螺纹术语是螺纹技术领域规定的统一用语。GB/T 14791—1993《螺纹术语》给出了螺纹各要素的术语定义,是制定各种螺纹参数标准的基础,也是正确理解螺纹技术内容的依据。......
2025-09-29
1.钻头的种类
钻头是钻孔或扩孔的刀具,它一般用于实心材料上钻孔。用于粗加工,也可用于半精加工或精加工的预钻孔。根据不同的结构形式和用途。钻头可分为麻花钻、扁钻、中心钻及深孔钻等。目前使用最广泛的是麻花钻。
2.麻花钻的结构及几何参数
(1)标准麻花钻的组成 标准麻花钻由工作部分、空刀和柄部三部分组成,如图6-24a所示。
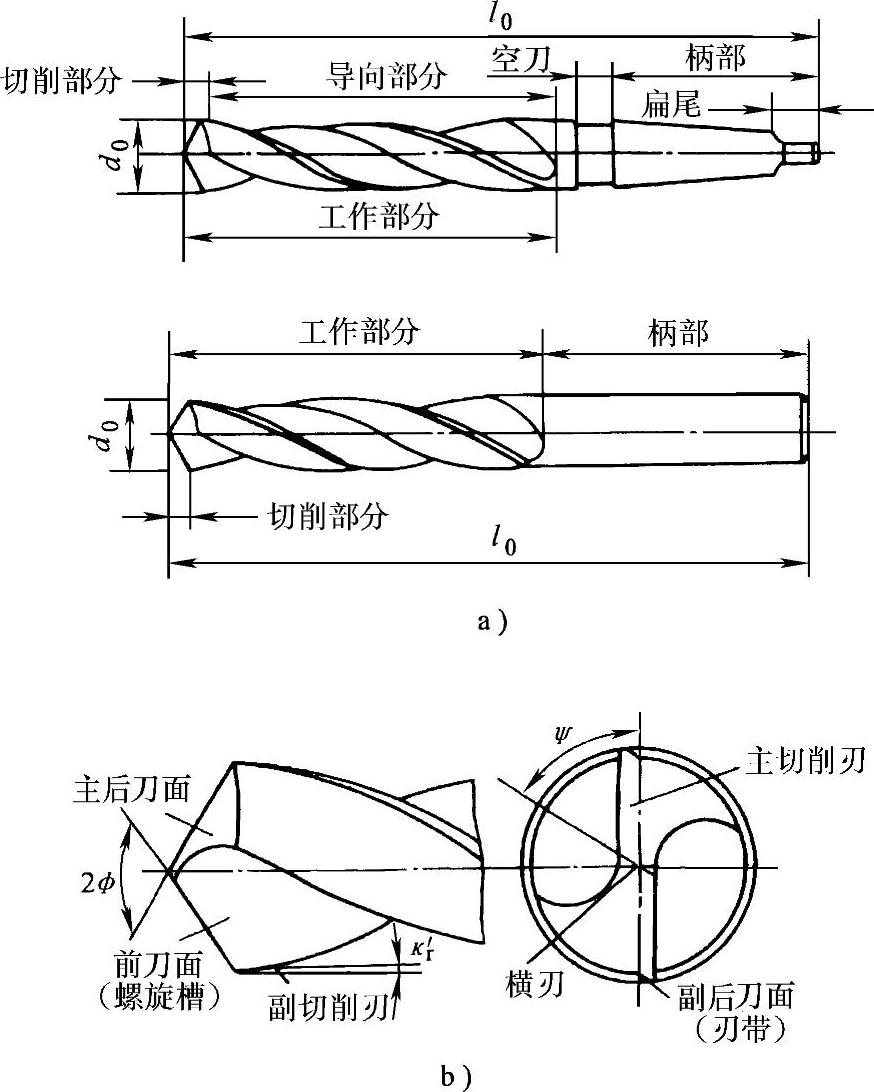
图6-24 麻花钻的组成
麻花钻的工作部分由切削部分和导向部分构成。切削部分起切除金属的作用;导向部分在钻削时起导向和修光作用,同时也是切削部分的备磨部分。其中切削部分由两个前刀面、两个后刀面和两个副后刀面(刃带)组成。两前刀面和两后刀面交线为两主切削刃;两前刀面与两刃带交线为两副切削刃;两后刀面在钻心处相交形成横刃(图6-24b)。所以标准麻花钻共有三条主切削刃和两条副切削刃。
为减小麻花钻与孔壁间的摩擦,导向部分上有两条窄的刃带(副后刀面),它的直径由钻尖向尾部逐渐减小,其减小量为每100mm长度上减小0.03~0.12mm,大直径钻头取大值。
麻花钻的空刀是用于连接工作部分和柄部的,在磨削时作退刀槽用。钻头的标记打印于此处。
麻花钻的柄部是用来装夹钻头和传递转矩。钻头直径ϕ13mm以上采用莫氏锥柄,ϕ13mm以下采用圆柱直柄。
(2)麻花钻的几何参数 为了讨论麻花钻的几何参数,首先必须确定钻头的基面与切削平面。麻花钻的基面是:过切削刃上某一点,并通过钻头轴线的平面(图6-25a),切削刃上不同点的基面也不相同(图6-25b)。麻花钻的切削平面是过切削刃上某点所作的切削表面的切平面,如图6-25a所示。
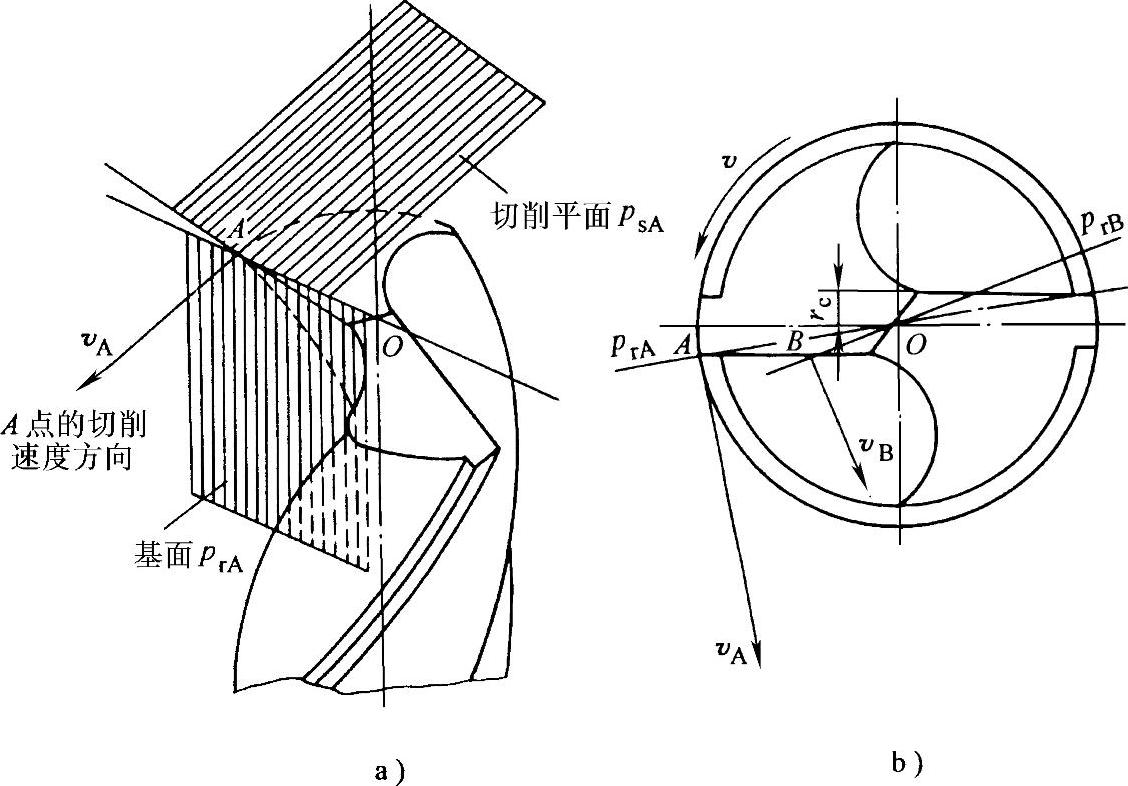
图6-25 麻花钻基面与切削平面
a)A点的基面与切削平面 b)A、B点的基面
麻花钻的切削部分可以看作是由两把车刀与一条横刃组成,其主要几何参数如下。
1)螺旋角β:螺旋角是钻头螺旋槽在最大直径处的螺旋线展开成直线与钻头轴线的夹角,如图6-26所示。
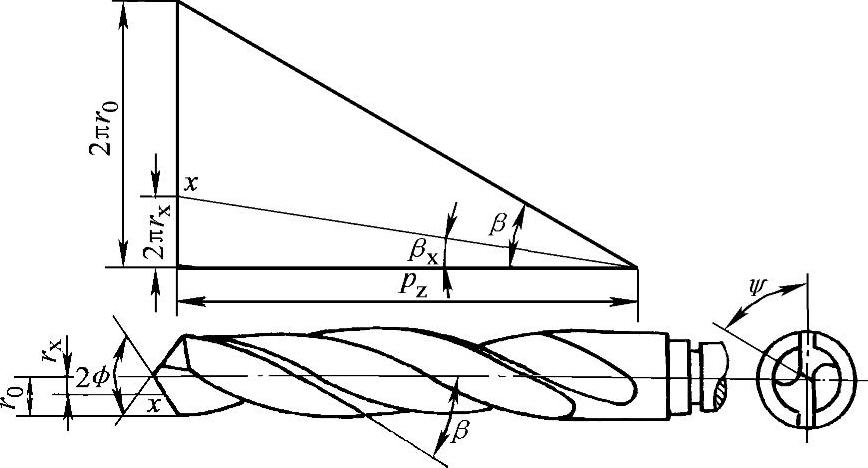
图6-26 麻花钻的螺旋角和顶角
由图可知
tanβ=2πr0/Pz
式中 r0——钻头半径(mm);(https://www.chuimin.cn)
Pz——螺旋槽导程(mm)。
由于主切削刃上任意点的半径不同,所以螺旋角也不同。钻头外径处的螺旋角最大,越靠近钻心螺旋角越小。螺旋角实际上就是钻头在轴向剖面内的前角,因此,螺旋角越大,前角越大、切削刃越锋利、切削越省力、切屑越容易排出。但是螺旋角越大,切削刃强度及散热条件也越差。一般工具厂生产的标准麻花钻螺旋角在18°~30°之间。
2)顶角(锋角)2ϕ:钻头的顶角是两主切削刃在与它们平行的平面上投影的夹角(图6-26)。标准麻花钻的顶角2ϕ=118°。钻头切削刃上各点的顶角相等。此时主切削刃为直线。
3)主偏角κr:麻花钻主切削刃上任一点x的主偏角κrx是主切削刃在该点基面上的投影和钻头进给方向的夹角。由于钻头主切削刃上各点的基面不同,因此各点的主偏角也不同(图6-27),但数值上很接近。为了方便,可用顶角的一半值来代替主偏角值。
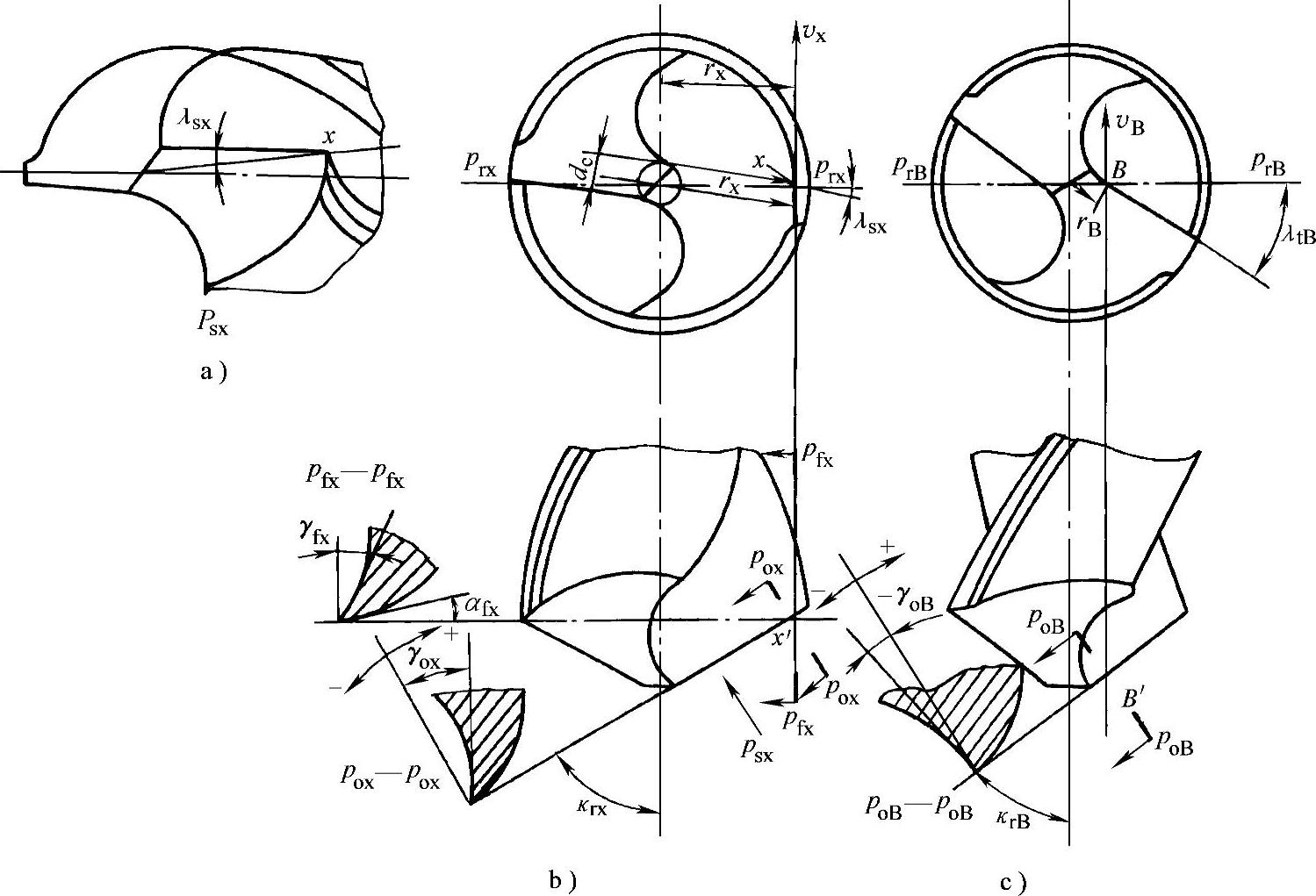
图6-27 钻头上主偏角、刃倾角、前角和后角
a)PSX向视图 b)钻头外径处 c)近钻头中心处
4)前角γo:麻花钻主切削刃上任一点的前角γo是在正交平面(图6-27中pox—pox剖面)内测量的前刀面与基面之间的夹角。标准麻花钻切削刃各点前角的变化很大,从外缘到钻心由大逐渐变小,在do/3范围内为负值,接近横刃处的γo=-30°。
5)后角αf:钻头主切削刃上任一点x的后角是在该点的圆柱面切平面中测量和表示的,是在该切平面中切削平面与后刀面间的夹角。圆柱面是以钻头为轴线,以x点到轴线的距离为半径,绕轴线360°而形成的,如图6-28所示。
该后角是钻削过程中的实际后角,测量也方便。在磨制钻头后角时,应使主切削刃上各点处不相同,越近钻头中心处后角越大。这是因为:为使切削刃上各点的楔角βo基本保持相同;增大钻心处后角,使横刃处切削条件得到改善;弥补进给量的影响,使主切削刃上各点都有较合适的后角。
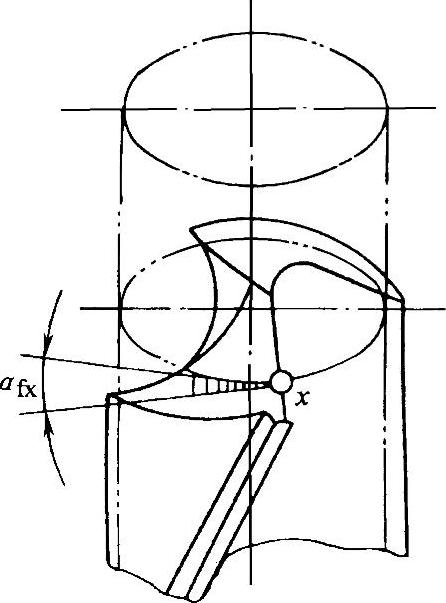
图6-28 钻头的后角
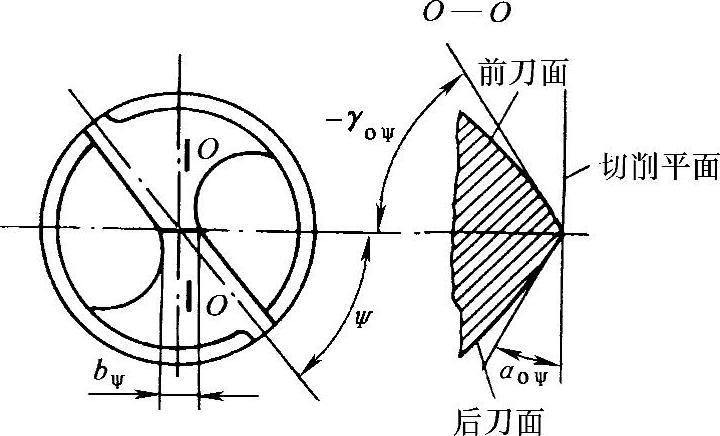
图6-29 横刃角度
6)横刃角度:横刃是两主后刀面的交线,其长度为bΨ。横刃上的角度有横刃斜角Ψ和横刃前角γoΨ,如图6-29所示。
①横刃斜角是在端面投影中横刃与主切削刃间的夹角。横刃斜角是在刃磨后角时形成的,一般Ψ=50°~55°。横刃斜角越小,横刃越锋利,会使横刃越长,但钻头切入时不易定中心。
②横刃前角γoΨ和横刃后角αoΨ是在横刃剖面中,前刀面与基面的夹角为横刃前角γoΨ;后刀面与切削平面间的夹角为横刃后角αoΨ°γoΨ=-54°~-60°,αoΨ=30°~36°。由图6-29可知
αoΨ+|γoΨ|=90°
可见横刃处的切削条件很差。横刃处的负前角造成钻削时严重挤压而引起很大的轴向力,这是影响钻头工作时的效率、钻头寿命和钻削质量的一个重要因素。因此,横刃经特殊修磨可使切削轻快,这对大直径钻头显得更重要。
相关文章

螺纹术语是螺纹技术领域规定的统一用语。GB/T 14791—1993《螺纹术语》给出了螺纹各要素的术语定义,是制定各种螺纹参数标准的基础,也是正确理解螺纹技术内容的依据。......
2025-09-29

对一个平面体系进行几何组成分析时,其可能的最终结果共有四种情况:几何不变体系,且无多余约束;几何不变体系,且有多余约束;常变体系;瞬变体系。在进行平面体系的几何组成分析时,一定要注意每根杆件使用且只能使用一次。由三刚片规则可知,它们所组成的体系是几何不变体系,并且没有多余约束。试对图11-24所示的体系进行几何组成分析。......
2025-09-29

作为短路保护的电磁脱扣器对断路器的短路开断过程有重要作用,它的动作时间越短,越有利于提高短路开断性能,对塑壳断路器来说,更有利于达到操作机构动作与触头斥开过程的合理配合,防止动触头斥开后的跌落现象。所以实现电磁脱扣器的优化设计,一般可取动作时间最短作为优化的目标,而把几何尺寸作为设计变量。......
2025-09-29

因此只有选择合适的后角数值,才能获得较高的刀具寿命。副偏角κ′r的主要作用是减少副切削刃与已加工表面间的摩擦,它的大小对表面粗糙度和刀具寿命有较大影响。......
2025-09-29

普通螺纹的基本牙型如图6-16所示。国家标准规定,普通螺纹大径的基本尺寸为螺纹的公称尺寸。中径中径是一个假想圆柱的直径,该圆柱的母线通过牙型上沟槽和凸起宽度相等且等于P/2的地方。此假想圆柱称为中径圆柱。图6-16螺纹的基本尺寸和牙型图6-17螺纹的中径和单一中径牙型角α和牙型半角(α/2)。它是指由设计牙型和各直径的基本偏差和公差所决定的最大实体状态下的螺纹牙型。......
2025-09-29

螺纹的主要几何参数有大径、小径、中径、螺距和牙型半角,这些参数的误差对螺纹互换性的影响不同,其中中径偏差、螺距误差和牙型半角误差是影响互换性的主要几何参数误差。它是螺纹牙侧相对于螺纹轴线的方向误差,它对螺纹的旋合性和连接强度均有影响。根据以上分析,螺纹中径是衡量螺纹互换性的主要指标。......
2025-09-29

驱动主机按结构形式可分为立式主机和卧式主机两种。图3-2-2是一种采用蜗轮蜗杆传动的立式主机,多用在普通型扶梯上,在早期的公交型扶梯上也有使用。其特点是电动机和减速箱都是卧式的,具有传动相对平稳的优点,但占有空间相对较大。曾经有制造厂尝试使用一台主机同时驱动一台上行和一台下行的并列布置的扶梯,以达到节省能耗的目的。但是GB 16899—2011中明确规定,不允许使用一台主机同时驱动两台自动扶梯,以确保扶梯的安全性。......
2025-09-29
相关推荐