图3-17 L形活塞环单体铸造简图1—直浇道 2—横浇道 3—内浇道 4—冷铁 5—出气孔2.浇注系统L形活塞环的浇注系统有底注式和顶注式两种形式。图3-17所示为底注式浇注系统。......
2023-07-02
冶金工业中轧钢生产大量消耗轧辊和辊环。国家统计局发布数据显示,2009年中国粗钢和钢材产量分别为56803.3万t和69626.3万t,而近年我国轧钢用轧辊平均单耗约1kg/t,以此推算2009年我国大约消耗轧辊69万t。
在轧辊类别中,有65%左右是耐磨铸铁轧辊,20%左右是耐磨铸钢轧辊,即有85%左右是铸造轧辊。以此计算,我国轧钢生产年用铸造轧辊大约59万t,另外有大约3万t铸造辊环。在尚未统计我国铜、铝等有色金属轧制用轧辊的情况下,粗略估计2009年我国消耗铸造轧辊与辊环62万t以上。
除了上述六大类铸造耐磨件,国内各行业较广泛应用的耐磨件还有立式磨机和中速磨煤机磨辊和磨盘等耐磨件、辊压机挤压辊、铁路辙叉、坦克和装甲车辆铸造履带板、拖拉机铸造履带板、混凝土输送泵过流件、冶金烧结机箅条、烧结矿破碎锤头、喷燃器火嘴、挖掘机和装载机斗衬、矿用自卸车箱板、钻机钻头、轧钢导卫、食品加工业磨辊、雷蒙磨磨辊、混凝土搅拌机叶片等,或因用量不是很大,或因用量具体数据待调查核实,目前尚未准确累积,但保守地估计国内这些耐磨件的年用量在15万t以上。
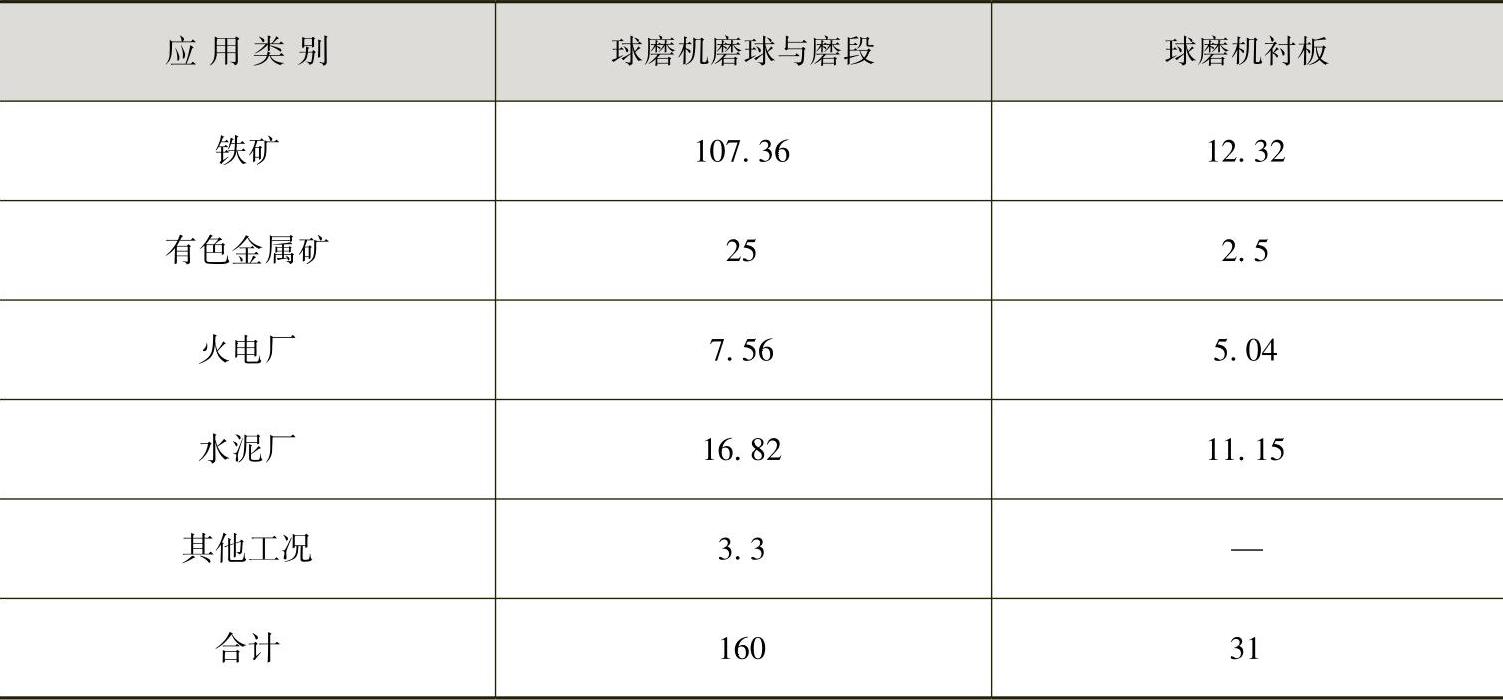
综上所述,依据推算,2009年我国耐磨铸件年用量约在350万t以上。表3-3所列为2009年我国主要类别耐磨铸件年用量,其中球磨机磨球(磨段)与衬板的年用量见表3-4。
表3-3 2009年我国主要类别耐磨铸件年用量 (单位:万t)

表3-4 2009年我国球磨机磨球(磨段)与衬板的年用量 (单位:万t)
有关中国铸造耐磨材料产业技术路线图的文章

图3-17 L形活塞环单体铸造简图1—直浇道 2—横浇道 3—内浇道 4—冷铁 5—出气孔2.浇注系统L形活塞环的浇注系统有底注式和顶注式两种形式。图3-17所示为底注式浇注系统。......
2023-07-02

坯料总高350mm;采用底注式浇注系统,5道内浇道均匀地分布于环的内圆周上,铸型内的铁液可平稳上升。图3-22 L形活塞环筒形坯料砂衬金属型铸造工艺简图1—外浇道 2—石墨材料内浇道 3—冒口 4—砂衬 5—金属型 6—砂芯......
2023-07-02

图8-2所示为大型飞轮模样结构及铸造工艺示意图。轮缘铸齿部位共由10块铸齿砂芯3组成。在整个造型过程中,必须注意防止刮板、活页及轴杠有任何松动,以确保刮制成的砂型尺寸准确。全部铸齿砂芯组装并调整尺寸后,要用型砂将对接缝隙及芯头间隙填紧,严防砂芯发生径向移动。3)铸齿砂芯经充分硬化后才能起模,然后平放在平板上。......
2023-07-02

其上部为高压部分,缸径φ80mm,水压试验压力为12MPa;下部为低压部分,缸径φ284mm,水压试验压力为3.2MPa。浇注系统的设置应有利于促进气缸体的方向性凝固,增强补缩作用,以防止产生局部缩松和渗漏现象。......
2023-07-02
浇注系统中须设置过滤网13;在中央圆套筒部位上方,须设集渣包12,以提高集渣能力,防止产生夹渣等铸造缺陷。适当提高铁液的过热程度,是获得优质铸件的必要条件。......
2023-07-02

平衡力及弯辊力由液压缸产生的液压力提供,由液压回路进行压力控制。在同一轧辊的两端所施加的弯辊力由同一个液压回路控制,并提供相同的液压力。图10-19 工作辊正弯辊液压原理图......
2023-06-15

若用普通粘土砂,则应在制芯材料、操作工艺等方面符合更详细的规定,才能达到上述要求。铸型应是整体的,中间不设分型面。为便于造芯操作和起模,应根据内腔法兰的具体情况和烘缸的总长度尺寸决定芯盒的分段节数。2)有利于采用一型多铸工艺。......
2023-07-02

12道φ35mm内浇道均匀地分布在铸型底部,可尽量减小铁液对铸型的冲击等。对于高度尺寸较小的调频轮,浇注系统也可设置在轮的中央内法兰部位;小型调频轮的浇注系统也可设置在分型面上。......
2023-07-02
相关推荐