在Q系列PLC基板上安装、使用的各种模块中,除CPU、电源、数字式I/O模块外的其他模块叫做智能功能模块。例如,用于模拟信号的I/O控制、与各种网络连接设备之间的通信控制以及定位控制的模块等都是智能功能模块。智能功能模块在处理I/O位信号的同时,还处理字信息。表2-8 Q系列PLC常见的智能功能模块一览表(续)(续)......
2023-06-15
1.系列与型号
FS-0i系列CNC是FANUC公司为5轴以下、大批量生产的数控机床,所开发的实用型数控系统,产品在国内外普通型数控机床上得到了极为广泛的应用。根据产品开发时间与结构,FS-0i至今共推出了FANUC 0i-MODEL A(FS-0iA)、FANUC 0i-MODEL B(FS-0iB)、FANUC 0i-MODEL C(FS-0iC)及最新的FANUC 0i-MODEL D四大系列。
根据CNC的功能,FS-0i系列CNC有“扩展型”与“精简型”两种规格,后者需要在型号中加“Mate”,如FS-0i Mate MC、FS-0i Mate TD等。
FS-0i系列CNC的型号一般表示方法如下:
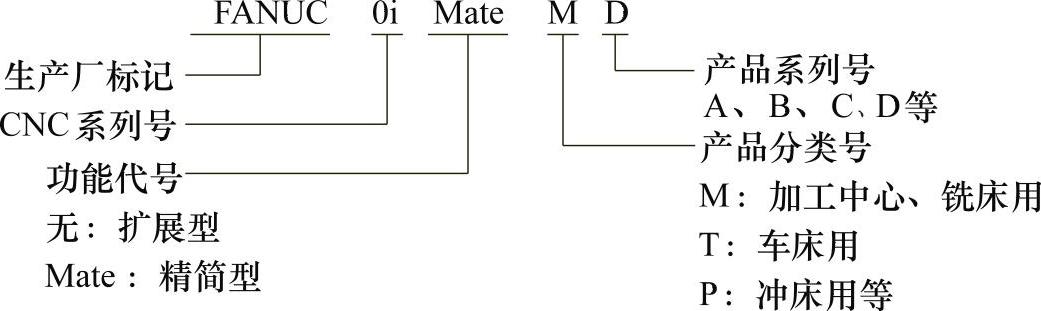
FS-0 iA、FS-0 iB与FS-0 iC、FS-0 iD的硬件与软件、结构均有较大的区别,性能依次提高,但其操作、编程方法类似。在产品结构上,FS-0 iA/B采用的是MDI/LCD单元与CNC分离型结构,CNC单元独立安装;FS-0 iC、FS-0 iD采用的是MDI/LCD/CNC集成一体化结构,其安装更方便、体积更小。在网络技术应用上,FS-0 iA仅I/O单元采用了I/O-Link总线链接,但CNC与伺服驱动器间仍使用传统电缆连接;FS-0 iB/C/D增加了FANUC高速串行伺服总线FSSB,CNC和伺服驱动器实现了总线链接。在配套驱动上,FS-0 iA只能采用电缆连接的α系列驱动器;FS-0 iB/C/D可采用FSSB总线链接的αi/βi系列驱动器。
精简型FS-0i Mate与扩展型FS-0i的区别,主要体现在硬件扩展和功能上,FS-0i Mate的主板无安装扩展模块的接口,故不能增加通信接口、数据服务、附加轴控制、附加主轴控制等扩展模块,也不能选择10.4in彩色LCD显示器等部件;例如,FS-0i Mate MD的最大控制轴数为4轴、而FS-0i MD可选择第5轴控制功能等。在PMC功能上,FS-0i Mate的内置式PMC不可扩展,其I/O点数较少、PMC程序容量较小,例如,FS-0i Mate D的PMC最大I/O点为256/256点、程序容量8000步、基本指令执行时间为1μs,FS-0i D的PMC最大I/O点为2048/2048点、程序容量为32000步、基本指令执行时间为0.025μs等。此外,FS-0iMate也不能选择多通道控制、同步轴控制、倾斜轴控制等特殊功能。
2.FS-0iD的组成
FS-0 iD(包括FS-0 i Mate D,下同)的基本组成可参见1.2节图1.2-5。从传统CNC的角度看,FS-0 iD由MDI/LCD/CNC单元、机床操作面板、伺服驱动器、I/O单元等部件组成。从网络控制的角度看,FS-0 iD由MDI/LCD/CNC单元、I/O-Link网络、FSSB网络组成;扩展型的FS-0 iD还可增加以工业以太网接口,使得CNC成为工业以太网的从站。
(1)MDI/LCD/CNC单元
FS-0iD的MDI/LCD/CNC集成单元有图1.3-2所示的水平布置8.4in LCD和垂直布置8.4in LCD两种基本规格;也可选择图1.3-2c所示的10.4in LCD/CNC单元加分离型MDI面板的组合。
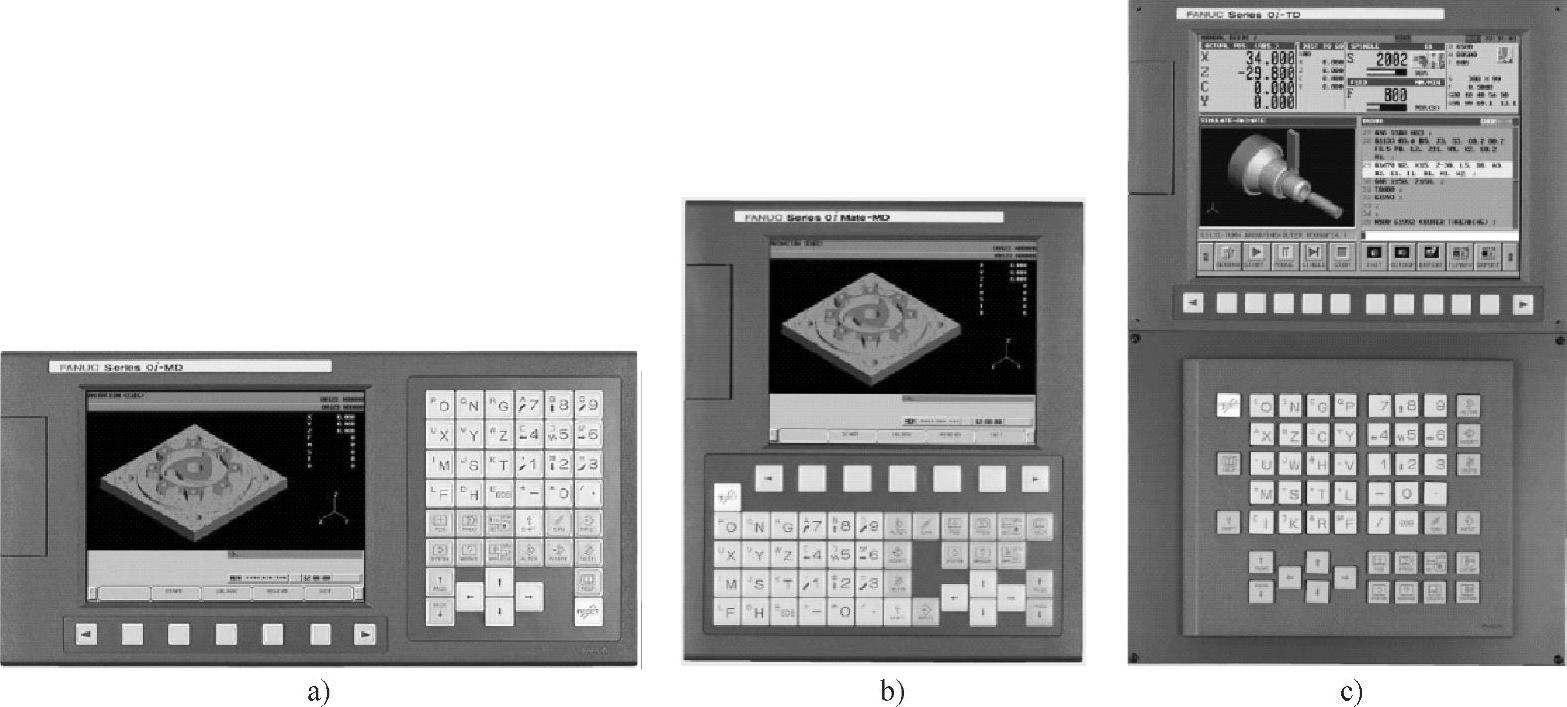
图1.3-2 I/O-Link从站
a)8.4in水平布置 b)8.4in垂直布置 c)10.4in分离型
(2)I/O-Link网络
I/O-Link网络的主站(Master)为CNC集成的PMC,I/O-Link网络从站(Slave)可以选择图1.3-3所示的带I/O-Link接口的FANUC机床操作面板、I/O单元、分布式I/O单元、βi系列I/O-Link驱动器等。

图1.3-3 I/O-Link从站
a)FANUC机床操作面板 b)I/O单元 c)分布式I/O d)βi-I/O-Link驱动
(3)FSSB网络
FSSB网络的主站就是CNC,FSSB从站可选择如图1.3-4所示的αi/βi系列驱动器、βi伺服驱动器、外置式测量接口单元等。
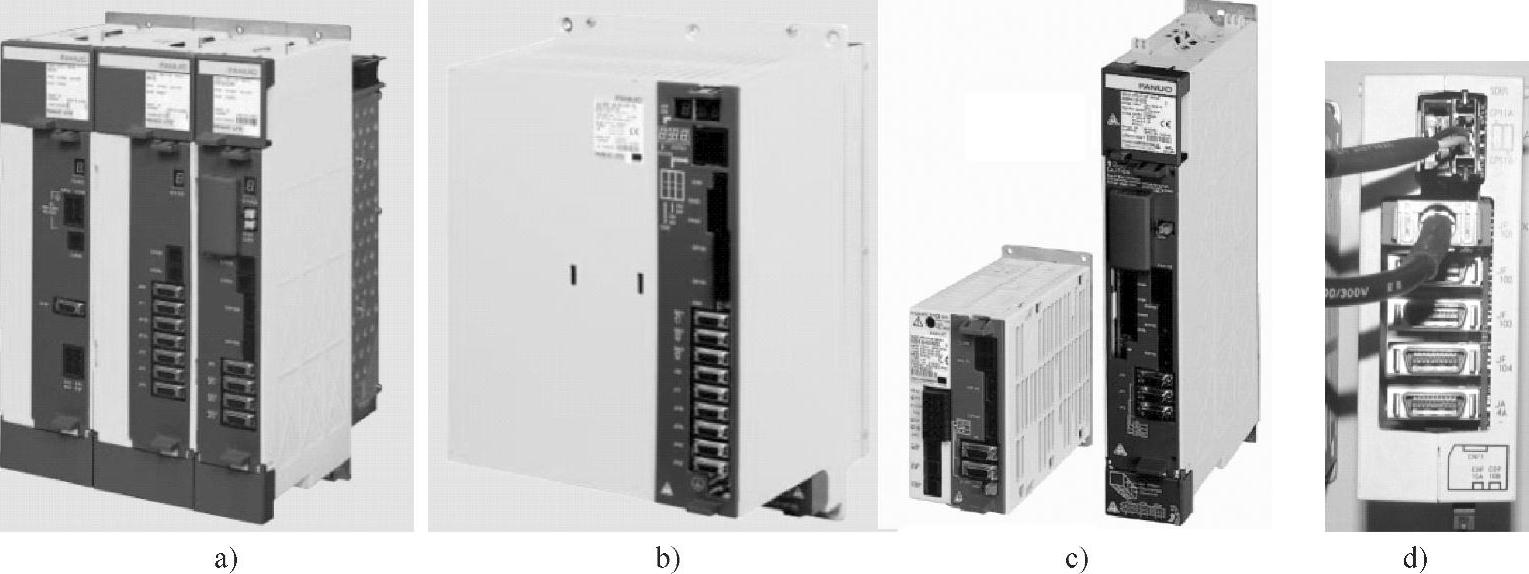
图1.3-4 FSSB从站
a)αi驱动器 b)βi驱动器 c)βi伺服 d)测量接口
有关FANUC-0iD编程与操作的文章

在Q系列PLC基板上安装、使用的各种模块中,除CPU、电源、数字式I/O模块外的其他模块叫做智能功能模块。例如,用于模拟信号的I/O控制、与各种网络连接设备之间的通信控制以及定位控制的模块等都是智能功能模块。智能功能模块在处理I/O位信号的同时,还处理字信息。表2-8 Q系列PLC常见的智能功能模块一览表(续)(续)......
2023-06-15
与以前的测试函数集不同的是,WFG工具包允许算法的设计者通过一系列可组合的转换函数来控制测试问题的特性。为此,WFG工具包提供了各种预定义的形状函数和转换函数。“”表示利用转换函数创建另一向量。通过上述标准化的构造过程可以构造出一个WFG测试问题的实例,并且可以使得实例满足多种用户定义的问题特性和特定的几何结构。......
2023-11-26

人工智能企图了解智能的实质,并生产出一种新的能以人类智能相似的方式做出反应的智能机器。近年来,人工智能领域又活跃起来,成为最炙手可热的领域之一。当前,跨媒体计算尚处发展萌芽状态,可望形成新一代AI的重要领域。......
2023-06-28

BKSF-□2A系列微电脑控制柜与BKSF-□2系列低压水轮发电机控制柜不同之处在于由STK-W-3型微电脑控制器代替BKQ准同期并网器,其它部分完全一样。表1-29BKSF-□2A 系列微电脑控制柜规格一边调整励磁电流使功率因数满足要求,一边按增负荷按钮,逐渐增大机组动力至额定值。......
2023-06-20

图1.2-1 数控系统的组成数控系统的基本组成如图1.2-1所示。数控装置的作用是将外部输入命令转换为控制信号,以控制设备各部分的运动。此外,在全闭环控制的数控机床上,用于直接位置测量的光栅、编码器等也是数控系统的基本部件。......
2023-06-25

数控机床一般有手动、程序编辑和自动运行三类操作方式,操作方式可通过机床面板上的按钮、按键选择,通过CNC的控制实现,不同操作方式的作用简述如下。1)存储器运行:存储器运行是利用CNC存储器上的加工程序,控制机床自动运行的操作。在MDI方式下,还可以进行CNC、PMC的参数设定、编辑等操作。机床锁住时,机床不产生实际运动,但CNC的程序、位置显示正常变化,以此可以检查机床的运动轨迹。......
2023-06-25
图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25

相关推荐