只有使用沸腾的酸或H3PO4、H2SO4、NaOH、KOH等基本方法才能实现GaN蚀刻。然而,这种强烈的蚀刻各向异性现象被用于工艺的最后一步。干式蚀刻对GaN基器件的制造而言十分关键。与图案类似,蚀刻工艺对表面的影响也要最小化,而n型接触正是沉积于CC和TFFC结构的表面上。过于强烈的蚀刻过程会损坏材料,有时材料会变为非晶态,不可能实现良好的欧姆接触。通常需要在蚀刻率、蚀刻外观和材料劣化程度间进行折中。......
2023-06-15
常见的螺纹加工工艺方法有车削、铣削、攻螺纹等,与其他加工方法相比,螺纹加工的工作条件较为恶劣(其容屑状态为封闭或半封闭)。目前,在加工螺纹时,普遍采用切削液。其中以含氯化物、极压乳化液效果最好,但对环境污染也最严重。改用低污染的切削液,不能从根本上解决问题。要彻底消除切削液带来的环境污染,干式螺纹加工则是可行的方法。
1.干式螺纹加工的可行性分析
干式螺纹加工时由于不用切削液,使切削状态进一步恶化,即加工温度升高,刀/屑及刀/工表面之间摩擦进一步加剧,排屑不畅和刀具使用寿命降低。在这种情况下,加工过程能否顺利进行必须寻求技术上的解决方案。下面以常见的丝锥加工内螺纹为例分析其可行性。
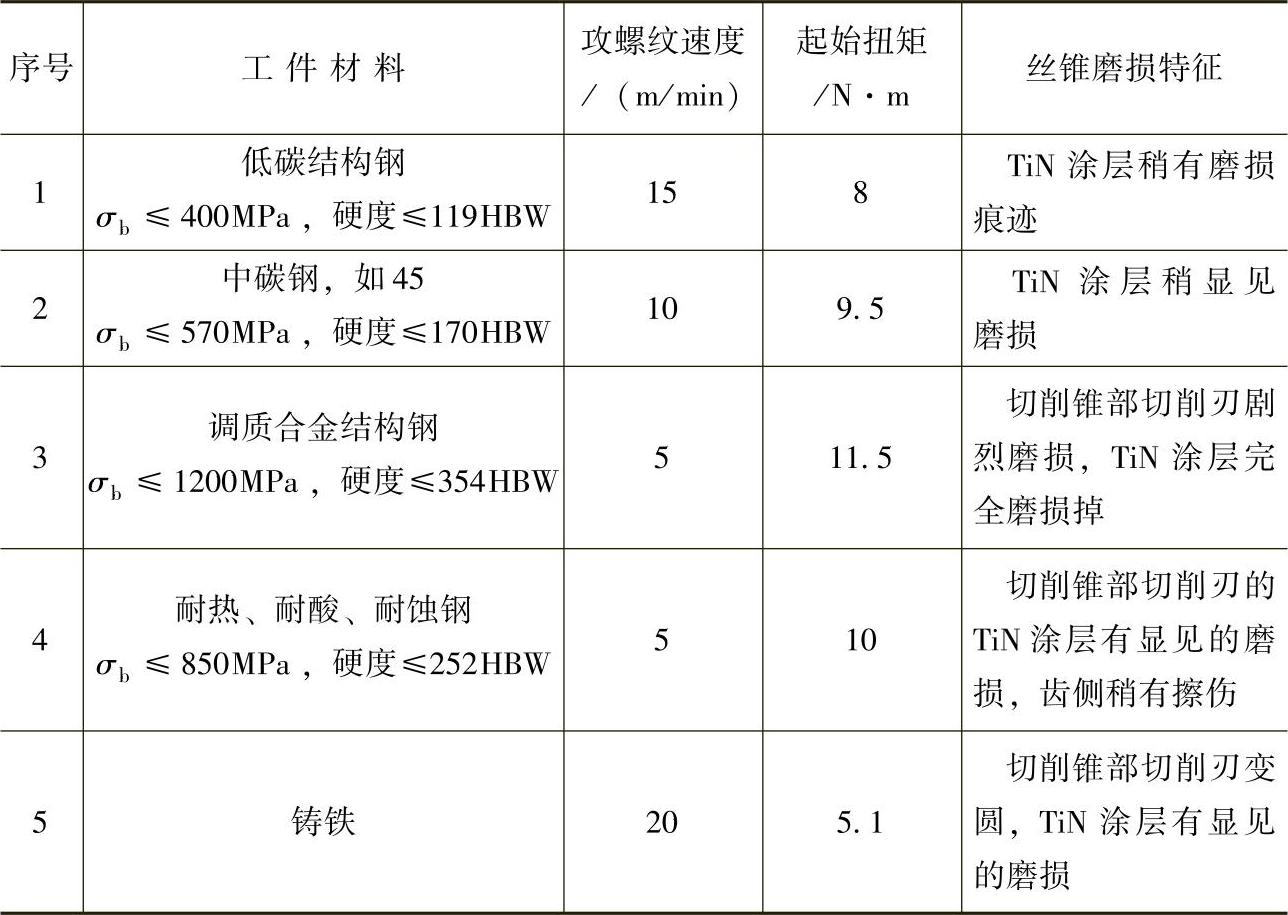
1)刀具材料及其涂层技术的发展使丝锥性能得到了极大改善。通常丝锥是用工具钢或高速钢制造的。近年来有高钴高速钢、粉末冶金高速钢及超细晶粒硬质合金制造丝锥,使丝锥的强度、韧度及耐磨性得到了很大提高。但在干切削条件下,刀具使用寿命不高。涂层技术使这个问题得到了较好的解决。适宜的涂层使刀具在切削过程中能承受高的切削温度,降低刀屑及刀具表面之间的摩擦因数,以减小刀具磨损和产生的热量。涂层丝锥既有强韧的基体,又有满足切削要求的刀面和切削刃,可以进行干式螺纹加工。表4-20是TiN涂层丝锥的应用效果。
表4-20 TiN涂层丝锥的应用效果
2)刀具设计技术的进步使丝锥具有更合理的结构。丝锥的结构从传统的结构形式发展到螺尖丝锥、挤压丝锥等多种结构;槽型有直槽和螺旋槽。丝锥的结构形式可根据加工条件优化选择,配合适宜的几何参数,可使排屑顺畅。德国ÖKO公司开发的在钢件上加工通孔螺纹的干切削丝锥,采用的是螺尖丝锥,其切削锥长为B型[B/(2~3)牙];加工不通孔的干切削丝锥采用螺旋槽型(螺旋角为35°);当不通孔深度大于两倍丝锥公称直径时,采用5°螺旋角的螺旋槽丝锥,在干攻螺纹中取得了良好效果。
2.干攻螺纹对工艺系统的要求
干攻螺纹加工对工艺系统提出了较高的要求:
1)机床要有足够的刚性、精度和功率,同时必须仔细调整。若机床有良好的对中、良好的进给控制或采用刚性/同步攻螺纹装置,则机床调整就较为简单;否则若采用普通攻螺纹装置,则要进行仔细调整。
2)由于不用切削液,为了保证足够的丝锥使用寿命,应采用较低的切削速度。
3)根据所加工工件材料及螺纹孔的结构形状,选择适宜的丝锥类型。
4)丝锥的螺旋槽型和几何参数设计应使切屑易于卷曲,有较低的摩擦阻力,以便于排屑及获得较高的尺寸精度和较低的表面粗糙度。
5)选择适宜的表面涂层,确保丝锥的工作寿命。
3.干攻螺纹的应用
干攻螺纹加工方法在日本、德国等国家均开展了研究,并已应用于生产实际。
德国某公司开发的复合涂层丝锥(MoS2+TiAlN)在含硅量w(Si)为9%的硅铝合金工件上干攻螺纹,丝锥使用寿命为攻4000个螺孔;而单涂层TiAlN丝锥使用寿命为1000个螺孔;超细晶粒硬质合金丝锥仅加工了20个螺孔。
日本某公司开发的钢件干切削挤压丝锥,与普通加切削液的挤压丝锥相比,使用寿命显著提高。用普通挤压丝锥加工冷轧钢板上M4×0.7的通孔螺纹,加工约7000个螺孔时,丝锥切削部分便产生磨损与粘结,无法继续进行切削;采用干切削挤压丝锥加工50000个螺孔以上,丝锥未产生粘结和显著磨损,可继续使用。这表明新型的干切削挤压丝锥与普通挤压丝锥相比,使用寿命提高了数十倍。
国内目前对干攻螺纹加工方法研究不多。作者在纯铝螺纹加工和薄板螺纹加工中,对干攻螺纹进行了试验研究,取得了较好效果。
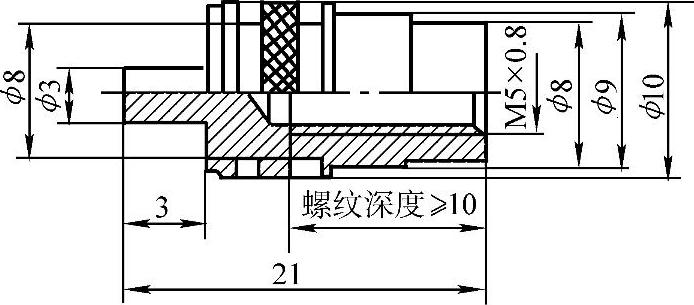
图4-64 LY-2材料的工件结构图
(1)纯铝内螺纹干挤压加工 我国某企业的产品中有一零件,材料为LY-2,如图4-64所示。其上的M5×0.8螺纹对产品整体质量有重要影响,曾采用普通切削丝锥进行攻螺纹,螺纹加工质量不高,使用中经常产生滑丝现象,严重影响了产品的整体质量,也成了企业的生产瓶颈。其主要原因是LY-2铝材的塑性大,韧度好,以切削加工方式攻螺纹时,切屑形成困难,致使切削力大,难以保证加工质量;LY-2铝材本身强度不高,用切削丝锥攻螺纹切断了金属纤维,进一步降低了螺纹牙型强度;螺纹表面硬度低,耐磨性差,表面粗糙度差,经若干次旋合后中径会胀大等。
通过对工件材料及原来加工工艺分析后,决定采用挤压方式加工螺纹。最初采用加切削液的湿式方式挤压螺纹,加工效果较好,同时存在一些不足。一是切削液流到工件、夹具、机床工作台上,给操作带来很多不便,也污染了工作现场;二是原机床无切削液供给装置,若配备该装置,则使工艺系统结构复杂,成本上升。为此,进行了干切削和干挤压螺纹对比试验。结果表明:后者比前者攻螺纹扭矩高10%~20%,但加工出的螺纹强度和表面粗糙度均较好。因此,干挤压加工内螺纹是较理想的加工方法。为了使丝锥具有足够长的使用寿命,除优化挤压加工参数外,还要选择适宜的丝锥类型。选择有螺旋棱边的高速钢挤压丝锥,分别对搓制、磨制及TiN涂层挤压丝锥进行对比试验。搓制丝锥在干攻螺纹时易崩刃,磨制丝锥基本能满足加工要求,TiN涂层挤压丝锥既满足了螺纹的加工质量要求,又具有长的使用寿命。图4-65是湿式攻螺纹与干攻螺纹的丝锥寿命比较。其结果表明,在一定条件下,干攻螺纹是可能的。
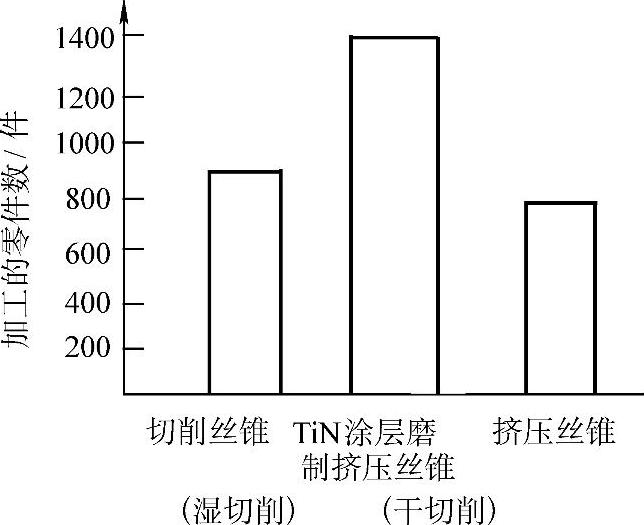
图4-65 湿式攻螺纹与干攻螺纹的丝锥寿命比较
注:实验条件:M5×0.8丝锥;螺纹孔形式:不通孔;螺纹长度:11mm;底孔直径:4.2mm(切削),4.5mm(挤压);切削速度:15m/min(切削),10m/min(挤压);机床AG-32。
(2)薄板干钻孔及螺纹加工 钣金零件、家具、汽车拖拉机等行业中,很多零件是薄板件(厚度<2mm),需在其上加工螺纹孔,以连接或固定其他零件。但因板太薄,螺纹长度很短,连接的可靠性很差。通常需在冲孔翻边或加工孔后再焊一螺母,以提高其连接强度。这不但增加了冲孔或焊接工序,也增加了加工成本。我们研制了专用的孔加工工具,使薄板孔部位的材料变成孔壁,孔的深度大大增加,再进行干挤压(或切削)螺纹,取得了满意的效果。目前已研制成功了适用于这种工艺的专用刀具、工艺及设备。图4-66是在薄板零件上加工螺纹示意图和加工工件的效果图。

图4-66 在薄板零件上加工螺纹
a)薄板螺纹底孔及螺纹加工示意图 b)加工工件的效果图
有关干切削理论与加工技术的文章

只有使用沸腾的酸或H3PO4、H2SO4、NaOH、KOH等基本方法才能实现GaN蚀刻。然而,这种强烈的蚀刻各向异性现象被用于工艺的最后一步。干式蚀刻对GaN基器件的制造而言十分关键。与图案类似,蚀刻工艺对表面的影响也要最小化,而n型接触正是沉积于CC和TFFC结构的表面上。过于强烈的蚀刻过程会损坏材料,有时材料会变为非晶态,不可能实现良好的欧姆接触。通常需要在蚀刻率、蚀刻外观和材料劣化程度间进行折中。......
2023-06-15
小直径螺纹的常规加工一般直接采用图4.1-1a所示的丝锥进行攻螺纹加工;中等直径的螺纹通常采用图4.1-1b所示的镗削工艺;大直径的螺纹或螺旋线则通过图4.1-1c所示的螺旋铣削加工完成。图4.1-1 螺纹加工方式a)攻螺纹 b)螺纹镗削 c)螺旋铣削FS-0iMD的指令G63用于攻螺纹方式选择,指令模态有效。攻螺纹方式可以利用同组的连续切削G代码指令G64、G61等撤销。......
2023-06-25
干滚切工艺因不需要使用切削液,除了明显地减小了生产成本与有利于环境保护外,还能获得很好的表面粗糙度,齿轮加工精度可以很容易达到ISO7级精度。......
2023-06-25

传统插削是采用有滚动或无滚动的往复运动方式插齿,这种加工方式会使工件加工表面产生强烈的变形和加工硬化,从而导致插齿刀后刀面发生磨损,影响插齿过程的进行和插齿质量。试验过程的结果表明,采用涂层刀具,在不降低插齿刀使用寿命和加工质量的条件下,完全可以实现干插齿加工。从图4-63b可以看出,在一定的插齿间歇次数下,干切削加工时的月牙洼磨损深度值比使用切削液时小。......
2023-06-25

螺纹的加工方法很多,经常使用的有车削、套螺纹、攻螺纹、铣削、磨削和滚压加工,具体应根据螺纹的类别、精度及零件的结构与生产类型选择适用的加工方法。车削时只用中溜板横向进给,在几次行程后,将螺纹车到所需的尺寸和表面粗糙度,这种方法叫作直进法,适用于P<3 mm 的三角形螺纹的粗、精车。在车床上用板牙套螺纹的方法。套筒4 上有一条长槽,长槽内由销钉3 插入工具体2 中,防止套螺纹时转动。......
2023-06-29
数控车床加工的螺纹多是米制三角形螺纹。图4-52 螺纹类零件2.加工方案及加工路线的确定以零件右端面中心O作为坐标系原点,设定工件坐标系。选择3号刀具为60°硬质合金机夹螺纹刀,用于螺纹车削加工。采用的切削用量主要考虑加工精度要求并兼顾提高机床寿命等因素。......
2023-06-26
螺纹的种类很多,应用很广,螺纹的加工方法和螺纹刀具也很多。按螺纹加工方法,螺纹刀具可分为切削法螺纹刀具和滚压法螺纹刀具两大类。螺纹铣刀可以在经过改装的车床上进行加工,且可对较硬的材料进行切削,是一种高效的螺纹加工刀具。螺纹铣刀的生产效率较高,但加工质量较低,一般用于比量较大螺纹的粗加工。常用的螺纹滚压工具有滚丝轮和搓丝板。......
2023-07-01
相关推荐