实验还表明,低温冷却技术的实施有利于切屑的折断。图4-20 低温加工示意图4.低温冷却车削加工的应用1)工程陶瓷RBSN的液体低温车削。......
2023-06-25
车削加工机床是工业企业的最为常用的加工设备,它具有适用面广、结构简单、操作方便、维修容易等特点,可用于轴、盘类等回转体零件的外圆、端面、中心孔、螺纹等的车削加工。从结构布局上,工业企业常用的数控车削加工机床有卧式数控车床、立式数控车床两大类,以卧式数控车床的用量为最大。
卧式数控车床的主轴轴线为水平布置,它是所有数控机床中结构最简单,产量最大、使用最广泛的机床。根据机床性能和水平,目前市场使用的车削类数控机床可分为普及型和经济型、全功能型、车削中心、车铣复合加工中心、车削FMC等,其特点和主要用途如下。
1.普及型数控车床
国产普及型和经济型数控车床是普通车床通过数控化改造得到的简易产品,其主要部件结构、外形基本相同。普及型和经济型数控机床的区别仅仅是所使用的进给驱动装置有所不同,普及型采用通用伺服驱动,经济型使用步进驱动。由于步进电动机[1]受最高运行频率、最大起动频率、步距角等参数的制约,其脉冲当量、快进速度、定位精度均较低,且还存在“失步”问题,因此,经济型数控车床的使用已越来越少。

图1.1-3 普及型数控车床
a)外形 b)刀架
常用的普及型数控车床如图1.1-3所示,这种机床只是根据数控机床的基本要求,对普通车床的相关机械部件作了部分改进,其床身、主轴箱、尾座、拖板等基本部件以及液压、冷却、照明、润滑等辅助部件的外形和基本结构与普通车床并无太大的区别。机床的一般特点如下。
(1)主传动系统
普通车床的主轴电动机一般不具备电气调速功能,主轴变速需要通过主轴箱内的齿轮变速装置实现,它只能实现机械有级变速。普及型数控车床的主轴电动机一般采用变频调速,由于变频器调速的低频输出转矩很小,故仍需要通过机械齿轮变速提高主轴低速转矩,但其变速挡少于普通车床,主轴箱的结构也相对较简单。普及型数控车床的价格低廉,加工效率不高,其卡盘一般使用与普通车床相同的手动卡盘。
(2)进给系统
普通车床一般无独立的进给驱动电动机,其进给动力来源于主电动机,主电动机经主轴箱、进给箱、光杠和丝杠、溜板箱转换为刀具(刀架)的纵向、横向进给运动,其机械传动装置复杂、部件众多。数控车床的刀具纵向、横向进给具有独立的Z轴、X轴进给驱动系统,驱动电机直接和进给丝杠联结,无进给箱和光杠、溜板箱等传动部件,其进给传动系统的结构十分简单。Z轴、X轴可在CNC的控制下进行定位或插补,刀具位置、速度和运动轨迹可任意控制。
(3)换刀装置
数控机床需要通过CNC的加工程序自动控制加工过程,因此,无论经济型、普及型还是全功能型数控车床,自动换刀装置是其基本功能,这点与数控镗铣加工机床不同,即不能以是否具有自动换刀功能来区分数控车床和车削中心。
普及型数控车床的自动换刀装置一般比较简单,图1.1-3b所示的电动刀架是最为常用的自动换刀装置。电动刀架的结构简单、控制容易,但可安装的刀具数量少、定位精度低,且只能单向回转选刀、换刀时间长,通常只用于功能简单、精度和效率要求不高的普及型、经济型数控车床。
除以上主要部件外,为了适应自动加工的需要,数控车床的冷却、润滑等辅助部件一般也可通过CNC的辅助机能进行自动控制。
普及型数控车床的结构简单、价格低廉、维修容易,可用于简单零件的自动加工,但由于国产CNC的功能简单、定位精度低,特别是目前还不能真正做到在CNC上实现坐标轴闭环位置控制,加上机床可安装的刀具数量少,因此,无论是加工精度特别是轮廓加工精度、效率都与全功能型数控车床存在很大的差距,它们不能用于高速、高精度加工。
2.全功能数控车床
典型的全功能数控车床如图1.1-4所示,其结构和布局均按数控机床的要求设计,机床采用斜床身布局,刀架布置于床身后侧,主轴箱固定安装在床身上,机床组成部件的主要特点如下:
(1)主传动系统
全功能数控车床的主轴驱动采用专用交流主轴驱动装置,与普及型数控车床的感应电动机变频调速相比,其调速范围宽、低速输出转矩大、最高转速高,且还可实现主轴位置控制。因此,机床的主传动一般只采用一级同步皮带减速就可保证主轴具有良好的性能,其主轴箱的结构非常简单。在现代高速、高精度机床上,还经常使用高速主轴单元或电主轴代替主轴箱,使主轴具有很高的转速和精度。为了提高机床的加工效率和自动化程度,减小装夹误差,全功能数控车床的卡盘和尾座一般采用液压控制,工件松夹、尾座的伸缩均可自动进行。
(2)进给系统
全功能数控车床的进给传动系统结构和普及型数控车床并无区别,但配套的是全功能数控,可通过CNC真正实现闭环位置控制,CNC可以对进给速度、位置、轮廓误差进行实时监控,保证刀具运动轨迹的准确,因此,其轮廓加工精度要远高于普及型数控车床。
(3)刀架
全功能数控车床适用于复杂零件的高速、高精度加工,因此,它对刀具容量、精度和换刀速度有提出了较高的要求,机床一般采用图1.1-4b所示的液压标准刀架。液压刀架一般采用液压松/夹、齿牙盘定位的结构,刀架可安装的刀具数量多,能双向回转、捷径选刀,分度精度高、定位刚性好,动作迅捷。
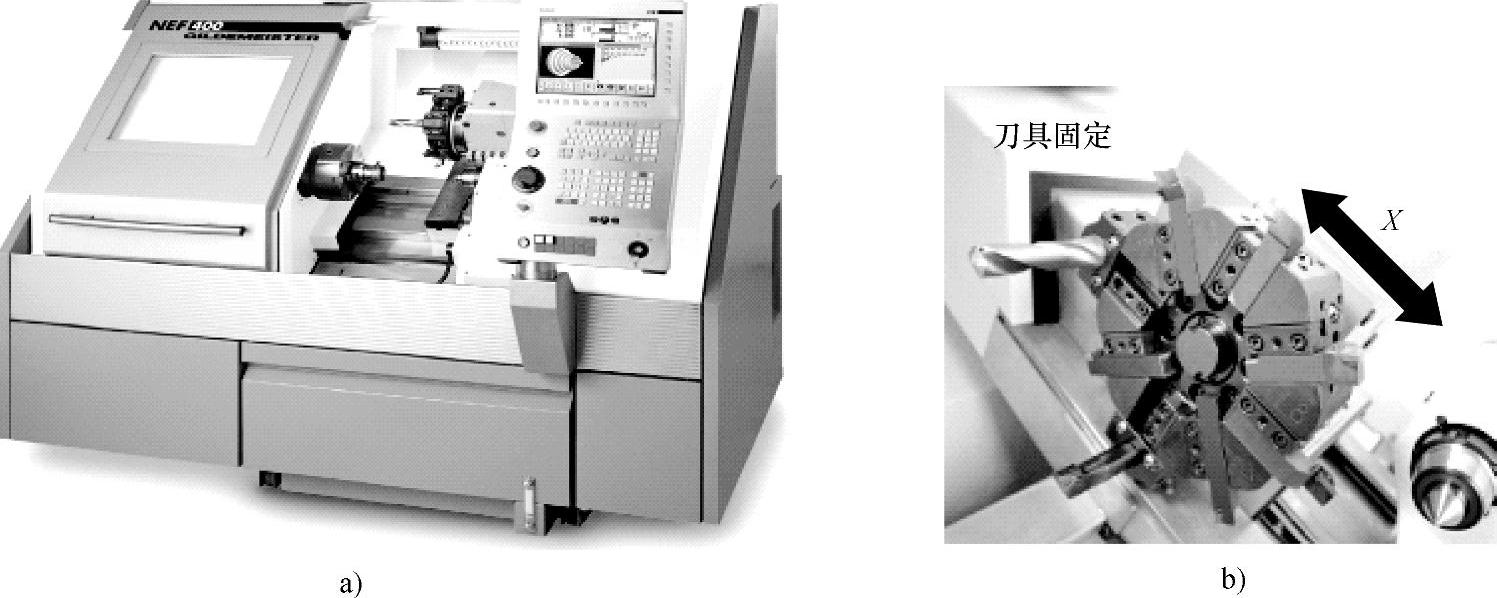
图1.1-4 全功能数控车床
a)外形 b)刀架
3.车削中心
车削中心是在数控车床的基础上发展起来、可用于回转体零件表面铣削和孔加工的车铣复合加工机床,以卧式为常见。主轴具有Cs轴控制功能,刀架上可安装用于钻、镗、铣加工用的旋转刀具(Live Tool,又称动力刀具),刀具能够进行垂直方向运动(Y轴)是车削中心和数控车床在功能上的主要区别。
典型的车削中心如图1.1-5所示,其外形和全功能数控车床十分类似,结构组成部件的技术特点如下:
(1)主传动系统
车削加工是以工件旋转为主运动、刀具作进给运动的切削加工方法,而钻、镗、铣加工则是以刀具的旋转为主运动、工件或刀具作进给运动的加工方法,两者的工艺特征不同。因此,车削中心的主轴不但需要进行旋转运动;而且还必须能够在所需要的位置上定位并夹紧、进行铣削等加工,并参与基本坐标轴的插补、实现刀具的进给运动,即车削中心则必须同时具备速度、位置和Cs轴控制功能。
(2)进给系统
回转体零件内外圆、端面车削加工,只需要有轴向(Z轴)和径向(X轴)进给运动,但其侧面、端面的孔加工和铣削加工,除了需要轴向和径向进给外,还需要有垂直刀具轴线的运动才能实现,因此,车削中心至少需要有X、Y、Z三个进给轴。

图1.1-5 车削中心
a)外形 b)刀架
(3)刀架
车削中心的刀架如图1.1-5b所示,其外形和数控车床液压刀架类似,但内部结构和控制要求有很大的差别。数控车床刀架上的刀具不能旋转,刀架只有回转分度和定位功能。车削中心的刀架不但可安装固定的车刀,而且还可以安装本身能够旋转的钻、镗、铣加工刀具,这样的刀具称为动力刀具(Live Tool),才能进行孔加工或平面、轮廓、槽的铣削加工。因此,车削中心的刀架不但需要有回转分度和定位功能,而且还需要安装动力刀具主传动系统,其结构较为复杂。
4.车铣复合加工中心
典型的车铣复合加工中心如图1.1-6所示。从数控车床的基础上发展起来的、以车削加工为主的中小型车铣复合加工中心的它通常以卧式斜床身数控车床为基础,其车削主轴的结构和车削中心相同,主轴为卧式布置、具有Cs轴控制功能,机床同样可配备尾架、顶尖等车削加工附件。

图1.1-6 车铣复合加工中心
a)外形 b)刀架
车铣复合加工中心和车削中心的最大区别在刀架结构上。车削中心的刀架一般采用前述的转塔结构,动力刀具安装在转塔上,刀具交换通过转塔的回转分度实现。这种机床的刀具交换方便,可直接使用传统车刀且刚性好,但作为车铣中心,它存在Y轴行程小、铣削能力弱、动力刀具传动系统的结构复杂、传动链长、主轴转速低和刚性差等问题,因此,其铣削能力较弱。
车铣复合加工中心一般采用图1.1-6b所示的加工中心主轴结构和换刀方式。主轴可安装刀柄统一的车削和镗铣加工刀具,并可进行大范围(225°左右)摆动,以调整刀具方向、进行倾斜面加工;自动换刀装置一般布置在床身的内侧,其结构与加工中心类似。
当机床进行内外圆或端面车削加工时,主轴换上车刀后锁紧,然后利用B轴的回转调整车刀方向(0°~90°范围内的任意方向)并定位夹紧,这样就可通过X、Z轴运动,对安装在车削主轴上的旋转工件进行车削加工。当机床需要进行侧面或端面铣削加工时,车削主轴切换到Cs轴控制方式、成为数控回转轴,机床便可通过铣削主轴对安装在车削主轴上的工件进行钻、铣、镗、攻螺纹等加工,且能通过X、Y、Z、B、C的联动实现五轴加工。
车铣复合加工中心的主轴一般为电动机直联或电主轴,其主轴箱结构紧凑,可安装的刀具规格大、主轴刚性好,主轴转速可达到每分钟上万转甚至数万转,故可以用于高速铣削加工。
以上结构较好地解决了车削中心的铣削能力不足的问题,且可用于五轴加工,但自动换刀装置的布置不方便,床身倾斜的布局对Y轴行程还有一定的限制,为此,大型车铣复合加工中心有时直接采用加工中心的立柱移动结构,这种机床和带A轴转台、主轴箱摆动的立式五轴加工中心非常类似,只是其A轴采用的是车床的主轴结构、并具有车床用的尾架、顶尖等基本部件而已,因此,它完全综合了数控车床和加工中心的特点。
5.车削FMC
车削FMC是在车削中心、车铣复合加工中心的基础上,通过增加工件自动输送和交换装置,构成的自动化加工设备。图1.1-7所示为国外著名机床厂家生产的车削FMC外形。

图1.1-7 车削FMC
FMC是柔性加工单元(Flexible Manufacturing Cell)的简称,其最大特点是能够进行工件的自动交换,FMC的主机可以是一台或几台数控车床、车削中心或车铣复合加工中心。FMC不仅实现了工序的集中和工艺的复合,而且通过工件的自动交换,使得无人化加工成为可能,从而进一步提高了设备的加工效率。FMC既是柔性制造系统的基础,又可以作为独立的自动化加工设备使用,因此,其发展速度也较快。
有关FANUC-0iD编程与操作的文章

图4-7 编码表正交表与测试数据及其处理结果5.实验数据的获取按切削实验表中的方案进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试模拟信号见图4-8,数据见图4-7。......
2023-06-27
图4-35 轴套类零件零件工艺分析该零件由内、外圆柱面,内、外圆锥面,平面及圆弧等组成,结构形状复杂,加工部位多,非常适合数控车削加工。在图4-47中可以看到两处0.1×45°的倒角,类似这样的小倒角或小圆弧的加工,正是数控车削加工特点的突出体现,这样可使加工表面之间圆滑转接过渡。......
2023-06-26

图4-33 螺纹轴制定加工工艺1)确定装夹方案。因工件长度较短,可用自定心卡盘直接夹紧工件外圆左端,工件伸出卡盘110mm,将工件右端面中心设置为工件零点,作为加工测量及编程的基准点。③进行切槽加工。因工件SR20mm的圆球要求过象限切削,为防止刀具与工件轮廓发生干涉,车刀副偏角不能太小。数控加工程序如下:......
2023-06-26

零件数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,其主要内容包括选择各加工表面的加工方法,安排工序的先后顺序,以及确定刀具的走刀路线等。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般应遵循下列原则。......
2023-06-26

与火工锁不同,在火药燃烧前火工分离推杆基本不受力。为了减小这一误差,通常规定测量范围Δδδ0。当覆盖长度x变化时,电容量C发生变化,其灵敏度为变面积型电容式传感器的优点是输出与输入呈线性关系,根据结构特点,适用于较大角位移和线位移的测量。当忽略边界效应时,电容量为图3-13 变介电常数型电容式传感器图7.3火工分离推杆结构1—起爆器;2—密封圈;3—活塞推杆;4—壳体;5—剪切销;6—目标体......
2023-06-22

智能化的深度是指智能制造中基于智能化进行决策的程度,主要有辅助决策、简单决策和复杂决策三类。而青山公司则基于拉式生产方式开展厂内生产物料精准管理。智能信息还可以在机床、网络、个人或集体之间共享,方便进行智能协同并作出更好的决策。大量的智能设备就会组合成整套的智能系统。智能系统包括网络优化、维修优化、系统恢复、系统学习等多种形式。......
2023-06-23
相关推荐