓简单的零件加工。
所谓自动编程,是指程序编制的大部分或全过程都由计算机完成。自动编程可以解决手工编程无法完成的复杂零件轨迹计算,适合于复杂零件的编程。自动编程的方法主要有语言式和图形交互式两种,前者是以高级语言表示全部加工内容,计算机通过批处理一次性处理、生成加工程序;后者是通过人机对话,利用CAD/CAM功能自动生成加工程序。为了提高编程效率,先进的CNC中一般都具备对话式编程、引导编程、蓝图(轮廓)编程等功能。
2.程序字与格式
程序字又称指令代码,它是组成程序的基本单位。在CNC上,把程序中的英文字母和字符,如X、Y、Z、A、B、C、%等,称为地址;将数字0~9和小数点、+/-号称为数字;地址和数字的组合称为程序字。通常而言,不同地址代表不同类指令,后缀的数字用来区分同类指令。
程序字的使用需要注意以下几点:
1)程序字是程序的本单位,一般来说,程序中不应该(或不允许)使用单独的地址或数字;程序字中的字母与数字的先后次序不可颠倒。
2)CNC对程序字的格式有规定的要求,这一格式称为CNC的输入格式,CNC无法识别不符合格式要求的代码。表2.1-1所示为FS-0iD的输入格式一览表,这一格式对于FS-0iD的所有规格都适用。
表2.1-1 FS-0iD输入格式一览表

使用时应注意,表2.1-1中的输入范围只是CNC允许的范围,它不是机床实际可达到的参数,故编程时必须根据机床的工作台移动范围、刀具数、最高主轴转速、快进速度等,来确定程序参数的范围。
3.程序的组成
以下是一段最简单的FS-0iD加工程序。

从该程序可见,程序以O0001开头、M30结束,每一行以“;”作为分行标记。这里的O0001称为程序号;M30(或M02)称为结束标记;每一行程序代表一条独立的指令,称为一个程序段。程序号、结束标记、程序段是加工程序的三要素。
(1)程序号
程序号是加工零件的代号,它应位于程序的开始位置,并占一单独的程序段。程序号可由地址O或%后缀若干位数字组成,在部分CNC中,程序号还可直接用文件名(如%TEST1等)代替。在同一CNC中,程序号不可重复。
在FS-0iD上,程序号O9999、O-9999、O0000等通常用于换刀、工作台交换等特殊动作的控制,这些程序一般由机床生产厂家编制,机床用户应尽量避免使用。
(2)结束标记
程序结束标记代表着一个加工程序的结束,它应位于程序的最后,并占一单独程序段。主程序的结束标记用辅助机能代码M02或M30表示,子程序的结束标记用M99表示。
(3)程序段
程序段是加工程序的主体,其长度和数量原则上只受CNC存储器容量的限制。程序段由N及后缀的数字——顺序号或程序段号开头、以CR或LF结束,实际使用时,一般以符号“;”来表示CR或LF。
一个完整的加工程序段,除程序段号、结束标记外,其主体部分应具备图2.1-1所示的基本数据,即为了将刀具从P1点移到P2点,必须在程序段中明确以下几点:
1)移动的目标是那里?——终点坐标。
2)沿什么样的轨迹移动?——准备机能。
3)移动速度要多快?——F代码。
4)选择哪一把刀移动?——T代码。
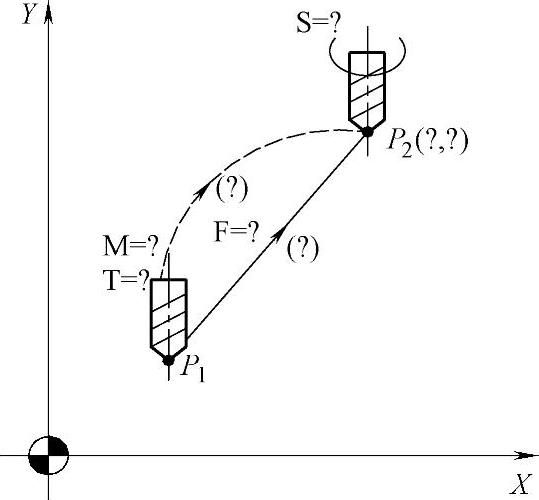
图2.1-1 程序段的基本组成
5)切削速度是多少?——S代码。
6)机床还需要辅助哪些动作?——M代码。
如对于程序段:
N10 G90 G01 X100.0 Y100.0 F100 S300 T01 M03;
其移动目标为X100、Y100;移动轨迹为直线(G01插补);移动速度为100mm/min(F100);刀具为1号刀(T1);主轴转速为300r/min(S300,切削速度V=πD·S,D为刀具或工件直径);机床辅助动作为主轴正转(M03)。
在实际加工程序中,对于复杂的轮廓运动,有时还需要更多的参数,如
N5 G91 G02 X100.0 Y100.0 I50.0 J0 F100 S300 T1 M03;等。
程序段中的程序字排列次序一般应为N、G、X/Y/Z、插补参数、F、S、T、M。其中,用来确定运动轨迹的准备机能代码G,在一个程序段中可能有多个;但其他代码一般都只编写一个,以提高程序的可靠性。
程序段号在程序中只起到指示跳转、检索位置的作用,它在同一程序内原则上不应重复使用。程序段号不一定按从小到大的次序编写,也可省略,省略段号的程序段不能作为跳转或检索的目标位置。
为了便于对程序段的执行进行控制,N号前面还可加符号/、/1~/8,如“/N100 G00X100 Y100;”这样的程序段称为可跳过程序段,它可通过操作面板控制CNC的“程序段跳过”信号,选择正常执行或是忽略(跳过)这些程序段。
4.模态代码
根据以上程序段的要求,为保证动作的正确执行,每一程序段都需要有终点坐标、准备机能、F/S/T/M代码等,这样必将出现大量指令的重复,使程序十分冗长。为此,在CNC中规定了这样一些代码指令:它们在某一程序段上执行后,可一直保持有效,直到被撤销,这些代码称为模态代码或模态指令。反之,仅在编入的程序段中有效的代码,则称为单段有效代码或单段有效指令。
模态代码和单段有效代码有CNC生产厂家规定,一般而言,绝大多数G代码及所有坐标位置代码、S/F/T/M代码均为模态代码。
5.代码分组和开机默认
模态代码大大简化了加工程序,但由于它持续有效,故必须有相应的撤销指令,因此,需要进行代码分组。所谓代码分组,就是将CNC不可能同时执行的代码指令归为同一组,这样的代码有相互取代的作用,以此来改变模态代码的状态。同组代码在一个程序段中只能有一个生效,一般而言,编入两个以上同组代码时,最后输入的代码有效;但不同组代码在程序段中可编入多个。
为了防止编程时的遗漏,CNC也像计算机一样,在每组的模态代码中选择一个,作为开机默认代码,此代码在开机或CNC复位时可自动生效。这些代码在开机或复位状态下执行加工程序时,即使在程序中没有编写,也同样有效。
FS-0iD的模态代码、单段有效代码、代码分组、开机默认代码可参见本书第3章和第4章。
有关FANUC-0iD编程与操作的文章

代码的类型是指代码符号的表示形式,一般有数字型、字母型、数字字母混合型。因此字母型代码常用于分类对象较少的情况。代码的种类可以分为以下几种。1)表4-1中国民族名称代码表中的字母代码就是采用助记码的形式。......
2023-11-23

(二)核酸及核酸类药物的分类1.核酸的分类根据化学组成不同,可将核酸分为核糖核酸和脱氧核糖核酸两大类。在酸性溶液中,DNA、RNA和核苷酸分子上的嘌呤易水解,分别成为具有游离糖醛基的无嘌呤核酸和磷酸酯。......
2023-06-24

1)分类机务段是客货共线铁路最主要的机务设施。机务折返段机务折返段设在机车返程站上,不配属机车,机车在折返段进行整备和检查,乘务组在此休息或驻班,如图2.6 所示。机务折返段不设检修设施。机车肩回式运转时,机车的主要整备设施应在机务段内;循环运转时,机车的主要整备设施可设在机务折返段内,如经过技术经济比选认为合理时,也可在机务段所在站到发线上设置必要的整备设施。......
2023-08-21
图5.3-2 刀具半径补偿程序段的处理3.预处理禁止宏程序中的M00/M01/M02/M30程序段、G53机床坐标系选择程序段、G31跳步切削程序段将禁止宏程序段的预处理,CNC必须在完成NC程序段处理后,才能进行下一程序段的处理。......
2023-06-25
图1.2分支结构图3.循环结构循环结构可以减少源程序重复编写的工作量,提高程序处理复杂数据的能力,这也是程序设计中最能发挥计算机特长的程序结构。图1.3C语言程序结构......
2023-11-18

以数控车床G代码体系A为例,通常可以采用如下的程序基本格式。当使用G50建立工件坐标系时,其程序段格式为:N4的作用是建立工件坐标系,N5的作用是使刀具进入工件坐标系、生成刀具偏置,并靠近加工表面、主轴旋转,作好加工准备。......
2023-06-25

电压表按其工作原理和读数方式分为模拟式电压表和数字式电压表两大类。模拟式电压表按不同的分类方式又分为以下几种类型。所以,测量机构(表头)、测量线路及转换开关是模拟式电压表不可缺少的组成部分。......
2023-06-22

相关推荐