四世纪初罗马皇帝君士坦丁正式公开承认基督教,在弥撒典礼中需要用到葡萄酒,助长了葡萄树的栽种。《圣经》中521次提及葡萄酒。但是新世界葡萄酒国家打破了传统的人工的方式,将工业化带入葡萄酒的生产中。开始实行大规模、机械化的葡萄种植和葡萄酒生产。虽然各国的“禁酒期”不同,但对于葡萄酒行业的打击几乎都是毁灭性的。......
2023-06-21
1.产品发展
FANUC公司是全球最大、最著名的CNC生产厂家,其产品以可靠性著称,技术水平居世界领先地位,产品占全球CNC市场的30%以上。
FANUC公司的主要产品生产与开发情况大致如下:
1956年:开发了日本第一台点位控制的NC(控制器件为电子管,驱动为电液脉冲马达)。
1959年:开发了日本第一台连续控制的NC(控制器件为电子管,驱动为电液脉冲马达)。
1960年:开发了日本第一台开环步进电动机直接驱动的NC。
1966年:采用集成电路的NC开发成功。
1968年:全世界首台计算机群控数控系统(DNC)开发成功。
通过以上研究与产品开发,到了1974年FANUC公司的NC市场占有率已经位居世界第一;但是,当时该公司在开发低噪声、大扭矩电液脉冲马达时遇到困难,使得公司决定从美国GETTYS公司引进直流伺服电动机的制造技术,并开始进行商品化与产业化。
FANUC公司这一决策直接推动了数控技术的全面进步,在数控系统上从此开始了纯电气驱动代替了液压驱动,闭环控制代替了开环控制的历程。
1975年:与SIEMENS公司签订了10年的产品合作协议。
1976~1977年:开发了第一代闭环CNC系列产品FANUC 5/7系统、FANUC直流伺服电动机与直流主轴电动机系列产品,5/7系统可以实现4轴控制/3轴联动,功能较丰富,已经可以满足绝大部分数控机床的控制要求。
1979年:开发了第二代闭环数控系统系列产品FANUC 6系统,该系统可以实现5轴控制/4轴联动,CNC功能已经与目前一般使用的CNC无太大差别;FANUC公司也逐步开始在NC技术上引领世界潮流。
1980~1982年:开发了第二代闭环功能精简型数控系统系列产品FANUC 3系统、FANUC交流主轴电机与交流伺服电机系列产品;CNC的性能价格比较高;驱动器应用了磁场矢量控制理论,开始了交流伺服驱动全面代替直流伺服驱动的革命。
1984年:开发了第三代闭环数控系统系列产品FANUC 10/11/12系统,该系列产品率先采用了光缆通信等新技术,CNC可以实现5轴控制/5轴联动,功能十分丰富,并成为了FANUC在此后多年产品开发的基础,即使在今天,10/11/12系列CNC的功能仍然不显落后。
1985年:开发了第三代闭环功能精简型数控系统系列产品FANUC 0系统,FANUC 0是FANUC历史上开发最为成功的系统之一,CNC不仅可靠性大幅度提高,而且在性能价格比上领先于同类产品。
1986年:开发了使用MMC(Man Machine Communication,人机交互)技术的FANUC00/100/110/120系列CNC与数字伺服驱动系列产品,数字伺服技术开始在数控系统上得到全面应用。
1987年:开发了FANUC 15系列CNC,该系列CNC在最大配置的情况下,可以实现24轴控制/24轴联动,CNC的技术水平在当时达到了前所未有的高度。而随后几年(1987年~1994年)所做的工作主要是对FANUC 15系列CNC进行的功能精简与提高性能价格比,相继开发的产品有FANUC 16系列CNC(18轴控制/6轴联动)、FANUC 18系列CNC(10轴控制/4轴联动)、FANUC 20系列CNC(8轴控制/4轴联动)、FANUC 21系列CNC(6轴控制/4轴联动)、FANUC 22系列CNC(4轴控制/4轴联动)等。
1995~1998年:开始在CNC中应用IT的网络与总线等技术,开发了i系列CNC产品,如FANUC 15i/150i-MODEL A、FANUC 16i/18i/21i-MODEL A、FANUC 160i/180i/210i-MODEL A、FANUC 15i/150i-MODEL B等。
2000年:开发了FANUC 0i-MODEL A(控制轴数/联动轴数为4/4轴)、FANUC 16i/18i/21i-MODEL B(最大控制轴数/联动轴数分别为8/6、8/5、5/4轴)、FANUC 160is/180is/210is-MODELB和FANUCαi系列、β系列数字伺服等驱动产品。
2002年:开发了可用于5轴联动加工的FANUC 16 i/18 i/21 i-MB5及FANUC 0 i-MOD-EL B、FANUC 0 i-Mate A(控制轴数/联动轴数为3/3轴)系列CNC、βi系列数字伺服驱动。
2003~2005年:相继开发了FANUC 30i/31i/32i-MODEL A、5轴加工用FANUC 30i-MODEL-A5及FANUC 0i/0i-Mate-MODEL C系列CNC、αis系列数字伺服驱动。
2005~2007年:相继开发了5轴联动加工用FANUC 31i/32i-MODEL-A5与使用MMC(人机界面)的FANUC 300i/310i/320i-MODEL A、FANUC 300is/310is/320is-MODEL A、FANUC 31i/310i/310is-MODEL-A5系列CNC。
2008~2011年:相继开发了5轴联动加工用FANUC 31i-MODEL-B5,FANUC 30i/32i-MODEL–B,FANUC 35i-MODEL-B系列CNC及FANUC 0i/0iMate-MODEL D系列CNC。
2.产品与技术
FANUC-0i/0iMate-MODEL D系列数控系统(简称FS-0iD)是日本FANUC公司最新开发、目前国际国内市场用量最大、可靠性最高的数控系统,是FANUC当前的主要产品,它可以满足绝大多数5轴以下数控机床的控制要求,产品销售最大,在国内外市场使用最广泛,本书将在后续的内容中,对其进行全面的介绍。
FANUC 30i系列CNC是为了适应世界机床行业技术发展,而开发的高速、高精度、五轴加工用数控系统,其产品性能居当今世界领先水平。
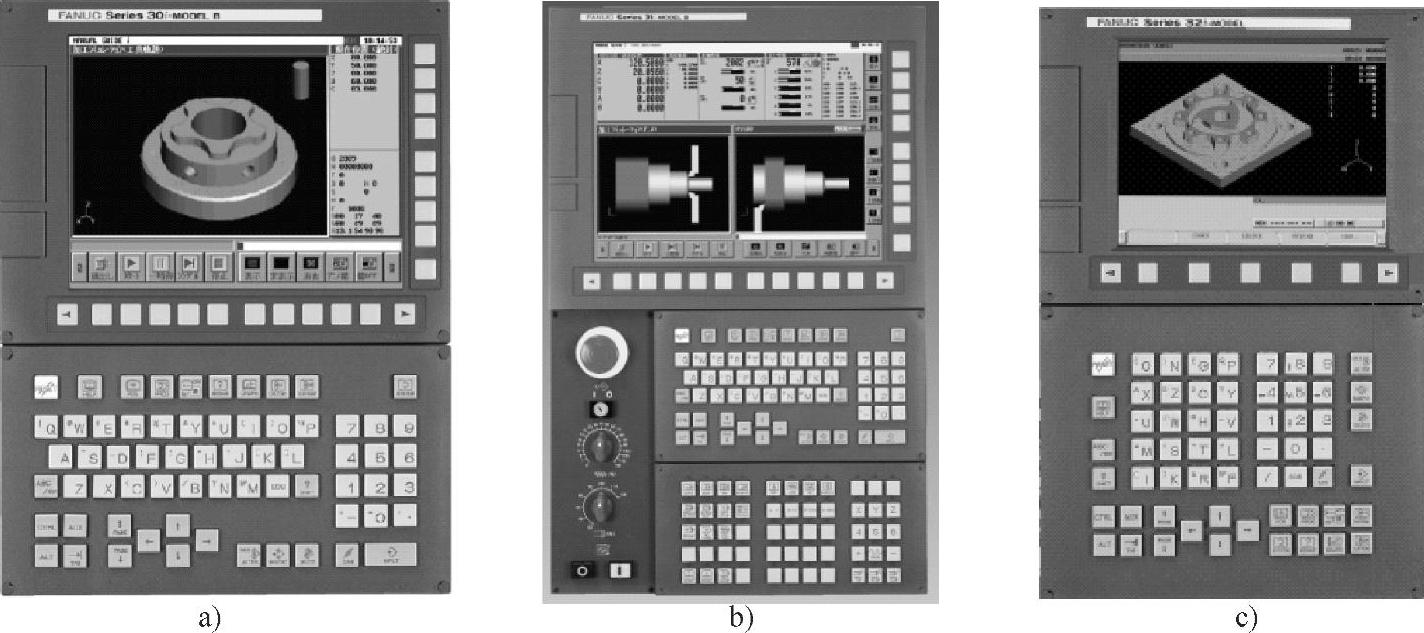
图1.3-1 FS-30i系列CNC
a)30i b)31i/35i c)32i
FANUC 30i系列CNC分30i、31i、32i、35i四大系列,以FANUC 30i的性能为最高,其控制轴数/联动轴数可以达到40轴(32进给+8主轴)/24轴,10通道(也称10系统)控制;以下依次为FANUC 31i,其最大控制轴数/基本联动轴数为26轴(20进给+6主轴)/4轴,4通道控制,可选择5轴联动(FANUC 31i-B5);FANUC 35i,其最大控制轴数/联动轴数为20轴(16进给+4主轴)/4轴,4通道控制;FANUC 32i,其最大控制轴数/联动轴数为16轴(10进给+6主轴)/4轴,2通道控制。
FANUC 30i系列CNC采用了最先进的超高速处理器、FSSB高速串行伺服总线技术(FANUC Serial Servo Bus)、64位RISC(精简指令系统)等,大大提高了NC的处理速度;IC元件的立体化安装有效地提高了可靠性、缩小了体积。CNC的最小输入单位、最小输出单位、插补单位为1nm,伺服电动机内置有224P/r(16777216,简称1600万)的αi系列编码器,可用于高速、高精度控制。CNC集成的PMC最大可链接2048/2048点I/O,PMC程序的最大容量可达300000程序步。
FANUC 30i系列CNC可配套15in[3]TFT大液晶显示器和水平/垂直双菜单操作,可进行多通道同时显示、3维驱动特性显示和调整。CNC还可选配FANUC PANEL i人机操作界面,使用Windows OS、Windows CE操作系统,进行数据、文件、资料的管理;也可选择C语言编程功能,制作用户个性化画面。
FANUC 30 i系列CNC可选配5轴联动加工、工件坐标系设定误差补偿、工刀具端点自动控制、坐标系空间旋转倾斜面加工等用于当代高速、高精度、复合加工的先进功能。
有关FANUC-0iD编程与操作的文章

四世纪初罗马皇帝君士坦丁正式公开承认基督教,在弥撒典礼中需要用到葡萄酒,助长了葡萄树的栽种。《圣经》中521次提及葡萄酒。但是新世界葡萄酒国家打破了传统的人工的方式,将工业化带入葡萄酒的生产中。开始实行大规模、机械化的葡萄种植和葡萄酒生产。虽然各国的“禁酒期”不同,但对于葡萄酒行业的打击几乎都是毁灭性的。......
2023-06-21

采用新材料提高工业机器人的负载与自重比。根据终端用户的需求设计工业机器人系统及相关产品和任务,将保证人机交互的自然,不仅是安全的而且效益更高。工业机器人必须容易示教,而且人类易于学习如何操作。......
2023-06-23

目前, 利用旋转弹丸的章动测弹丸自转速度国内已经做出, 试验结果在章动角≥1.2°时能正常检测出自转速度。利用地磁传感器检测弹丸旋转圈数也已由试验证实原理可行。由式 可得Rb = 1 - cosα = 0.007 454 = 0.745 4% , 可见在使用的空间角等概率的情况下, 进入盲区射击的机会是很小的。......
2023-06-15

混凝土主要技术性质通常分为混凝土拌合物和硬化混凝土的技术性质。混凝土的和易性不良除了导致外观质量缺陷外,严重时还会导致混凝土硬化后的强度不足。故全方位了解其性能及相关影响因素,掌握提高其主要性能的途径与措施,将有助于保证混凝土施工质量及整个建筑物的承载力达到设计要求。混凝土拌合物的主要技术性质是和易性。当水灰比过小时,水泥浆干稠,制得的拌合物流动性过低,就会造成施工困难,不易保证混凝土质量。......
2023-10-10

根据操作者在系统中的作用将遥控焊接机器人的运动控制模式分为直接控制、监督控制、共享控制、合作控制、自主控制。图5-5-30 多控制模式的遥控焊接机器人系统研究人员提出“宏观遥控,局部自主”的控制思想来实现遥控焊接。......
2023-06-26
在工业发达国家中,工业机器人及自动化生产线成套装备已成为高端装备的重要组成部分及未来的发展趋势,工业机器人已经广泛应用于汽车及汽车零部件制造业、机械加工行业、电子电气行业、橡胶及塑料工业、食品工业、物流、制造业等领域。工业机器人的控制系统向基于PC的开放型控制器方向发展,便于标准化和网络化。......
2023-06-23
智能工艺是将产品设计数据转换为产品制造数据的一种技术,也是对零件从毛坯到成品的制造方法进行规划的技术。智能工艺计算机程序人机界面,如图3-3所示。图3-5智能工艺决策专家系统构成智能工艺决策专家系统具有以下特点:以“逻辑推理+知识”为核心,致力于实现工艺知识的表达和处理机制,以及决策过程的自动化。采用人工智能原理与技术。......
2023-06-23

再制造预测预估技术具体表现为寿命评估预测技术。具体装置和方法有:无损检测装置,如发动机零件检测装置、压力管道检测机器人等;零件表面缺陷检测,如视频、涡流、表面波超声仪器等;零件内部缺陷检测装置;零件残余应力测定分析,如X-射线、金属磁记忆装置;再制造零件服役过程状态监测声发射装置;废旧零件损伤程度检测评估理论与方法;再制造涂层质量无损评价技术和方法。......
2023-06-30
相关推荐