铝蜂窝夹层结构的制造过程包括:蜂窝芯的制造、夹芯外形的加工、蒙皮与蜂窝芯胶结前的清洗、涂胶与装配、固化、装配件的检验与试验。图5-7制造蜂窝芯的成形法和拉伸法示意图下面简单介绍用拉伸法制造蜂窝芯的工艺过程。对固化后的蜂窝夹层结构,要用密封胶来密封全部可能进水、进气的通路。......
2023-07-18
铰削加工的特点是加工余量小,切削厚度薄(精铰时hD=0.01~0.03mm)。由于铰刀有切削刃钝圆半径,又具有修光刃,而且后面还有:ba1=0.05~0.3mm
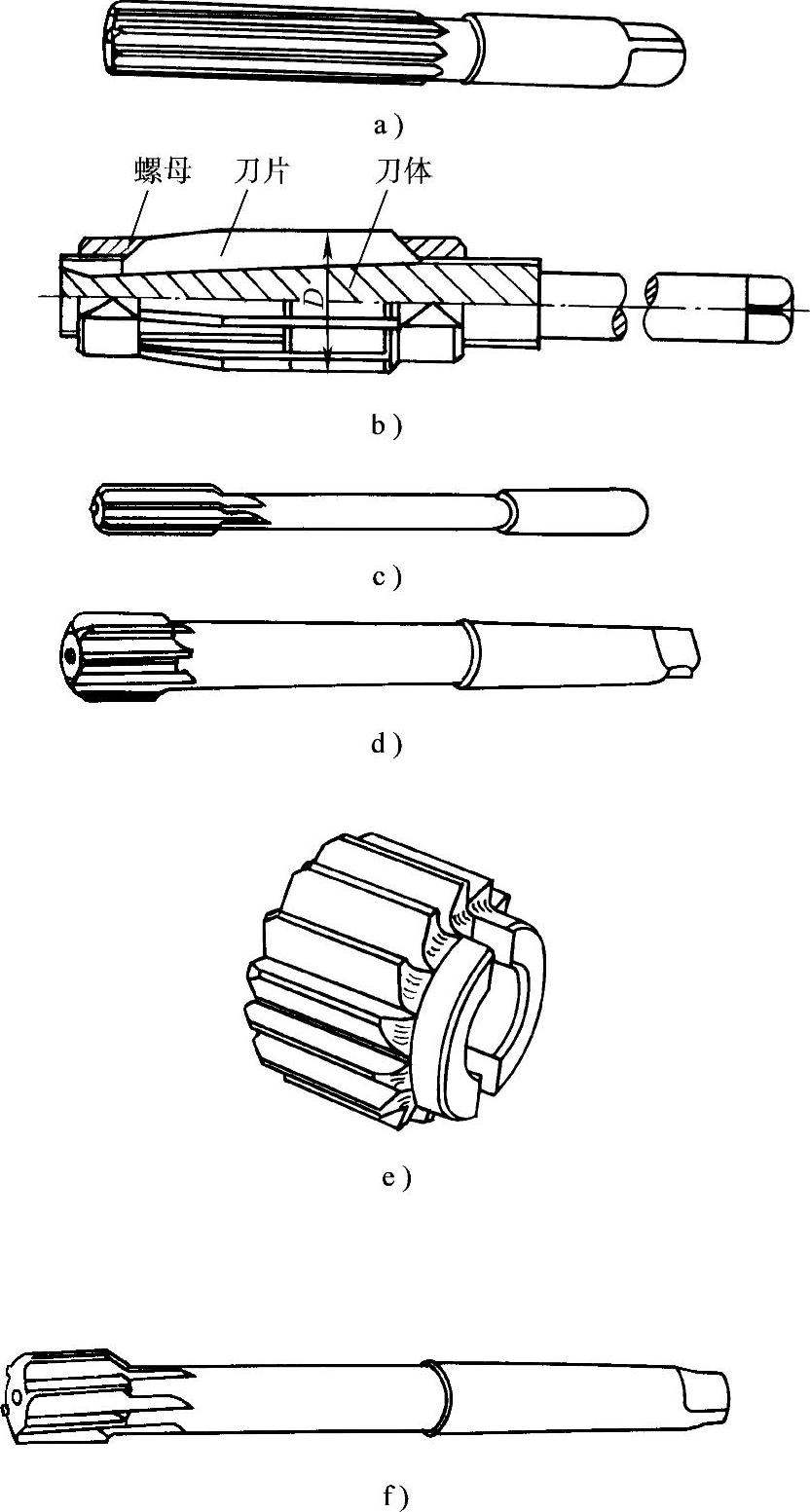
图6-30 铰刀的种类
a)直柄手用铰刀 b)可调节手用铰刀 c)直柄机用铰刀 d)锥柄机用铰刀 e)套式机用铰刀 f)硬质合金机用铰刀
的刃带,所以挤压作用大,铰削过程实际上是切削与挤压两种作用的结果。
1.铰刀的种类及应用
铰刀的种类很多,通常分为手用和机用两大类。手用铰刀又分为整体式(图6-30a)和可调节式(图6-30b);机用铰刀可分为带柄的(直径1~20mm为直柄,图6-30c;直径5.5~50mm为锥柄,图6-30d)和套式的(直径25~100mm,图6-30e)。
铰刀不仅用来加工圆柱形孔,也有用来加工锥形孔,如莫氏圆锥铰刀和1∶50锥度销铰刀。
此外,按刀具材料,还可分高速钢铰刀和硬质合金铰刀,如图6-30f所示。
铰刀是一种用于孔的精加工及半精加工的多刃刀具,也可用于磨孔和研孔前的预加工。铰削后孔的公差等级可达IT7~IT5,表面粗糙度值为Ra0.63~2.5μm。
2.铰刀的结构组成
如图6-31所示为铰刀的典型结构,它由工作部分、空刀和柄部三部分组成。工作部分包括切削部分和校准部分,而校准部分又由圆柱部分和倒锥部分组成。为使铰刀容易切入已有的孔中,所以在其前端常作有(0.5~2.0mm)×45°的引导锥。
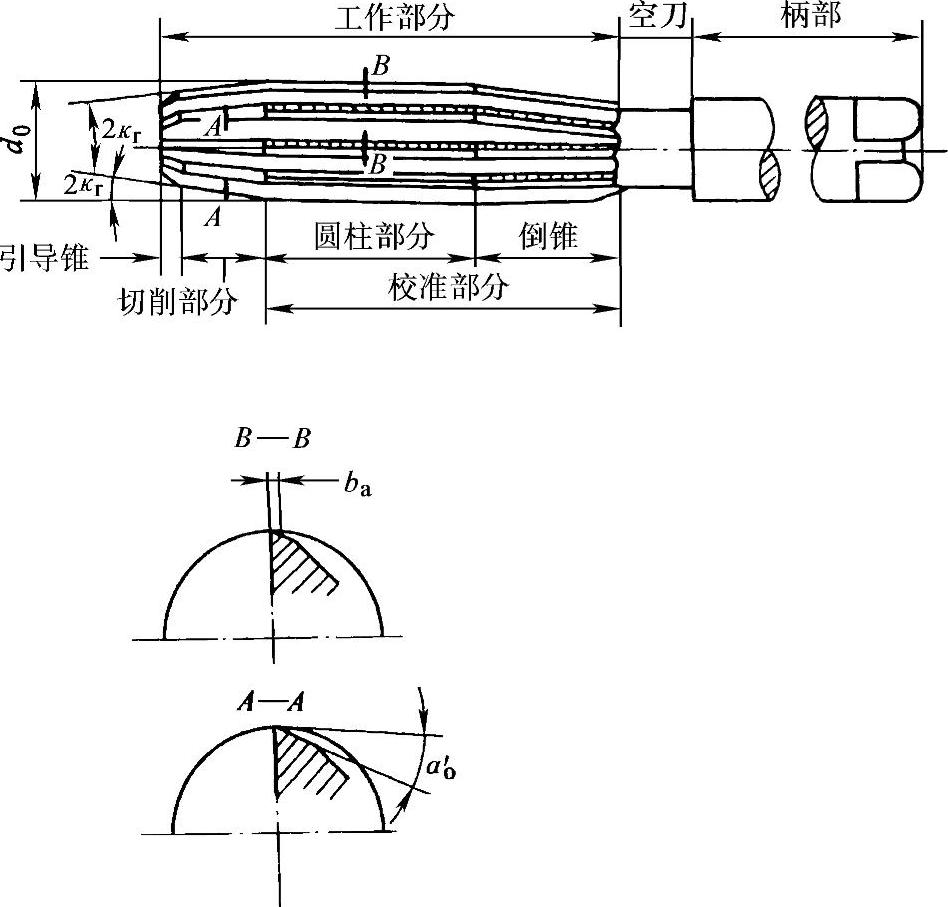
图6-31 铰刀的结构
1)正确确定铰刀的直径和公差,对被加工孔的尺寸精度、铰刀的制造成本和使用寿命有直接影响。一般情况铰出的孔会产生扩张量,这是由于刀齿的径向圆跳动、工件与刀具的安装误差、机床主轴间隙过大以及积屑瘤等因素造成的。但在铰削薄壁的韧性材料或用硬质合金铰刀铰孔时,常会出现铰孔后的孔径比铰刀直径稍小的情况,即产生收缩量,这是由于铰孔时的挤压作用又会使孔产生弹性恢复而缩小。铰孔时扩张或收缩量的大小,需按经验或由试验确定。
2)铰刀的齿数会影响被铰孔的精度和表面粗糙度。若齿数增多,则铰削平稳、导向好,有利于提高孔的精度和表面质量。但若齿数过多,则会减小容屑空间,降低刀齿的强度,并使刀齿刃磨困难,制造精度也难提高。因此,铰刀齿数一般取4~16。为了便于测量铰刀直径,齿数通常采用偶数。高速钢铰刀齿数见表6-1。
表6-1 高速钢铰刀齿数

铰刀刀齿在圆周上的分布有等齿距与不等齿距两种形式,目前工厂生产的手用铰刀大多采用不等齿距分布。
铰刀的槽形有直线齿背形、圆弧齿背形和圆弧直线齿背形三种。直线齿背形的形状简单,能用标准角度铣刀铣制,一般手用和机用铰刀都可采用这种槽形。圆弧齿背形的槽形有较大的容屑空间,但齿槽须用成形铣刀铣出,一般用于直径大于20mm的铰刀,圆弧直线齿背形主要用于硬质合金铰刀。

图6-32 铰刀螺旋槽方向
铰刀的齿槽有直槽和螺旋槽两种。直槽制造、刃磨和检验方便,故使用广泛。螺旋槽铰刀切削平稳,主要用于铰削深孔和带断续表面的孔。螺旋槽的方向有左旋和右旋两种,如图6-32所示。右旋铰刀铰削时,切屑向后排出,适用于加工不通孔。左旋铰刀铰削时,切屑向前排出,可防止切屑刮伤已加工表面,适用于加工通孔,且工作时轴向力压向主轴使铰刀装夹牢固。铰刀在切削灰铸铁和钢料时,推荐取螺旋角β=8°。
有关机械基础:初级的文章

铝蜂窝夹层结构的制造过程包括:蜂窝芯的制造、夹芯外形的加工、蒙皮与蜂窝芯胶结前的清洗、涂胶与装配、固化、装配件的检验与试验。图5-7制造蜂窝芯的成形法和拉伸法示意图下面简单介绍用拉伸法制造蜂窝芯的工艺过程。对固化后的蜂窝夹层结构,要用密封胶来密封全部可能进水、进气的通路。......
2023-07-18

排样图:如图10-23b所示。说明:1.工艺分析如图10-23a所示为某汽车固定箍圈,该制件形状复杂,是一典型的圆筒卷圆件,以前曾有类似的制件,按照传统工艺预弯,卷圆成形后出现了较大的回弹,回弹后圆筒件直径一般增大5~8mm,而且圆筒件有明显的椭圆化倾向,虽经反复调整,修研模具,但效果一直不理想,难以冲压出合格的制件。......
2023-06-26

梯级有整体压铸铝及金属结构组合型两种,其生产也分为相应的两种制造工艺。铝合金梯级一般采用含镁量较低、抗冲击强度较高的压铸铝合金材料制造。梯级有防滑等级、齿槽距离、尺寸公差等要求,因此踏板、踢板的冲压成形是梯级制造的关键工序,需要严格控制。其次,各零件间的焊接强度、装配精度等也是保证组合梯级尺寸及强度等要求的关键工艺,以保持各装配梯级的一致性。......
2023-06-15

表2-2基于TCP/IP的MMS通信协议栈客户/服务器模型的 A-Profile 的应用层采用 MMS和ACSE,其所使用的表示层和会话层均是面向连接的,是隐含的、强制性的。MMS 是一个应用层标准,用来支持在计算机综合制造环境中的设备间的消息通信。IEC 61850 中 ACSI 服务器类的实例被映射到一个MMS的虚拟制造设备对象。MMS命名变量有一个分层的MMS类型描述。MMS类型描述的一般分层结构包括多个层次的组件。表2-4IEC 61850的服务模型映射到MMS的服务模型......
2023-06-28

焊接更容易制造水密性与气密性要求高的结构,已广泛用于压力容器、舰船、储罐等结构的制造。焊接结构的服役性能和安全性,是当今焊接结构设计与制造关注的首要问题,特别像核电站、大型客机、石油化工企业等,一旦发生事故,往往造成生命财产的巨大损失。因此焊接结构在使用过程中,不应产生弹性失效、塑性失稳及断裂等突发的致命破坏。图1-3为影响焊接结构制造性能的主要因素。焊接结构在制造过程中,消耗了大量材料及能源。......
2023-07-02
造型特征分析●戒指主体形状呈交叉对称结构,可以用镜像工具产生该结构。在顶视图中,使用镜像工具实例复制多边形,形成对称结构。使用“快速切片”工具,在前视图对戒圈的顶部进行快速切割,形成戒指凸起部分的特征结构线,见图12-15。......
2023-06-20
合理组织焊接制造过程,使焊接制造过程始终处于最佳状态,是保证企业获得良好经济效益的重要前提之一。合理组织焊接制造过程要考虑以下四个方面:1.焊接制造过程的连续性焊接制造过程的连续性是指产品和零件在制造过程的各个环节上的运动,自始至终处于连续状态,不发生或少发生不必要的中断、停顿和等待现象。因此,实现焊接制造过程的节奏性必须把三个方面统一安排。......
2023-07-02

(一)塑料土工格栅的制造方法塑料土工格栅制造方法主要有两种,一种是聚合物树脂经挤出连续的板材,在板材上进行规则地冲孔,然后对冲孔的板材进行加热、拉伸。一条完整的塑料土工格栅生产线由板材挤出装置、板材冲孔装置、纵向拉伸装置和横向拉伸装置、收卷装置组成。......
2023-06-20
相关推荐