目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15
变频器的多挡速度控制端X1、X2、X3分别与PLC的输出端Y4、Y3、Y2相接。从而,各阶段变频器的输出频率将取决于Y4、Y3、Y2的状态。
变频器的多挡升、降速时间控制端X4、X5分别与PLC的输出端Y1、Y0相接,从而变频器在不同阶段的升、降速时间将取决于Y1、Y0的状态。
变频器的正向控制端FWD、反向控制端REV以及点动控制端JOG分别与PLC的输出端Y5、Y6、Y7相接,以便接受它们的控制。
PLC的内部逻辑关系(梯形图)如图10-11所示。因为输出继电器(Y0、Y1、Y2…)是直接与外电路相接的,响应速度有一定的滞后,其线圈常不宜多处反复使用,故采用PLC内部的辅助继电器M1、M2…作过渡。
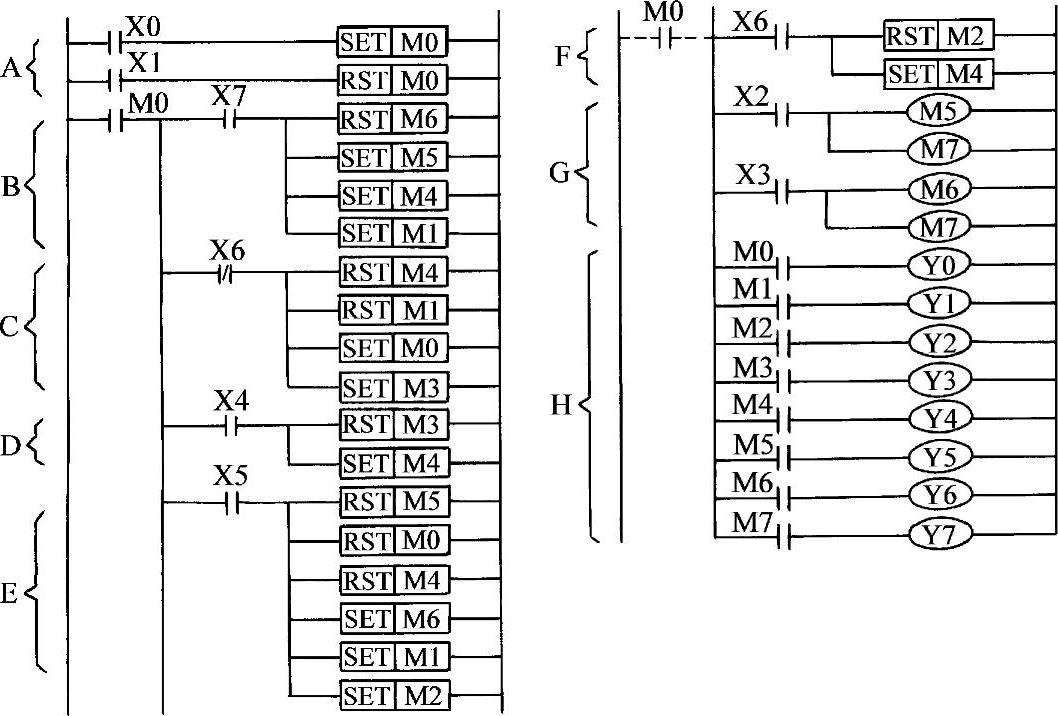
图10-11 PLC的梯形图
今说明如下:
在循环开始前,应通过点动将刨台位置调整到一端,使SQ3、SQ4处于接通状态(SQ3=1,SQ4=1)。
A段———循环开始与紧急停机:
按下SB1→输入继电器X0动作→辅助继电器M0动作,为后面的运行作好准备。
按下SB2→输入继电器Xl动作→辅助继电器M0复位,循环运行中止。
B段———循环开始及刨刀切入工件段。这时:
(1)辅助继电器M6复位。在刚开始循环时,因M6并未动作,故无作用。
(2)辅助继电器M5动作→输出继电器Y5动作→变频器的FWD接通→正向运行。
(3)辅助继电器M4动作→输出继电器Y4动作→变频器的X1接通→选择第1挡工作频率(多挡速的状态为001)。
(4)辅助继电器M1动作→输出继电器Y1动作→变频器的X4接通→选择第1挡升、降速时间(多挡升、降速时间的状态为01)。
这时,变频器以第1升速时间ta1较快升速至第1工作频率fX1,刨台以较低速度正向运行,使刨刀切入工件。在此过程中,SQ4复位(SQ4=0)。
C段———正常切削段。接近开关SQ3复位→输入继电器X6复位。这时:
(1)辅助继电器M4复位→输出继电器Y4复位→变频器的X1断开→重选工作频率。
(2)辅助继电器M1复位→输出继电器Y1复位→变频器的X4断开→重选升速时间。
(3)辅助继电器M3动作→输出继电器Y3动作→变频器的X2接通→选择第2挡工作频率(多挡速的状态为010)。
(4)辅助继电器M0动作→输出继电器Y0动作→变频器的X5接通→选择第2挡升速时间(多挡升、降速时间的状态为10)。
这时,变频器以第2升速时间ta2较缓升速至第2工作频率fX2,刨台以选定的切削速度正向运行,进行切削。
D段———退出工件段。接近开关SQ1动作→输入继电器X4动作。这时:
(1)辅助继电器M3复位→输出继电器Y3复位→变频器的X2断开→重选工作频率。
(2)辅助继电器M4动作→输出继电器Y4动作→变频器的X1接通→选择第1挡工作频率(多挡速的状态为001)。
这时,变频器以第2降速时间ta2较缓降至第1工作频率fX1,刨台又以较低速度正向运行,刨刀即将退出工件。
E段———高速返回段。接近开关SQ2动作→输入继电器X5动作。这时:
(1)辅助继电器M0复位→输出继电器Y0复位→变频器的X5断开→重选升、降速时间。
(2)辅助继电器M4复位→输出继电器Y4复位→变频器的X1断开→重选工作频率。
(3)辅助继电器M5复位→输出继电器Y5复位→变频器的FWD断开→重选运行方向。
(4)辅助继电器M6动作→输出继电器Y6动作→变频器的REV接通→选择反向运行,使刨台返回。
(5)辅助继电器M1动作→输出继电器Y1动作→变频器的X4接通→选择第1挡降(升)速时间(多挡升、降速时间的状态为01)。
(6)辅助继电器M2动作→输出继电器Y2动作→变频器的X3接通→选择第4挡工作频率(多挡速的状态为100)。
这时,变频器以第1升速时间ta1反向升速至第4工作频率fX4,刨台由低速正向运行转为高速返回。在返回过程中,SQ2和SQ1相继复位。
F段———低速返回段。接近开关SQ3动作→输入继电器X6动作。这时:
(1)辅助继电器M2复位→输出继电器Y2复位→变频器的X3断开→重选工作频率。
(2)辅助继电器M4动作→输出继电器Y4动作→变频器的X1接通→选择第1挡工作频率(多挡速的状态又为001)。
这时,变频器以第1降速时间ta1降速至第1工作频率fX1,刨台低速返回。
当返回至接近开关SQ4动作时,输入继电器X7动作,工况回复到A段。这时:
辅助继电器M6复位→输出继电器Y6复位→变频器的REV断开→重选运行方向。
以后的过程与A段相同,刨台的运动进入下一个循环,继续上述过程(实际工作中,应注意和刨刀的进刀动作相配合)。
G段———点动控制段。
(1)正转点动 按下SB3→输入继电器X2动作→辅助继电器M5和M7动作→变频器的FWD和JOG接通→电动机正转点动。
(2)反转点动 按下SB4→输入继电器X3动作→辅助继电器M6和M7动作→变频器的REV和JOG接通→电动机反转点动。
H段———这一段只是表示了各辅助继电器和输出继电器之间的联系,其工作情况在前面的叙述中已经说明了。
有关SPWM变频调速应用技术的文章

目前,液压振动台已成为连铸机的标准配置。同时,伺服阀阀组2待机,二位电磁阀5处于上工作位,三个液控单向阀6、7、8处于关闭状态,对应的伺服阀阀组也处于休眠状态。图8-30 振动台双伺服阀控制液压回路1—二位电磁阀 2、3、4、5、6、7、8—液控单向阀......
2023-06-15

AWC液压阀台是带钢宽度AWC控制液压系统中较重要的组成部分,它主要的功能是对带钢宽度实现自动控制。AWC控制机构主要有两个AWC液压缸和一个平衡缸所组成,如图9-14所示。图9-14 AWC控制机构图9-15 AWC液压缸控制液压原理表9-1 元件控制动作注:1表示电磁阀得电,0表示电磁阀失电,+%、-%、0%表示伺服阀控制的参考值。......
2023-06-15

1-2-3数字调音台、音频工作站与控制台目前在声音制作系统中使用的调音台的形式有常见的模拟调音台和数字调音台。比较特殊的一点是,数字调音台都在操作台上配置了可以旋转的圆盘供参数选择用。有关这一部分,我们将在本教材的“音频工作站”章节中详述。图1-35StuderVista6数字调音台图1-36StuderVista6数字调音台图1-37ICON控制台......
2023-12-01
图5-25 多地控制的PLC线路与梯形图单人多地控制1)甲地起动控制。2)甲地停止控制。在甲地按下停止按钮SB2时→X001常闭触头断开→线圈Y000失电→Y000常开自锁触头断开,Y000端子内部硬触头断开→接触器线圈KM失电→主电路中的KM主触头断开,电动机失电停转。乙地和丙地的起/停控制与甲地控制相同,利用图5-25b所示梯形图可以实现在任何一地进行起/停控制,也可以在一地进行起动,在另一地控制停止。......
2023-06-15

碳弧气刨产生的烟雾和粉尘严重污染环境,影响工人的身体健康,特别是在密闭的容器内操作,情况更为恶劣,采用一般的通风措施都不能解决问题。为了控制碳弧气刨引起的烟雾和粉尘污染,根据水喷雾可以消烟灭尘的道理,有些工厂应用了碳弧水气刨。将碳弧气刨枪稍做改造即可作为碳弧水气刨枪。......
2023-06-26
图6-1 启保停电路通过分析,可以看出这种电路具备启动、保持和停止的功能,这也是“启保停”电路名称的由来。在实际的电路中,启动信号和停止信号可能由多个触点或者比较等其他指令的相应位触点串并联构成。......
2023-06-15

正、反转联锁控制的PLC线路与梯形图如图5-24所示。按下反转按钮SB2→梯形图程序中的反转触头X001闭合→线圈Y001得电→Y001自锁触头闭合,Y001联锁触头断开,Y001端子与COM端子间的内硬触头闭合→Y001自锁触头闭合,使线圈Y001在X001触头断开后继续得电;Y001联锁触头断开,使线圈Y000即使在X000触头闭合时也无法得电,实现联锁控制;Y001端子与COM端子间的内部硬触头闭合,接触器KM2线圈得电,主电路中的KM2主触头闭合,电动机得电反转。......
2023-06-15
刨、插和拉削加工主要用于对水平面、垂直面、内外沟槽以及成型表面的加工,其刀具和工件的相对运动轨迹为直线。大批量生产的键槽孔或成型孔等,多采用拉削加工。图9-30插床3. 拉削加工拉削加工是在拉床上进行的加工方法。图9-32圆孔拉刀拉削加工的优点是加工的工件尺寸精度高、表面粗糙度值小。......
2023-06-24
相关推荐