小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25
1.旋风铣削的原理
螺纹的旋风铣削是用安装在刀盘上的多把成形刀,借助于刀盘旋转中心与工件中心的偏心量e来完成渐进式的高速铣削,如图4-67所示。刀盘的旋转轴线相对于工件轴线倾斜一个被加工螺纹的螺旋升角β0加工时,工件以nw低速旋转,刀盘以n0与工件同向(顺铣)或反向(逆铣)高速旋转,工件每转一圈(360°)刀盘纵向进给一个导程,从而铣出螺纹。旋风铣削有内铣法和外铣法两种,其中后者应用最广。图4-68为内切式旋风铣削刀盘的结构,图4-68a为径向装刀的刀盘结构,图4-68b为切向装刀的刀盘结构。刀盘上的刀头依次参与切削过程。通过合理分配切削余量,切削厚度的渐进式变化使切削力减小,而偏心量e使尚未进入切削区的刀头有充分的散热时间,有利于延长刀具使用寿命,提高加工表面质量。与一般铣削相比,旋风铣削的金属切除率要高得多,由于在加工过程中不用切削液,而采用压缩空气强冷,切屑带走绝大部分热量,工件温升低,热变形小,是一种高效绿色螺纹加工方法。
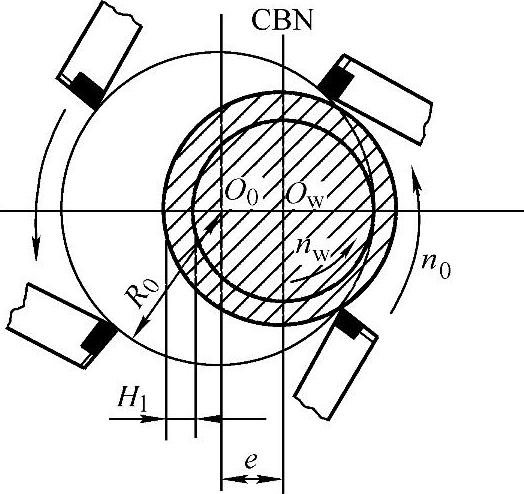
图4-67 螺纹旋风铣削原理图
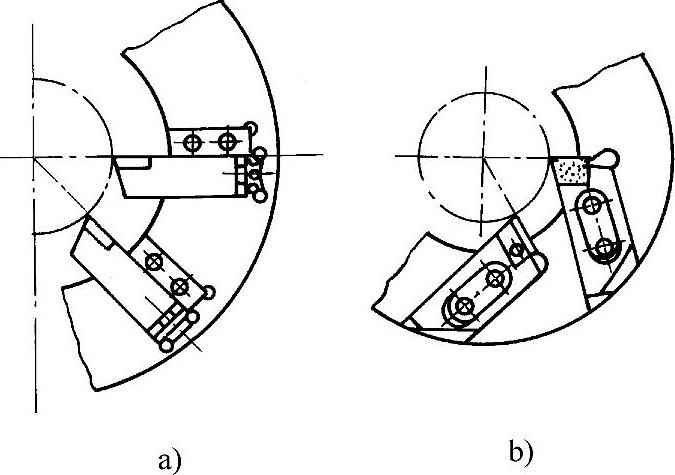
图4-68 内切式旋风铣削刀盘的结构
a)径向刀盘 b)切向刀盘
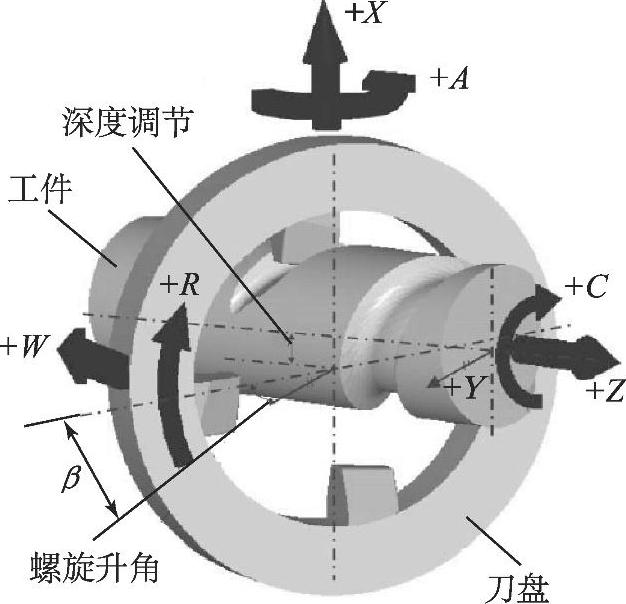
图4-69为CNC旋风铣床各轴的运动示意图。其中,R为刀盘(刀头)高速旋转运动;W为刀盘相对于丝杠的轴向旋转运动。X为刀盘相对于丝杠的径向旋转运动。除完成上述运动的控制外,新一代的CNC旋风铣床还可以减小由于热变形引起的导程误差,由刀具磨损等原因引起的螺纹中径误差,还可补偿因热变形对刀盘同轴度和回转精度的影响。当采取这些措施后,加工滚珠丝杠的精度可达到DIN 69051的3级。
2.旋风硬铣削的可行性
旋风铣削除用于一般钢件螺纹的软铣削外,目前在硬铣削方面也已经取得了长足的进步,可以对60HRC以上的滚珠丝杠和滚珠螺母等进行硬铣削,而且可以达到较高的精度和加工表面质量。能够直接在淬硬的工件上铣出螺纹,主要是因为:
1)旋风铣削是渐进式的断续切削方式,使切削阻力大大降低。
2)金属切削加工中的高速硬切削、干切削理论,如“绝热剪切理论”、“周期脆性断裂理论”等,在生产实践中得到进一步的验证和发展。
3)先进的刀具材料和精密的刀具、刀盘制造技术为旋风硬铣削创造了必要的条件。
4)新一代的CNC旋风铣床大大强化了机床、工具、刀具系统的动刚度。
5)先进的强冷技术使高速旋风铣削具有优良的排屑和散热条件。
3.旋风硬铣削应用实例
旋风硬铣削在国外的一些企业已经得到了成功应用,并取得了良好的加工效果和效益。
1)德国的Leistritz公司是世界著名的旋风铣削设备生产和应用企业,该企业采用旋风硬铣削加工滚珠丝杠、滚珠螺母,效果良好。
① 在PW160型CNC旋风硬铣床上,铣削滚珠丝杠GQ40×10(钢珠ϕ6.35mm),螺纹长度为1000mm,丝杠材料为CF63(德国DIN1.1213),淬火后的硬度为60~62HRC。加工后的导程精度(静态测量)为P3级(0.012mm/300mm),中径锥度为0.01mm/1000mm;齿形精度<0.02mm,表面粗糙度值Ra≤0.4μm;加工的单件工时为11.37min,刀片寿命为750m。
② 在PWM200型CNC内旋风硬铣床上,铣削滚珠螺母GQ32×32(钢珠ϕ3.2mm),螺纹长度为120mm,螺母材料为CF63,淬火后的硬度为60~62HBC。加工后的导程精度(静态测量)<0.006mm/32mm、0.008mm/120mm;齿形精度为0.004mm,表面粗糙度值Rz<4μm;加工的单件工时为1.3min,刀片寿命为350件。
2)美国某公司在丝杠加工中,原先采用的工艺是在软材料上加工出螺纹→淬硬→精磨,整个过程需要约170h的工时。后采用G.E.超硬磨料公司的PCBN刀具进行旋风铣削,直接在已淬硬的钢坯上加工出螺纹,只需1.75h,提高效率近100倍,如图4-70所示。
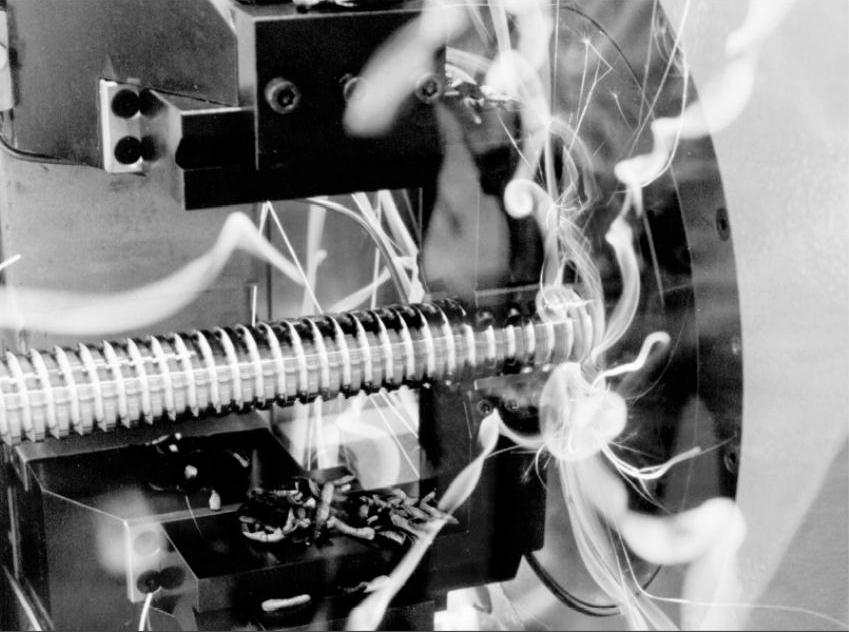
图4-70 干式旋风铣削加工
有关干切削理论与加工技术的文章

小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25
Stage1.创建工序Step1.将工序导航器调整到程序顺序视图。Stage2.设置一般参数在“型腔铣”对话框的下拉列表中选择选项;在下拉列表中选择选项,在文本框中输入值50.0;在下拉列表中选择选项,在文本框中输入值1.0。Step3.单击按钮,完成进给率和速度的设置,系统返回到“型腔铣”操作对话框。Stage6.生成刀路轨迹并仿真生成的刀路轨迹如图10.2.6所示,2D动态仿真加工后的模型如图10.2.7所示。......
2023-06-18

可见螺纹的牙顶用粗实线表示,可见螺纹的牙底用细实线表示,此即“摸得着的画粗实线,摸不着的画细实线”。在垂直于螺纹轴线的投影面的视图中,表示牙底的细实线圆只画约3/4圈,此时轴或孔上的倒角的投影不应画出。图7-9外螺纹的画法图7-10管螺纹的画法有效内、外螺纹的终止界线,规定用一条粗实线来表示。图7-13非标准螺纹的画法圆锥外螺纹和圆锥内螺纹的画法如图7-14所示。图7-15螺纹孔相交的画法......
2023-06-28
图4-14 编码表图4-15 铣削时测量面处红外线测温图傅里叶定律的热流密度公式是式中,λ是导热系数[W/(m·℃)];是温度的变化率(℃/m)。在切削温度的测量中使用了黄色漆,以增加辐射表面的辐射率。图4-16 切削温度数据及处理结果5.实验结果使用最小二乘法对实验数据进行统计处理后,得到切削温度与各切削用量的线性回归模型:......
2023-06-27

②正确安装三面刃铣刀。图3.17直沟槽的种类图3.18三面铣刀铣直角通槽图3.19铣刀的选择用三面刃铣刀铣削直角通槽的主要步骤如下:1)选择铣刀如图3.19所示,三面刃铣刀的宽度L应小于等于槽宽B,直径D应大于刀杆直径d与槽深H的2倍之和;对槽宽精度要求较高的沟槽,通常选择宽度小于槽宽的三面刃铣刀。......
2023-06-27

图4-9 编码表4.实验数据的获取按切削实验表进行切削实验,通过测试系统分别得到Fx、Fy和Fz三个方向切削力的值,测试数据见图4-10。造成第一个齿切削力偏大的主要原因是铣刀的轴线偏移。......
2023-06-27

任务引领通过观察与操作回答以下问题:1.螺纹联接有哪些基本类型?其中,三角形螺纹主要用于联接,其余多用于传动。表4.1螺纹联接的主要类型、构造、尺寸及应用续表4.1.3螺纹联接的预紧和防松1)螺纹联接的预紧任何材料在受到外力作用时,都会产生或多或少的形变,螺栓也不例外。......
2023-06-30
相关推荐