目前,需要研究干切削在车削、铣削、钻削、齿轮加工、磨削以及其他类型切削加工中应用的条件、特点、方法和采取的工艺措施。有关亚干切削内容将在2.4节中综述。表2-2 四种制冷方法的性能比较对于实施干切削的工艺系统,最主要的问题是保证切削过程平稳,以便获得理想的工件加工质量,由表2-2性能比较可知:制冷机压缩机循环间接制冷方法综合评价最好。......
2023-06-25
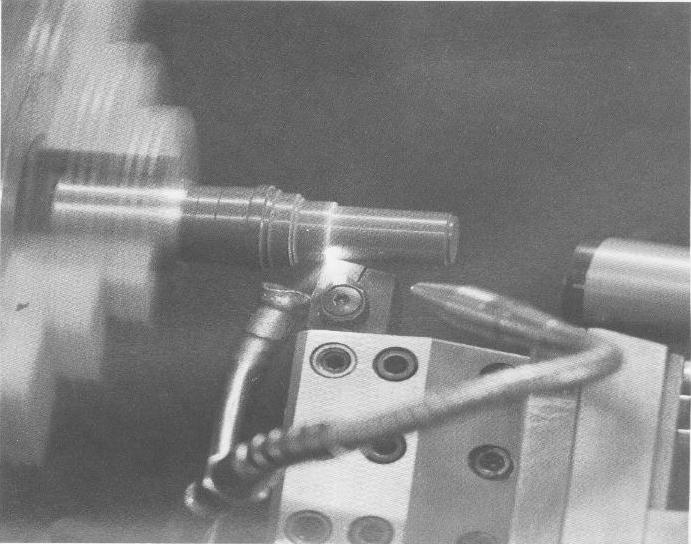
图4-32 激光辅助车削的工艺系统构成
为了能够更加经济地采用干切削加工方法加工陶瓷等硬质材料,在切削加工时将附加能量引入工件的表层,以便改善这类材料的切削加工性。采用激光束的形式将能量送到材料的表层,即采用激光辅助切削是一种常用的方法。采用激光辅助干切削,可以利用激光对切削区进行预热,从而使工件产生局部温升,加工区域硬度下降,加大了刀具/工件表面之间的硬度差,减小了切削力和刀具磨损,提高了工件的可加工性。图4-32为激光辅助车削的工艺系统构成。例如,在对氮化硅陶瓷(Si3N4)工件进行干切削时,由于该材料有极高的抗拉强度,使用任何刀具加工都会很快产生磨损。但是如果采用激光辅助切削,可使工件材料局部软化,抗拉强度由750MPa下降至400MPa(见图4-33),可减小切削阻力30%~70%,显著改善了氮化硅陶瓷材料的可加工性,刀具磨损可降低80%左右,干切削中的振动也大为减少,大大提高了材料切除率,使得干切削得以顺利进行。
激光辅助加工的刀具材料可以采用聚合晶体硬质材料,如CBN等。将激光辅助车削加工的工件试样与经磨削加工的试样进行比较,其断裂强度提高了64%,这主要是由于表面缺陷减少的缘故。对难切削的金属材料,如钛合金和镍合金,也可用激光辅助的方法进行加工。

图4-33 工件强度与温度之间的关系(氮化硅陶瓷材料)
采用以半导体为基础的微型大功率激光器,可连同所有辅助设备全部装在一台车床中,这样可减小机床及其辅助设备的体积和占地面积。采用激光辅助干切削加工具有很好的应用前景。
有关干切削理论与加工技术的文章

目前,需要研究干切削在车削、铣削、钻削、齿轮加工、磨削以及其他类型切削加工中应用的条件、特点、方法和采取的工艺措施。有关亚干切削内容将在2.4节中综述。表2-2 四种制冷方法的性能比较对于实施干切削的工艺系统,最主要的问题是保证切削过程平稳,以便获得理想的工件加工质量,由表2-2性能比较可知:制冷机压缩机循环间接制冷方法综合评价最好。......
2023-06-25

零件数控车削加工方案的拟订是制订车削工艺规程的重要内容之一,其主要内容包括选择各加工表面的加工方法,安排工序的先后顺序,以及确定刀具的走刀路线等。在数控车床上加工零件,应按工序集中的原则划分工序,安排零件车削加工顺序一般应遵循下列原则。......
2023-06-26

具有极高的能量密度,在极短时间内光能可转变成热能,其温度可达数万摄氏度以上,足以使被焊材料达到熔化和气化,利用激光束可进行焊接、切割和打孔等加工。激光焊是以聚焦的激光束作为能源轰击焊件接缝所产生的热量进行焊接的方法。此外,激光会被光滑金属表面部分反射或折射,影响能量向工件传输,焊接一些高反射率的金属比较困难。目前,激光焊主要应用于半导体、电讯器材、无线电工程、精密仪器、仪表部门小型或微型件的焊接。......
2023-06-24

在“创建工序”对话框的下拉列表中选择选项,此时,对话框中出现车削加工的21种子类型。图7.1.1所示的“创建工序”对话框区域中的各按钮说明如下。......
2023-06-18

目前使用的刀具中有40%是涂层刀具,新的涂层还在不断出现,使用涂层刀具实现干切削加工的趋势在不断增长。因此,要注意干切削机床的快速排屑结构、辅助排屑设施和提高干切削机床热稳定性的结构设计。......
2023-06-25

干切削刀具材料的选择首先应考虑干切削加工的特点,即刀具材料应具有耐高温、耐磨损、高韧度、低摩擦因数等性能。表3-4 加工常见工件材料的干切削刀具材料其次,刀具材料的选择还应考虑加工要求、加工方式等因素,并进行必要的试验研究。YM053则主要用于干切削加工各种铸铁。......
2023-06-25

现在采用普通喷吸钻的工作原理以压缩空气代替切削液的深孔加工方法,钻头的结构设计和几何参数的选择作了适当的改进,制造工艺较为简单。此外,气体喷吸钻钻头刀片的外缘与孔壁接触处应修磨圆滑,这样,刀片外缘可代替导向块,减少了制作成本。表4-15列出了干钻削的应用实例。......
2023-06-25
相关推荐