但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。纵磨法是常见的一种磨削方法,可以磨削很长的表面,磨削质量好。图8-1纵磨法图8-2横磨法3.深磨法这种磨削法的特点是全部磨削余量在一次纵走刀中磨去。工件放在磨削砂轮和导轮之间,下方有一托板。磨削后平面的表面粗糙度的Ra值在0.2~0.8μm,尺寸可达IT5~IT6,对基面的平行度可达0.005~0.01mm/500mm。......
2023-07-01
点磨法是一项专利技术,是由德国容克(Junker)公司首先发展起来的一种超硬磨料高效磨削新工艺。这种方法简单地说就是用顶尖对称顶住工件,在磨削送进极其精确的情况下,以横向磨削和端面一次性的磨削加工整个磨削余量。因此,点磨法既有极高的金属切削率,又有很好的加工柔性,同时冷却效果极佳,在一次装夹中可以完成工件上所有外形的磨削。目前在我国汽车工业中,这种方法已经得到应用。
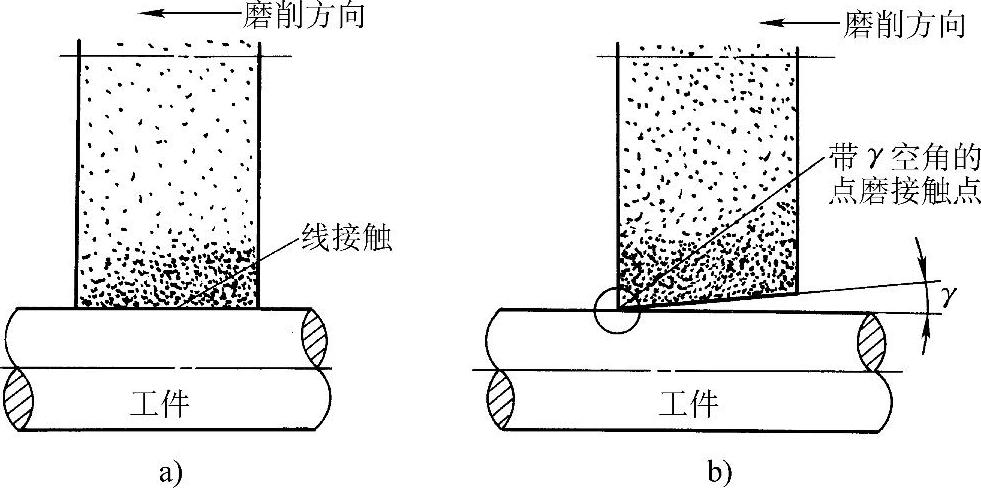
图5-11 普通外圆磨削和点磨削中砂轮与工件的接触情况
a)普通外圆磨削 b)点磨削
普通的外圆磨削方法是在线接触情况下完成磨削过程的,需要较大的传动功率;而点磨削过程中,砂轮与工件是以极小的磨削力和很低的传动功率完成磨削过程的,图5-11则表示了普通外圆磨削和点磨削中砂轮与工件的接触情况。
将砂轮的轴心线相对工件轴心倾斜一定的角度,使之形成点接触即可实现点磨削,如图5-11所示。此时,在砂轮的横向角度形成一个微小的空角,砂轮通过快速点接触可以磨削出光滑、平整、无进给痕迹的工件外形。在纵向垂直线上,由于砂轮倾斜形成砂轮与工件之间接触线上二分之一的点接触(见图5-12),磨屑长度和磨削力相应减半,因此,可以选择大的磨削用量。

图5-12 点磨削中砂轮垂直接触点二分之一的点接触示意图
点磨削技术是利用单层CDN薄砂轮(宽度仅数毫米)和超高线速度(120~250m/s)砂轮来实现。加工时,砂轮轴线与工件轴线(在水平方向)形成倾斜角,以使砂轮与工件间理论上的线接触变成点接触,以减少磨削接触面积。而极高的磨削速度可使磨屑变薄,磨粒负荷减轻,产生的磨削热来不及传到工件和砂轮上,几乎全被磨屑带走。点磨削技术主要有以下特点:
1)点磨削工艺使用长寿命、高硬度的砂轮,砂轮的速度和工件转速可以显著提高。例如,砂轮的速度可达140m/s,工件转速可达6000r/min,从而提高了加工效率。在这种速度下磨削,除了会有极高的切除率和砂轮寿命外,更由于切削时变形速度已超过热量传导速度,大量变形能转化成的热量保持在切屑中并被迅速带走,而来不及传到工件和砂轮上,因而点磨削是一种冷态磨削。这样可提高加工精度和加工表面质量,降低砂轮表面温度,实现干磨削。磨削速度的提高还使切屑厚度减小,利于排屑,减轻磨粒上的负荷,提高了使用寿命。据Junker公司介绍,点磨削的生产效率为普通外圆磨削的六倍。
2)点磨削工艺在提高砂轮速度的同时,还减薄了砂轮的厚度,使砂轮的厚度只有几个毫米,不但可以降低砂轮的造价,而且有利于砂轮制造的质量均匀、性能一致。薄砂轮还降低了砂轮的质量和不平衡度,大大减少了运转时施加在轴上的附加力。此外,由于砂轮宽度减小而损失的磨削效率,可以被高的磨削速度补偿并提高。
3)为进一步减少砂轮与工件间的磨削接触区,除降低砂轮厚度外,在加工时,砂轮轴线在水平方向与工件轴线还形成一定的倾角,这使砂轮与工件之间的接触变成点接触,这也是点磨削名称的由来。这样更进一步降低了磨削接触区的面积,不存在磨削封闭区,更利于磨削热的散发。
4)点磨削时,由于砂轮与工件间的磨削接触区变成点接触,使磨削力大大减小,这实际上等于增加了机床的刚度,减少了磨削振动产生的可能性,使切削平稳,同时提高了砂轮的寿命和加工质量。采取上述措施后,机床变得十分轻巧,便于提高精度。由于切削力非常低,机床甚至取消了一般机床所用的头架卡盘或拨叉等工件驱动装置。
5)由于点磨削时磨削速度非常高,要求机床应采取动平衡措施,为此机床应采用高回转精度的非接触封闭性主轴结构;为了减小误差环节,安装砂轮时,用法兰盘的一侧直接与主轴做成一体,以消除法兰盘与主轴连接部分的安装误差,提高连接刚度。在法兰盘的芯子部分还应装有随机自动电子平衡装置,随时校正不平衡因素。这些措施均可提高机床的动刚度,且可降低砂轮消耗,减少了加工成本。
6)砂轮安装在法兰盘上时,一般也易造成较大的安装误差,影响砂轮使用,不少机床在砂轮安装时造成了较大误差,不得不在每次装夹后,重新对砂轮进行修整,增加了加工成本,为此点磨削机床在砂轮安装时,采用了JUNKER的专利技术——三点定心技术,使砂轮的安装精度达到了微米级,装夹后的砂轮完全不必要再进行修整,直接可以进行加工。该专利中砂轮内孔被三个经过精加工的且按120°间隔安装的圆柱棒代替,实现了真正的三点定心。法兰盘安装砂轮的部位,有三个120°对称分布的偏心圆弧代替了过去的圆柱形状。
7)由于点磨削采用的是薄片砂轮而不是与成形表面形状相匹配的砂轮,因此,配合CNC技术,点磨削可以加工多种工件形状,具有较宽的适用范围。
8)砂轮磨损表现为砂轮侧面的环状(与磨削深度相对应)薄片层损耗,即轴向磨损,而不是传统的圆周面磨损,因而在砂轮磨损过程中,工件外形不会受到影响。
9)点磨削砂轮寿命长(使用一年),修整频率低(每次修整可磨削加工工件20万件)。
点磨削工艺中通常采用立方氮化硼(CBN)和金刚石等高硬度砂轮。CBN常用于磨削淬火和不淬火的钢材、铝材、铜材和各种铸铁,而金刚石一般用于磨削硬质合金、玻璃和工业陶瓷等。点磨削的砂轮直径通常为350~400mm,呈薄片状,厚约几毫米。图5-13表明了砂轮在不同工作阶段中的磨损状态。图中s为切深,α为后角,1a为磨损棱边。当砂轮侧面(即轴向)逐渐磨损到占砂轮宽度的80%时,需对砂轮进行修正。砂轮的工作高度(在半径方向)一般为5mm,允许修正量为4.5mm。

图5-13 点磨削中砂轮的磨损状态
a)新砂轮 b)磨损50%的砂轮 c)磨损80%的砂轮
有关干切削理论与加工技术的文章

但由于后面部分磨粒的磨光作用,工件上残留面积大大减少,表面粗糙度较小。纵磨法是常见的一种磨削方法,可以磨削很长的表面,磨削质量好。图8-1纵磨法图8-2横磨法3.深磨法这种磨削法的特点是全部磨削余量在一次纵走刀中磨去。工件放在磨削砂轮和导轮之间,下方有一托板。磨削后平面的表面粗糙度的Ra值在0.2~0.8μm,尺寸可达IT5~IT6,对基面的平行度可达0.005~0.01mm/500mm。......
2023-07-01

以提高效率为目的的先进磨削方法常见的有高速磨削、强力磨削、超精密磨削、镜面磨削以及砂带磨削。与砂轮磨削类似,砂带磨削时,其磨粒对工件既有切削作用,又有刻划和滑擦作用。因此,砂带磨削材料切除率高,磨削表面质量也好。目前,在工业发达国家,砂带磨削量已占磨削加工量的一半左右。图8-13砂带磨削图8-14砂带组成......
2023-07-01

立轴的平面磨床均属这种形式,如图13-1c和图13-1d所示。端面磨削的特点 在立轴平面磨床上,用筒形砂轮端面磨削时,机床的功率较大,砂轮主轴主要承受轴向力,因此弯曲变形小,刚性好,可选用较大的磨削用量。2)磨削时供应充足的切削液。3)采用镶块砂轮磨削。......
2023-06-28

磨削加工是利用砂轮高速旋转而对工件进行加工的方法。磨削加工具有以下特点:1)磨削加工是由数目众多的磨粒一点一点地切削工件表面,每个磨粒切下的切屑厚度很薄。此外,磨削热会使工件产生膨胀变形,影响加工精度,故磨削过程往往需要大量的磨削液进行冷却和润滑,但是磨削液对人体和环境影响很大。......
2023-06-25

如果用空间立体的协调依据,则其协调过程的特点是可连续地确定空间形状。图3-9为传统的飞机制造协调原理图。模线样板—标准样件协调方法是一种适用于成批生产小型飞机的协调技术。图3-9传统的飞机制造协调原理图①工艺装备的制造必须严格按照协调路线规定的先后次序进行,平行作业受到很大的限制。......
2023-07-18

表17-3 万能外圆磨床的床身加工工艺(续)在导轨面经过粗刨、人工时效热处理和精刨后,进行导轨磨削,以达到导轨的精度要求。2)导轨磨削是复杂零件的平面磨削,平面的精度要求高。导轨周边磨削法属于成形磨削法,导轨的形面精度由砂轮修整器保证,故精确修整成形砂轮即可满足导轨的加工精度要求。表17-4 常用国产导轨磨床的参数导轨磨削时的受热变形也会影响到导轨的精度。......
2023-06-28
图19-12所示为三拐曲轴,主轴颈尺寸为 ,表面粗糙度值为Ra0.8μm。图19-12 三拐曲轴磨削工艺分析见表19-2。扳动MQ8240型曲轴磨床的磨削曲轴起动手柄,将选择开关旋至“曲轴”位置上,则砂轮架在磨削位置时,工作台只能纵向手动,而不能液压传动,起安全联锁的作用。3)各曲柄颈换挡磨削,换挡时注意操作的安全,防止工件与砂轮碰撞。曲轴各轴颈的圆度公差应控制在0.01mm以内。......
2023-06-28

在轴肩处有退刀槽时可采用纵向磨削法直接磨出,在轴肩处无退刀槽或退刀槽宽度很窄时,可先在轴肩处采用横向磨削法磨去大部分余量,如图11-26a所示;然后用纵向磨削法磨去外圆全长上的余量与轴肩处外圆接平,如图11-26b所示;最后再用纵向磨削法精磨全部外圆。1)轴上带退刀槽的轴肩端面磨削方法。......
2023-06-28
相关推荐