图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25
目前,我国数控机床所使用的数控系统有国产经济型、普及型和进口全功能型之分,它不是单纯就CNC软件功能,来进行的分类,而是应从数控机床的控制要求和CNC实际具备的控制性能的角度来理解不同CNC所存在的区别。数控机床是一种加工设备,既快又好地完成加工,是人们对它的最大期望,因此,机床实际能够达到的加工精度和效率,是衡量其性能水平最重要的技术指标,而CNC控制轴数、联动轴数等虽代表了CNC的轮廓加工能力,但它们只是CNC软件功能的区别,并不代表机床实际能达到的精度和效率。
伺服驱动的结构和性能,是决定机床定位精度和轮廓加工精度的关键部件,也是判定经济型、普及型和全功能型CNC最简单的方法。使用开环步进驱动的CNC属于经济型数控;配套的通用伺服驱动装置的CNC属于普及型数控;而全功能型CNC则需要配套专用伺服驱动器[2]。目前,国内对于经济型CNC的定义,人们已经形成了普遍的共识,但对于普及型CNC和全功能CNC的区别,目前还存在较大的误区,以至于在购买、使用数控机床时出现了这样那样的问题,现说明如下。
1.普及型CNC
普及型CNC的一般组成如图1.2-4所示,它通常由CNC/MDI/LCD集成单元(简称CNC单元)、通用型伺服驱动器、主轴驱动器(一般为变频器)、机床操作面板和I/O设备等硬件组成,CNC对配套的驱动器、变频器的厂家和型号无要求。
普及型CNC的数控装置只能输出指令脉冲,它不具备闭环位置控制功能。因此,它只能配套具有闭环位置控制功能的通用型交流伺服器,这是它和于全功能CNC的最大区别。由于普及型CNC的位置测量信号不能反馈到CNC上,故CNC不能对坐标轴的实际位置、速度进行实时监控,也不能实时修正运动轨迹与速度,从这一意义上说,对CNC而言,它仍属于开环系统的范畴。
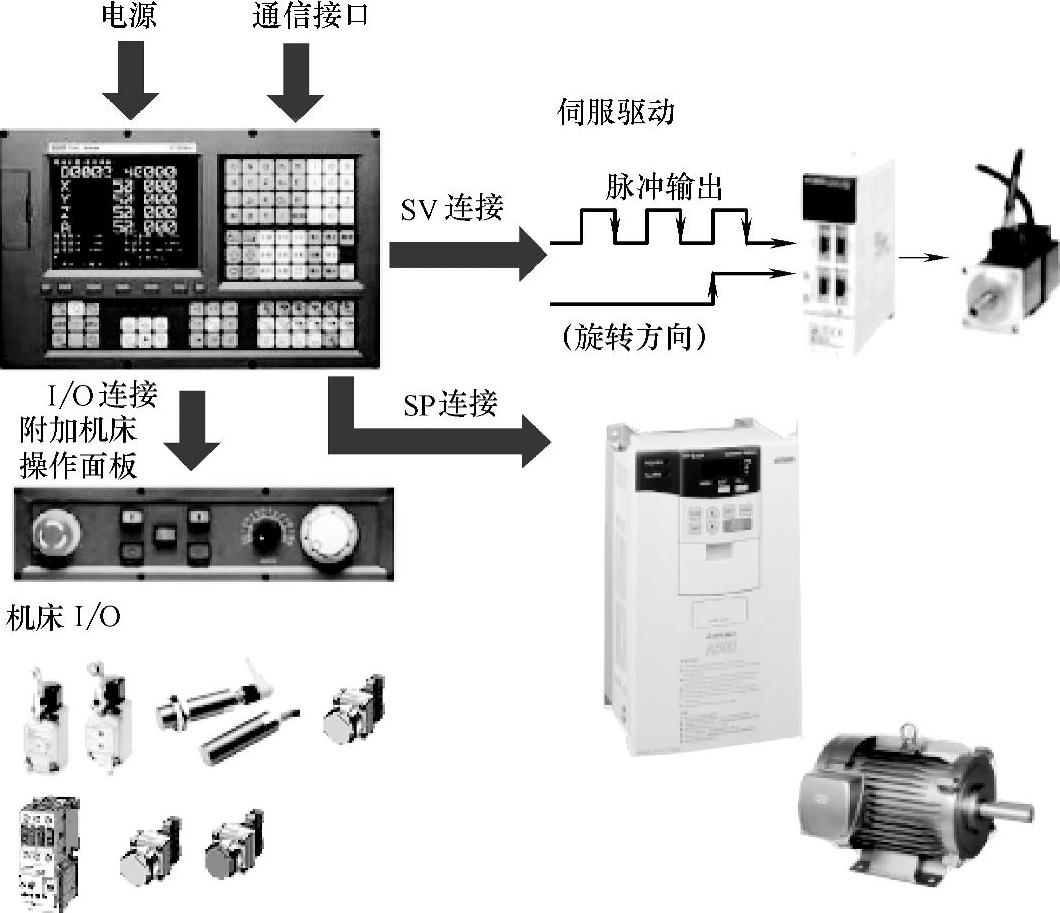
图1.2-4 普及型CNC的组成
国产普及型CNC所使用的伺服驱动器是一种本身带有闭环位置控制功能、通过指令脉冲控制伺服电动机位置和速度的通用控制器,它对上级位置控制器(指令脉冲的提供者)无要求,故也可用于PLC控制。为了进行驱动器和CNC指令脉冲、机床移动量的匹配,驱动器必须带有用于数据设定与显示的操作面板。
由于普及型CNC不具备闭环速度、位置控制功能,这样的CNC实际上只是一个具有插补运算功能的指令脉冲发生器,实际坐标轴的运动都是在各自的驱动器控制下独立进行的。正因为如此,普及型CNC不能实时监控位置误差、速度等重要参数,也不能实际位置来调整指令脉冲输出,因此,刀具运动轨迹精确控制,只存在理论上的可能。从这一意义上说,通用伺服驱动的作用类似于步进驱动,只是它可实现连续、任意位置的定位,也不存在步进电动机的失步而已。
综上所述,尽管国产普及型CNC的价格低、可靠性也较好,部分产品也开发了多轴联动功能,但其结构决定了它的定位精度、轮廓控制性能等都与全功能型CNC存在较大的差距。此外,普及型CNC的PLC性能、主轴控制性能也都无法与全功能CNC相比,它不能实现主轴的位置插补控制(Cs轴控制),因此,也不能够用于车削中心、车铣复合加工机床的控制。
2.全功能CNC
全功能型CNC是一种通过CNC实现闭环位置控制、需要配套专用伺服驱动器,并带有内置PLC或PMC的完整系统,其功能强、结构复杂、组成部件多。全功能型CNC的各组成部件均需要在CNC的统一控制下运行,部件间的联系紧密,伺服驱动器、主轴驱动器、PMC等都不能独立使用,因此,在控制系统设计、连接、调试时必须将其作为一个统一的整体来考虑。
目前,全功能型CNC一般都采用了网络控制技术,以FS-0iD为例,其组成如图1.2-5所示。与早期的CNC比较,采用了网络控制的CNC,以I/O-Link、PROFIBUS、FSSB等现场总线替代了传统的I/O单元、伺服驱动器的连接电缆;以工业以太网替代了传统的通信连接,故CNC的连接简单、扩展性好、可靠性高。
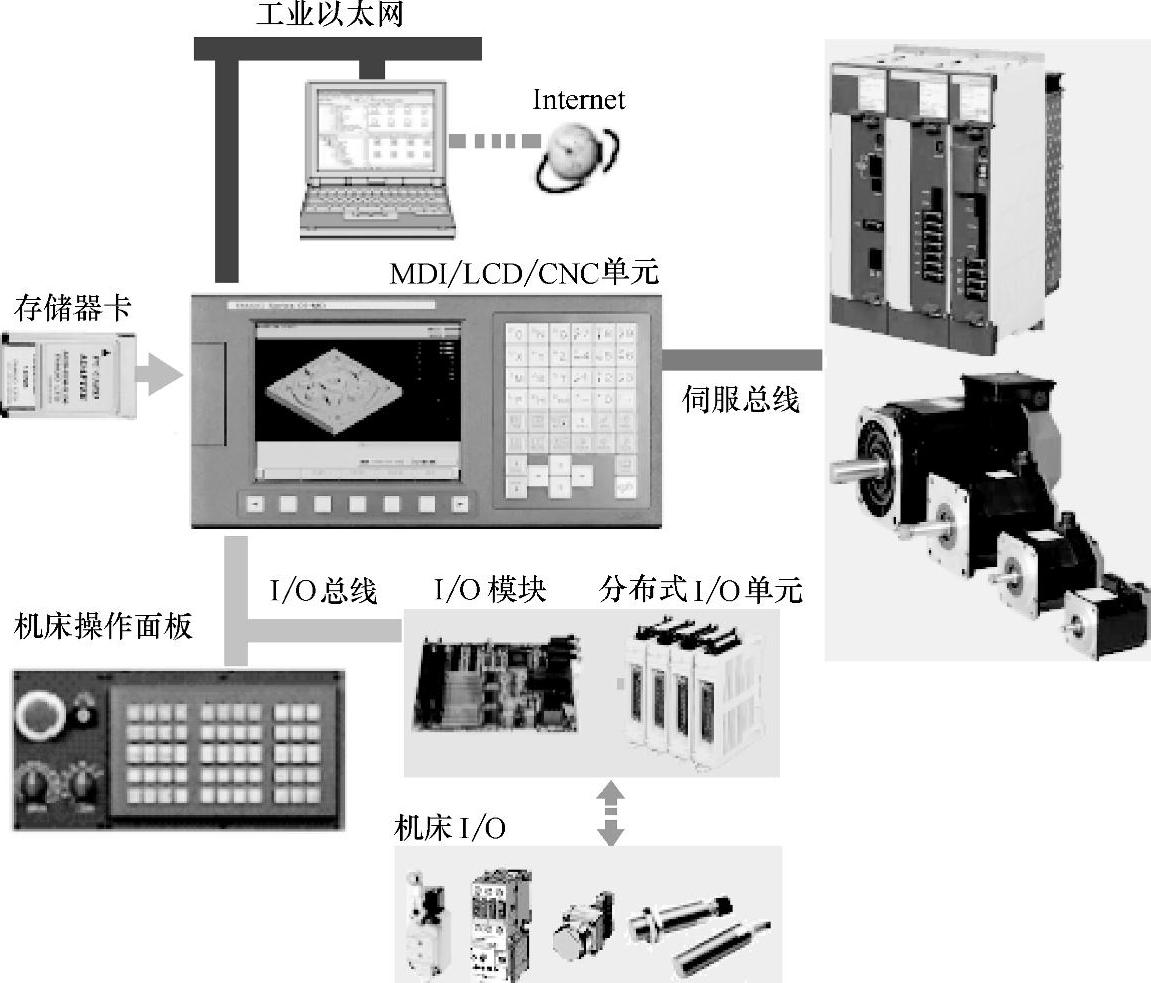
图1.2-5 FS-0iD的系统组成
全功能型CNC的闭环位置控制通过CNC实现,故必须配套专用的伺服驱动器,伺服驱动器与CNC之间一般通过总线连接,如FANUC的FSSB总线、SIEMENS的PROFIBUS总线等,总线通信使用专用协议,对外部无开放性,驱动器不能独立使用。驱动器参数设定、状态监控、调试与优化等均可通过CNC的MDI/LCD单元进行,驱动器无操作面板。
通过CNC进行位置控制是全功能型CNC的最大特点,因此,CNC不但能实时监控运动部件的位置误差、速度等,而且所有坐标轴的运动都可以作为整体进行统一控制,它可根据机床的实际运动来调整CNC的指令脉冲输出、确保刀具运动轨迹的准确无误,这是一种真正意义上的闭环位置控制系统。在先进的CNC上,还可通过“插补前加减速”、“AI先行控制(Advanced Preview Control)”等前瞻控制功能,进一步提高轮廓加工精度。这就是配套全功能型CNC的数控机床,其定位精度、轮廓加工精度要远远高于普及型CNC的原因所在。
有关FANUC-0iD编程与操作的文章

图9.1-1 CNC参数显示2.参数设定使能在CNC调试与维修时,需要进行CNC参数的设定。设定写入保护的CNC参数时,需要先通过CNC的数据显示和设定操作,取消参数保护功能。当需要通过CNC电源OFF/ON生效的参数被修改时,LCD将显示报警“PW0000”,报警同样不影响后续参数的设定操作,可继续进行下一步操作。......
2023-06-25

汽车用发动机是热力机的一种。热力机的运行原理根据其热效果的不同而有所差异。热力机就是通过热能的传递使流体发生膨胀和收缩,把热能转换成机械能的装置。外燃机的燃烧气体与工质流体不是同一种气体,且产生热量的部分和发生动力的部分各自独立。根据工质流体转换为功的方式不同,热力机可分为往复型和旋转型。表1-1 热力机的分类和比较......
2023-06-28
史传著作中,无论材料来自传闻,还是来自宫廷档案,无论材料本身是真实还是虚构,都在全知视角的笼罩下得以展示。[8]《史记》、《汉书》等历史著作绝大部分都是史家以全知视角来描述的,这样的例子比比皆是:田叔者,赵陘城人也。《史记》、《汉书》中常用“是时”、“当是时”、“于是”等将笔墨指向另一个场景,同一时刻不同人物的活动不同地方发生的事都在叙事者的掌握之中。全知视角能产生一种“拟客观”效果。......
2023-08-20

通用伺服是独立的控制部件,其参数设定、监控等操作,可通过驱动器配套的操作/显示面板实现,因此,它可以和任何普及型CNC配套使用。通用伺服的编码器位置检测信号可以输出到外部,故也可以用于全功能CNC。目前,专用伺服的驱动器和CNC间一般通过专用总线连接,它需要采用专用的通信协议,对外无开放性,因此,驱动器不能独立使用,也不需要配套参数设定、监控等操作的操作/显示单元。......
2023-06-25

(一)经轴架经轴架简称轴架,用来放置经轴,位于浆纱机的后方。经纱从若干经轴上引出合并,以达到工艺要求的总经根数。新型浆纱机的经轴架一般由槽钢立柱和横撑连接而成。图7-40经轴架结构1—经轴 2—轴承座 3—开口滑动轴承4—转动手轮 5—调节螺钉 6—加压夹4.经轴架结构 轴架的结构比较简单,如图7-40所示为G142 型浆纱机的轴架结构图。此后,又经第二浸没辊、第二上浆辊和压浆辊做再次浸浆与压浆。......
2023-06-16

1)根据牵引的导、地线综合张力选择。2)牵引机卷扬轮及钢绳卷车的钢绳筒直径,一般宜小于钢绳直径的25倍。4)牵引机的额定牵引速度不宜低于60m/min,不宜高于150m/min,应与张力机的允许牵放速度相匹配。5)牵引机有国产、进口两大类。牵引机为额定牵放速度时,张力机应有稳定的控制张力。......
2023-07-01

喷沫机是洗车工作中必不可少的重要工具,需要和气泵共同使用,喷沫效果主要取决于洗车液的成分及气泵持续供气气压。喷沫机加注先加入清水,达到其容量的95%时加入配制好的洗车液,这样可以防止产生过多泡沫。先加入配制好的洗车液,再加入清水,这样可以检测洗车液的泡沫量与泡沫位置、时间和泡沫粘度。......
2023-09-29

病机特点感冒的病因是六淫或疫毒之邪。六淫或疫毒乘虚侵及人体而病外感。由于四时气候不同,风邪入侵往往夹有不同时气。风邪能单独致病,又能合邪为患。感冒的发生和发展,除了风邪侵袭人体外,同人体正气不足,体质虚弱,腠理疏松,卫气的调节功能失常有着密切的关系,内因外因相引而发病。感冒病邪入侵的途径是皮肤和口鼻,其病变部位常局限于肺卫。正如《杂病源流犀烛·感冒源流》说:“风邪袭人,不论何处感受,必内归于肺。”......
2024-01-08
相关推荐