M7120型平面磨床是企业使用较多的一种机床,它的电气线路如图6-29所示。图6-29 M7120型平面磨床控制电路主线路有四台电动机,其中M1为液压泵电动机,它起到使工作台往复运动的作用。线路中的三个热继电器FR1、FR2、FR3和欠电压继电器KUV对M1、M2、M3起到过载保护和欠电压保护作用。FU1熔断器对四台电动机进行短路保护。照明线路由变压器T2提供36V的安全电压,四个指示灯HL1~HL4分别表示M1~M4以及电磁工作台的工作状态。......
2023-06-28
磨床是用砂轮周边或端面进行精加工的机床。平面磨床是用砂轮磨削加工各种工件的平面,其应用十分广泛。
(1)机械运动 平面磨床的主运动是砂轮的旋转运动。进给运动有垂直进给、横向进给、纵向进给。当工作台每完成一次纵向进给时,砂轮作一次横向进给。当加工完成整个平面后,砂轮作一次垂直进给。
(2)电气要求 M7120型平面磨床中的砂轮旋转并不要求调速,通常采用异步电动机直接拖动。工作台的纵向往返运动是靠液压泵电动机经液压传动装置进行的,运行较平稳,能实现无级调速。换向时只要通过工作台上的撞块碰撞床身上的液压换向开关,工作台便自动换向。
1)砂轮电动机、液压泵电动机和冷却泵电动机只要求单方向旋转。
2)砂轮升降电动机要求能正反转。
3)冷却泵电动机要求在砂轮电动机运转情况下才能运转。
4)线路中有电路的短路保护、电动机的过载保护、零压保护、电磁吸盘的欠电压保护等。
5)电磁吸盘需要有去磁控制环节。
6)必要的指示信号和照明灯。
2.电气线路分析
图5-19所示为M7120型平面磨床的电气控制线路,该线路由主电路、控制电路、电磁工作台控制电路及照明与指示灯电路四个部分组成。
M1是液压泵电动机,实现工作台横向往返运动。M2是砂轮电动机,带动砂轮旋转对工件进行磨削加工。M3是冷却泵电动机,输送切削液。M4是砂轮升降电动机,用以调整砂轮与工作台在垂直方向上的相对位置。熔断器FU1为四台电动机作短路保护之用,热继电器FR1、FR2、FR3分别为电动机M1、M2、M3的过载保护。
电路的工作过程
(1)液压泵电动机M1
转动:

停止:

(2)砂轮电动机M2
转动:

停止:

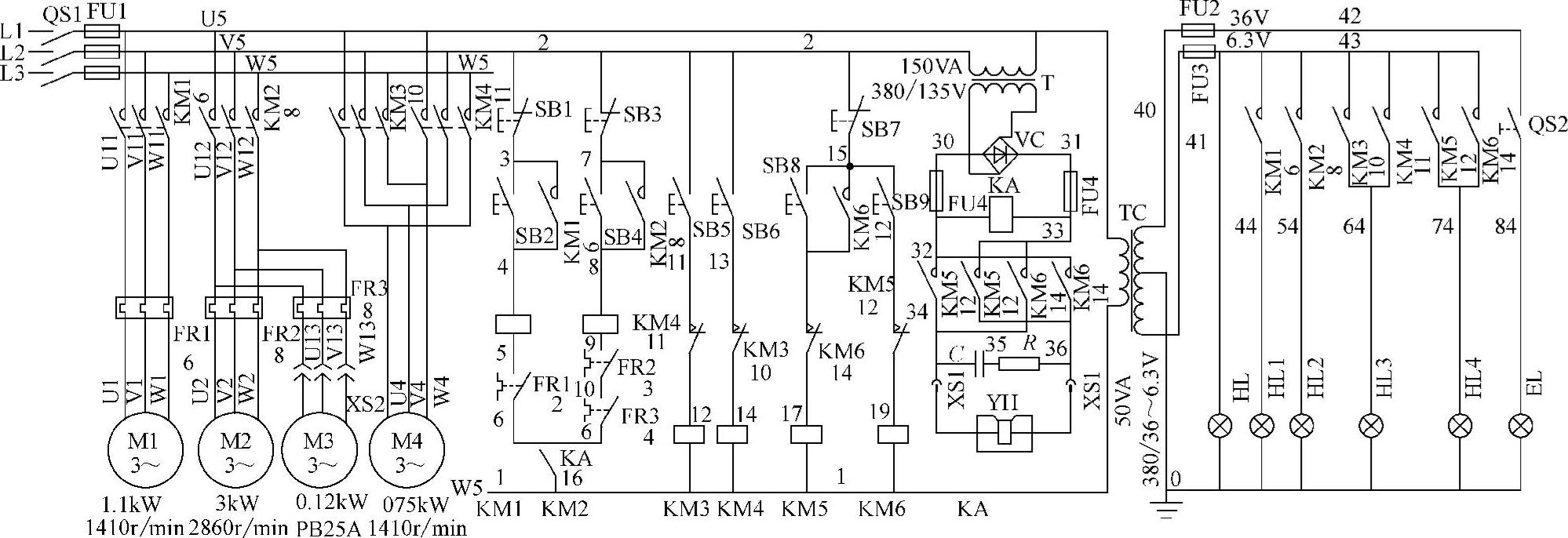
图5-19 M7120型平面磨床电气控制线路
(3)冷却泵电动机M3,M3与M2是联动控制,只有当M2起动后,插上插头,M3才能得电起动。
(4)砂轮升降电动机M4
上升:

停止:

下降:

停止:

(5)电磁吸盘YH控制 电磁吸盘是靠电磁吸力来代替固定工件的夹具,它夹紧迅速,工作效率高。电磁吸盘的工作电路包括整流装置、控制装置和保护装置三个部分。整流装置由变压器T和桥式整流器VC组成,输出110V直流电压。
吸合充磁:

充磁通路为:VC(正极)(31)→FU4(33)→KM5主触头(36)→插座XS1→YH→插座XS1(34)→KM5主触头(32)→FU4(30)→VC(负极)
去磁:

去磁通路为:VC(正极)(31)→FU4(33)→KM6主触头(34)→插座XS1→YH→插座XS1(36)→KM6主触头(32)→FU4(30)→VC(负极)
对电磁吸盘YH来说充磁与去磁电流正好相反。YH两端并联的RC电路,其作用是吸收YH电流分断时的磁场能量。由于去磁时间太长将会使工件反向磁化,因此去磁采用点动控制。
在吸盘工作电路中,KA是欠电压继电器,当电源电压不足时,吸盘吸力也不足。这样在加工过程中会导致工件飞离,造成事故,因此在线路中设置了欠电压继电器KA。将其线圈并接于电磁吸盘的工作电路中。其常开触点KA(1-6)串联在M1、M2的控制电路中。
(6)照明与指示灯电路 在图5-19中,HL为指示灯,EL为照明灯,均由二相电源经变压器Ⅰ降压成36V安全电压供电。
有关机械基础:高级的文章

M7120型平面磨床是企业使用较多的一种机床,它的电气线路如图6-29所示。图6-29 M7120型平面磨床控制电路主线路有四台电动机,其中M1为液压泵电动机,它起到使工作台往复运动的作用。线路中的三个热继电器FR1、FR2、FR3和欠电压继电器KUV对M1、M2、M3起到过载保护和欠电压保护作用。FU1熔断器对四台电动机进行短路保护。照明线路由变压器T2提供36V的安全电压,四个指示灯HL1~HL4分别表示M1~M4以及电磁工作台的工作状态。......
2023-06-28

M7130型平面磨床适用于磨削加工零件平面,主要由工作台、电磁吸盘、砂轮架等构成。图6-36所示为M7130型平面磨床控制电路。图6-36 M7130型平面磨床控制电路1.电磁吸盘充消磁工作的识读分析闭合电源总开关QS,调整电磁吸盘转换开关SA的位置,电磁吸盘YH工作将工件吸牢,磨削完成后,调整电磁吸盘转换开关SA的位置,释放工件并对电磁吸盘进行消磁操作,图6-37所示为电磁吸盘充消磁工作的识读分析。......
2023-06-23

图3-89平面磨床的几种类型及其磨削运动卧轴矩台平面磨床;立轴矩台平面磨床;卧轴圆台平面磨床;立轴圆台平面磨床周边磨削时,砂轮与工件的接触面积小,磨削力小,排屑及冷却条件好,工件受热变形小,且砂轮磨损均匀,所以加工精度较高。端面磨削时,砂轮与工件的接触面积大,同时参加磨削的磨粒多,另外磨床工作时主轴受压力,刚性较好,允许采用较大的磨削用量,故生产率高。......
2023-06-29

在选择电焊机时,必须考虑其是否符合有关标准。电焊机现行的标准是电焊机行业的基础标准,此标准涉及面广,它既是对本行业产品总量90%以上的弧焊电源进行标准规范,也是各类弧焊电源“3C”认证所依据标准。表9-1 电焊机现行的标准对于国外进口焊机,有相应的国际或者其生产国家的标准,但是必须满足我国有关电气设备“3C”的安全认证标准。......
2023-06-30

以桑塔纳3000轿车空调系统为例进行讲解。如果不满足上述任一单元所设定的条件时,空调电磁离合器的供电都将被切断,从而使压缩机停止工作。当发动机ECU的T80/10端收到空调请求信号时,发动机ECU的T80/8端输出高电压,压缩机切断继电器J26电流通路使继电器吸合。同理,当发动机冷却液温度高于119℃时,空调水温开关F40断开,空调也将停止工作。空调压缩机切断继电器J26由发动机ECU的T80/8端控制。......
2023-08-29
离子转移后两相界面之间就会形成双电层,双电层之间的电位差即金属与电解液之间的电位差,就是金属的电极电位,记作φ,有时也用下标注明金属电极种类,如铜电极的电极电位记作φCu/Cu2+。反之,如果水化离子进入金属晶格,则金属表面带正电荷,因而形成的双电层具有正的电极电位。经过一定时间达到平衡后所具有的电极电位,叫作该金属的平衡电极电位,记作φe。标准状态下的平衡电极电位称作标准电极电位,用φ0表示。......
2023-06-23
图4-36是NCP1280的引脚排列图。R20,R21以及VT4组成过热保护电路。电压检测电路由R81、R45组成,R80、R79是NCP1280的反馈电压比较电路,它把输入电压Vin的斜坡电压与PFC的输出电压VEA相比较,其差值由占空比进行调整。图4-35 NCP128O工业电源电路图图4-36 NCP1280引脚排列图VT17、VT19是5V输出的同步整流电路,R53是VT17的驱动电阻,R59是VT16的驱动电阻。VD7、VS10、VT20、VD20、VS9组成输出电压反馈取样和过电压保护电路。......
2023-06-25

相关推荐