高密度可编程逻辑器件的编程设计主要采用在系统编程技术。ISP技术使数字系统设计的程序发生了根本变革,使硬件设计软件化。高密度PLD器件引脚多、间距密,若多次插接,很容易造成引脚损伤。2)ISP器件的编程设计流程图8.18ISP器件的编程设计流程ISP器件的编程设计流程如图8.18所示。......
2025-09-29
一般程序编制中程序字为一个常量,它只能描述一个几何形状。在程序中将字进行赋值和处理的称为变量。变量可以灵活变化加工过程轨迹,用变量编程(也称参数编程)称为宏编程,用变量编制的程序称为宏程序。在宏编程中虽然子程序对编制相同加工操作的程序非常有用,但由于用户宏程序允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更加方便,可将相同加工操作编为通用程序。如型腔加工宏程序和固定加工循环宏程序使用时,加工程序可用一条简单指令调出,用户宏程序和调用子程序完全一样,见图6-6。
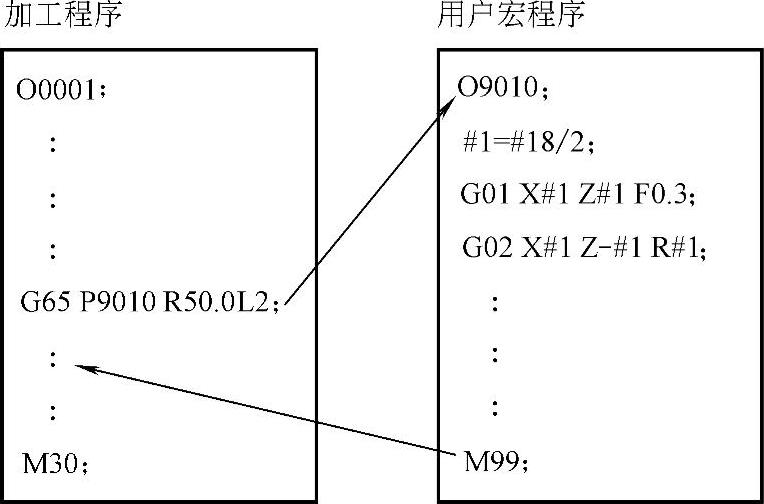
图6-6 宏程序使用
宏程序用变量符号和后面的变量号指定,例如1表示变量1。
(1)变量的类型
1)空变量0——该变量总是空的,没有值能赋给该变量。
2)局部变量1~33——局部变量只能用在宏程序中来存储数据。
3)公共变量100~199、500~999——公共变量在不同的宏程序中的意义相同,当断电时变量100~199初始化为空变量,500~999的数据保存即使断电也不会丢失。
4)系统变量1000以上——系统变量用于读和写CNC运行时的各种数据,例如刀具的当前位置和补偿值等。
(2)控制指令
1)分支语句——其格式为:IF[<条件表达式>]=GOTOn
如条件满足则执行程度段号为n的语句。
条件表达式含义如下:EQ——等于、NE—不等于、GT—大于、GE—大于或等于、LT—小于、LE—小于等于。
2)循环指令——其格式为:
WHILE<条件表达式>D0m;(m=1,2,3…)
[循环体]
ENDm;
若条件表达式满足,则循环执行WHILE与END之间的程序m次;若条件式不满足,则执行ENDm的下一个程序。
(3)宏程序调用 有用非模态调用(G65)、模态调用(G66/G67)、G代码调用宏程序、M代码调用宏程序和T代码调用宏程序等。
(4)变量与引数的赋值 变量与引数赋值的对应方法,见表6-1和表6-2。(https://www.chuimin.cn)
表6-1 变量与引数赋值的对应方法之一

表6-2 变量与引数赋值的对应方法之二

(5)宏程序调用及赋值 宏程序调用及赋值,见图6-7。
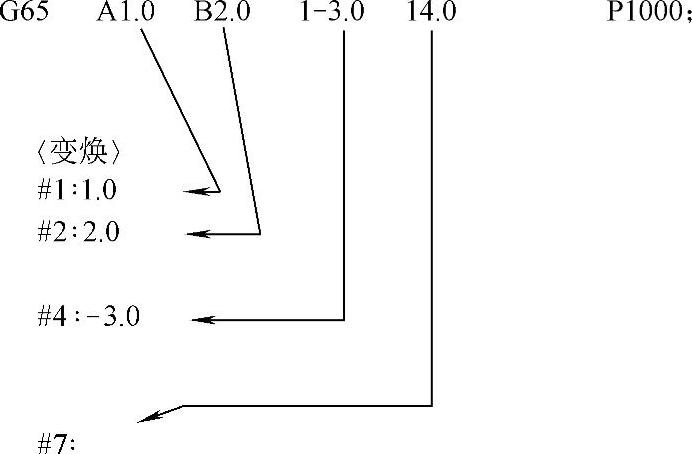
图6-7 宏程序调用及赋值
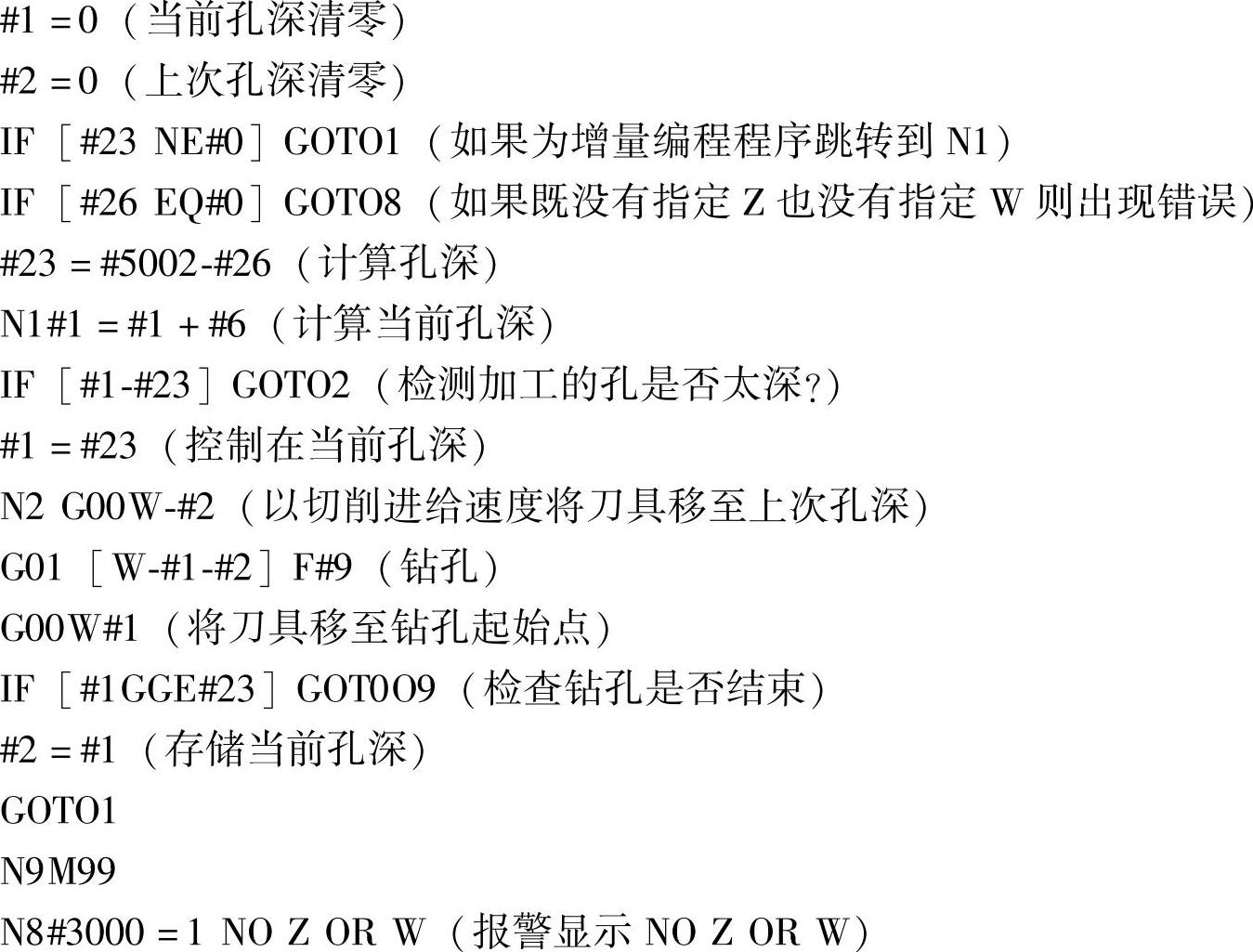
(6)宏程序编制钻孔循环举例(图6-8)
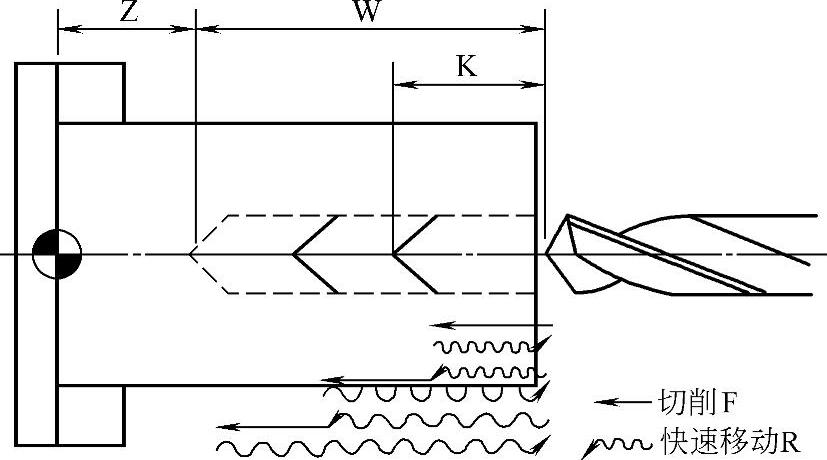
图6-8 宏程序编制钻孔循环
宏程序钻孔循环调用格式G65 P9100ZzKkFf
Z——孔深(绝对值);
W——孔深(增量值);
K——每次循环的切削量;
F——切削进给速度。
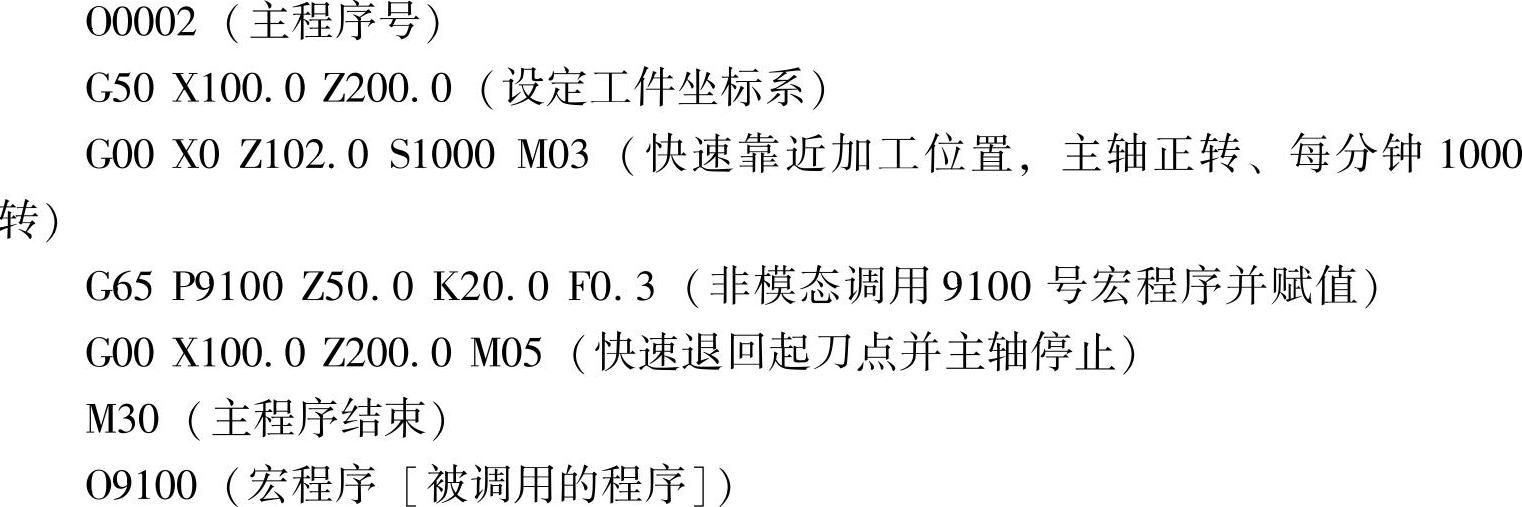
宏程序钻孔如下:
相关文章

高密度可编程逻辑器件的编程设计主要采用在系统编程技术。ISP技术使数字系统设计的程序发生了根本变革,使硬件设计软件化。高密度PLD器件引脚多、间距密,若多次插接,很容易造成引脚损伤。2)ISP器件的编程设计流程图8.18ISP器件的编程设计流程ISP器件的编程设计流程如图8.18所示。......
2025-09-29

第3章提到了PLC有三种编程方法:线性化编程、模块化编程和结构化编程。结构化编程是将过程要求类似或相关的任务归类,在功能FC或功能块FB中编程,形成通用解决方案。其特点是结构化编程必须对系统功能进行合理分析、分解和综合,所以对设计人员的要求较高,另外,当使用结构化编程方法时,需要对数据进行管理。但是,使用结构化编程方法时,需要管理程序和数据的存储与使用。......
2025-09-29
传送指令将累加器1中的内容写入目的存储区中,累加器1的内容不变。表3-2为寄存器间接寻址的区域标识位如果要用寄存器指针访问一个字节、字或双字,必须保证指针中的位地址编号为0。......
2025-09-29

PLC的软件由系统程序和用户程序组成。系统程序由PLC制造厂商设计编写,并存入PLC的系统存储器中,用户不能直接读写与更改。PLC是专门为工业控制而开发的装置。因此,这种编程语言为广大电气技术人员所熟知,是应用最广泛的PLC的编程语言,是PLC的第一编程语言。虽然各个PLC生产厂家的语句表形式不尽相同,但基本功能相差无几。只要转换条件满足,PLC就实现阶段转移,上一阶段动作结束,下一阶段动作开始。......
2025-09-29
图3-43分拣单元步进控制流程图根据步进控制流程图,下面给出初始步、黑白检测步、分配物料槽步和物料入槽步的梯形图。图3-44分拣单元的初始步梯形图程序图3-45分拣单元的黑白检测步梯形图程序图3-46分拣单元的分配物料槽步梯形图程序图3-47分拣单元的物料入槽步梯形图程序3.程序的调试本工作任务的分拣要求并不复杂,但要准确判别工件属性、在目标料槽气缸中心位置平稳地推出工件,则需要进行细致的调试。......
2025-09-29
若在运行中料仓芯件不足,则工作单元继续工作,但HL2以1 Hz的频率闪烁,HL1保持长亮。③装配子过程是一个单序列的周而复始的步进过程。“装配完成标志”为OFF状态,是防止发生重复装配的措施,其原理与加工单元主控过程所采取的防止重复加工的措施相同,即在一次装配周期结束时,置位“装配完成标志”,只有将装配好的工件取出,该标志才能复位,再重新放下待装配工件,才有可能满足初始步转移条件。图3-37装配单元供料过程部分梯形图......
2025-09-29

智能工艺是将产品设计数据转换为产品制造数据的一种技术,也是对零件从毛坯到成品的制造方法进行规划的技术。智能工艺计算机程序人机界面,如图3-3所示。图3-5智能工艺决策专家系统构成智能工艺决策专家系统具有以下特点:以“逻辑推理+知识”为核心,致力于实现工艺知识的表达和处理机制,以及决策过程的自动化。采用人工智能原理与技术。......
2025-09-29
表3-20输送单元异常情况检测梯形图紧急停车处理的程序梯形图如图3-57所示。图3-62输送单元机械手放下工件梯形图3.程序调试注意事项在FX系列PLC的系统中,步进顺序程序必须在主程序中编制,子程序中不能使用STL/RET指令,否则会发生代号为6606的错误。......
2025-09-29
相关推荐