A1.1碳化物按GB/T 13925—2010中规定分未熔、析出和过热三类级别进行评定。A1.1.2析出碳化物级别不大于X3级为合格。A1.1.4碳化物超过A1.1.1、A1.1.2或A1.1.3规定时,可在铸件或附铸试块上取样复查,或在铸件及其附铸试块重新水韧处理后取样复检。A2.4冲击吸收能量检验按批进......
2023-06-24
1.耐磨材料行业的专利概况
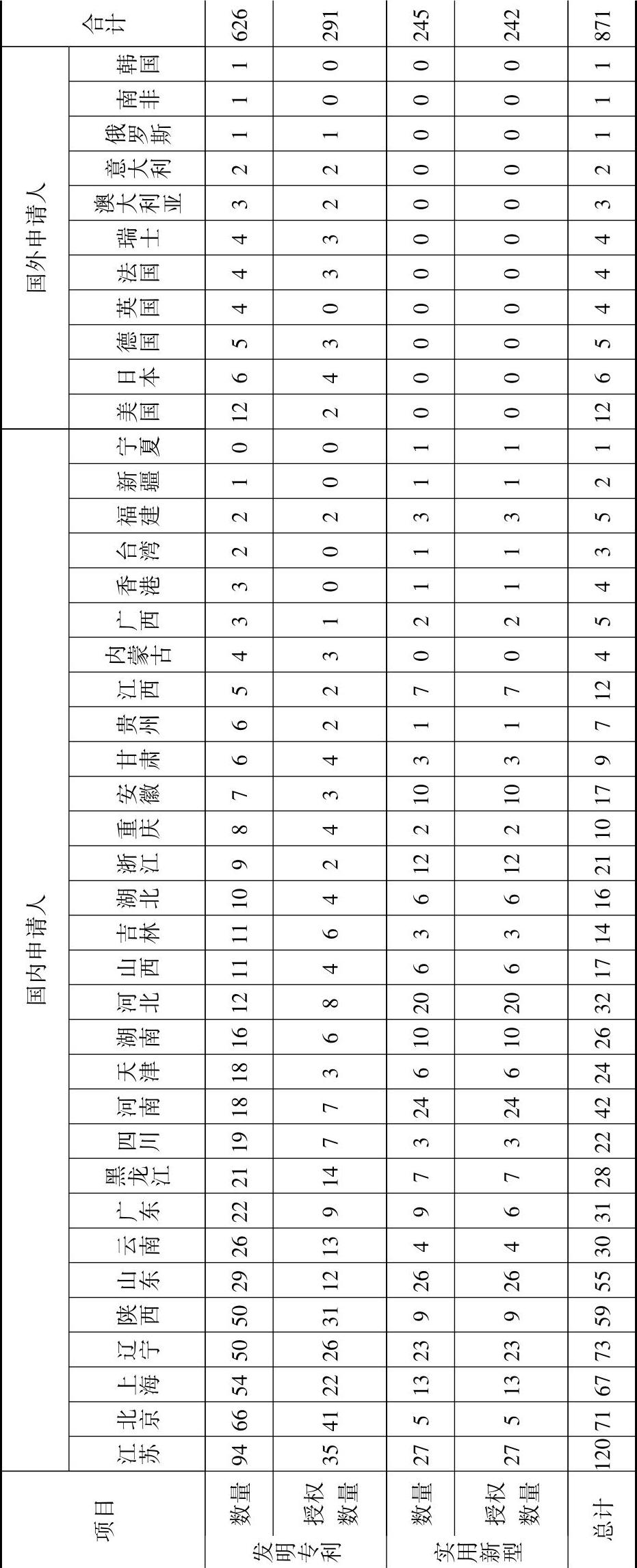
通过对国家知识产权局网上公布的钢铁耐磨材料专利资料统计,目前涉及该领域各类专利共有871项。其中发明专利申请626项,授权291项;实用新型申请245项,授权242项。表1-1所示为近年来钢铁耐磨材料专利申请的地域分布情况。
由表1-1可见,国外申请人在中国申请了部分耐磨材料专利,其中美国12项,日本6项。这说明这些国家在中国市场已申请专利,以加强其相关技术的保护和市场良性发展。
2.专利数据统计和分析
(1)发明专利技术领域分布 钢铁耐磨材料技术领域主要包括耐磨锰钢(奥氏体锰钢)、耐磨白口铸铁、非锰系耐磨合金钢,耐磨球墨铸铁、耐磨复合材料和堆焊耐磨件等。图1-1所示为钢铁耐磨材料发明专利技术领域分类分布。
从专利申请数量所占比例来看,耐磨复合材料约占41%,是目前重点研究和开发的技术领域,集中出现了各类金属基耐磨复合材料,但能够产业化的复合材料技术相对较少,专利含金量较低。非锰系耐磨合金钢约占25%,作为传统的合金耐磨材料,在建材、电力、矿山和建筑等领域有着无法替代的作用。耐磨锰钢占2%左右,其中含中锰钢和高锰钢耐磨材料。在工况存在冲击磨损情况下,耐磨
表1-1 钢铁耐磨材料专利申请的地域分布情况
锰钢不失为一种较好的耐磨材料,比如矿山圆锥破碎机轧臼壁、破碎壁,颚破机颚板,锤破机锤头等耐磨件。耐磨白口铸铁约占5%,其中以高铬铸铁为典型代表,由于添加不同铬量,辅以其他合金元素(如Mo、Ni、v、W等),材料的硬度和淬透性都有不同程度提高。耐磨球墨铸铁和堆焊耐磨件各约占2%。球墨铸铁价格较低廉,并有着良好的铸造性能。堆焊耐磨件是利用焊接技术在耐磨件磨损表面进行多次焊接高硬耐磨材料的技术,在某些特殊领域,如立磨和中速磨的磨辊和磨盘现场修复时,具有一定优势,但其抗冲击能力不足,因此应用范围受限。
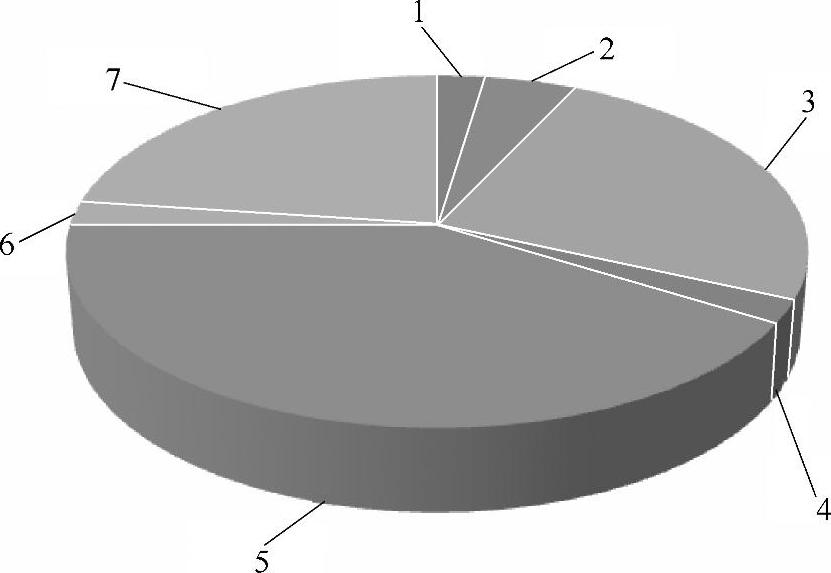
图1-1 钢铁耐磨材料发明专利技术领域分类分布
1—耐磨锰钢,2% 2—耐磨白口铸铁,5% 3—非锰系耐磨合金钢,25% 4—耐磨球墨铸铁,2% 5—耐磨复合材料,41% 6—堆焊耐磨件,2% 7—其他,23%
(2)发明专利地域分布 国内钢铁耐磨材料发明专利地域分布如图1-2所示。发明专利按地域排名,其中实力较强的地域是江苏、北京、上海、辽宁和陕西,表明这些地方对钢铁耐磨材料知识产权的重视程度。这些地方大都有其鲜明的特点,江苏省在该领域专利最多,而且多数为企业申请,说明企业在知识产权方面得到重视和加强,同时专利也为企业带来效益和利润。山东、云南和广东次之。
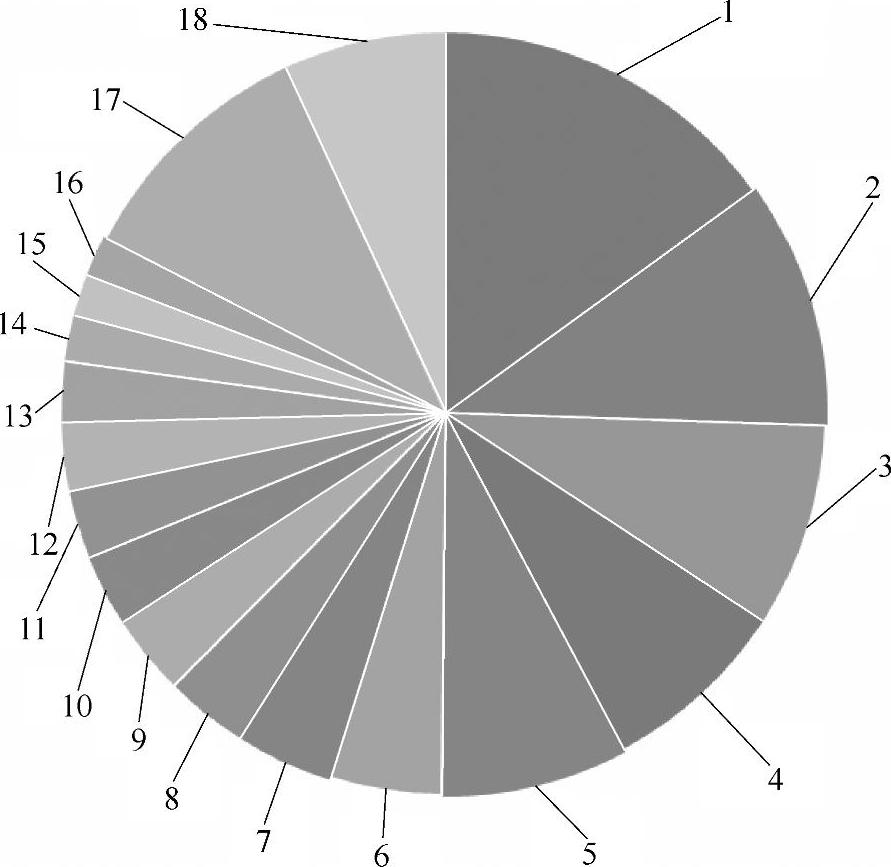
图1-2 国内钢铁耐磨材料发明专利地域分布
1—江苏,15% 2—北京,11% 3—上海,9% 4—辽宁,8% 5—陕西,8% 6—山东,5% 7—云南,4% 8—广东,4% 9—黑龙江,3% 10—四川,3% 11—河南,3% 12—天津,3% 13—湖南,3% 14—河北,2% 15—山西,2% 16—吉林,2% 17—其他省份,11% 18—国外申请人,7%
国内钢铁耐磨材料发明专利申请和授权的地域分布趋势图如图1-3所示。从图1-3中看出,申请发明专利数量和授权数量的变化趋势大致成比例增加。其中,北京和陕西的授权比例较高,都约为62%,广东授权比例约为40%。
图1-4所示为国外申请人的钢铁耐磨材料发明专利申请和授权地域分布趋势图。从图中可以看出美国、日本、德国等加强了在中国知识产权的申请,为本国企业拥有钢铁耐磨材料的技术优势打下了基础。
(3)发明专利发明人情况 钢铁耐磨材料发明专利申请人分类如图1-5所示。其中,以大学为主体申请人的约占41%,研究院所约占8%,企业约占35%,个人约占11%。企业、研究院所、大学合

图1-3 国内钢铁耐磨材料发明专利申请和授权的地域分布趋势图
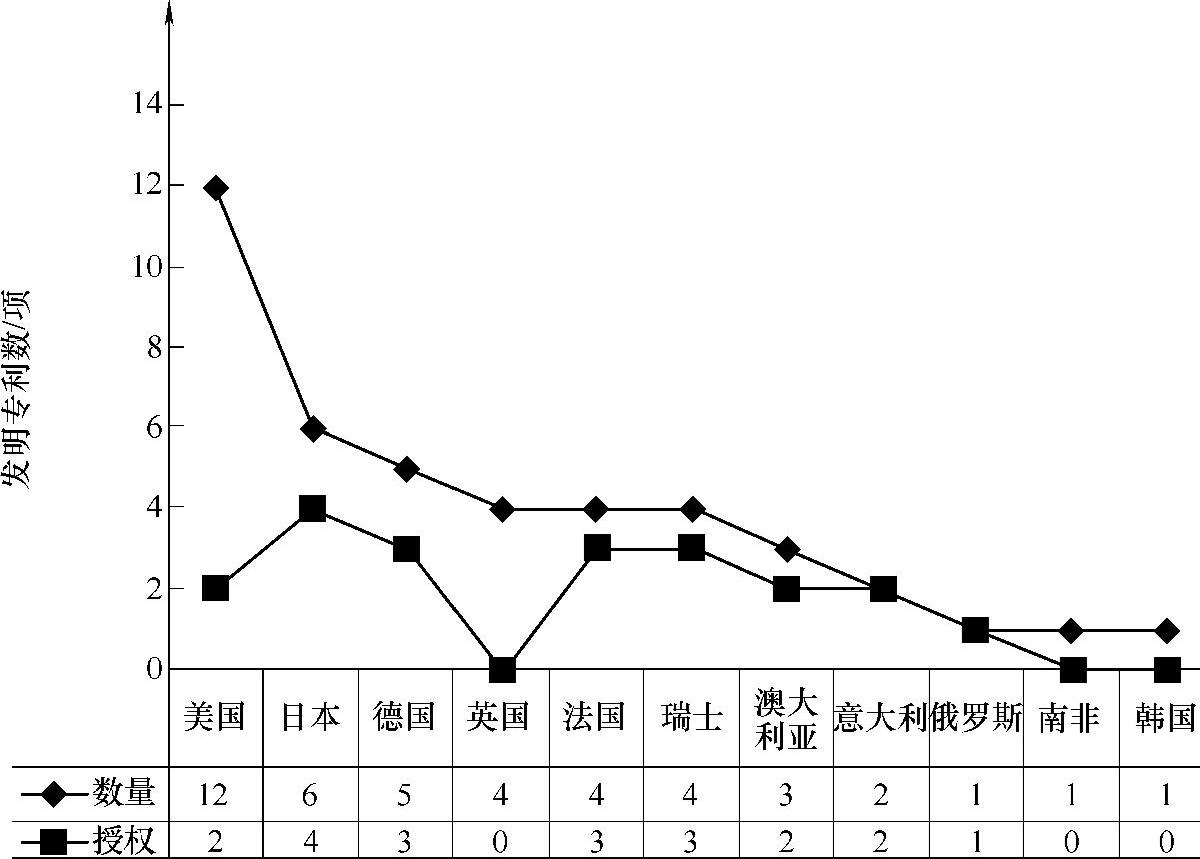
图1-4 国外申请人的钢铁耐磨材料发明专利申请和授权地域分布趋势图
报的约占5%。分析可知,发明专利中主要以大学、企业申报为主,其次是研究院和个人。大学如西安交通大学、昆明理工大学、河南科技大学、清华大学、西安建筑科技大学、暨南大学等,在钢铁耐磨材料方面有着多年的研究和基础,其技术有一定沉淀,申请发明专利较多。研究院所如广州有色金属研究院、中国科学院金属研究所、钢铁研究总院、沈阳铸造研究所等,在这些领域进行过多年的开发和研究,申请发明专利也较多。
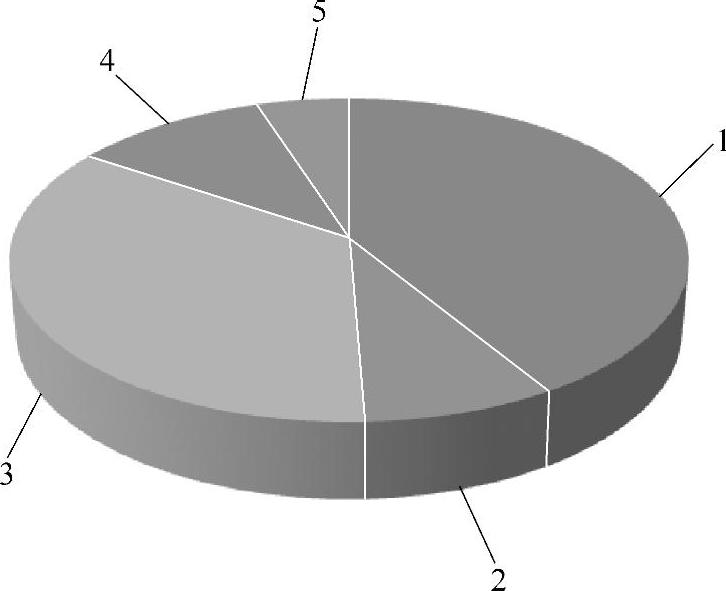
图1-5 钢铁耐磨材料发明专利申请人分类
1—大学,41% 2—研究院所,8% 3—企业,35% 4—个人,11% 5—企业、研究院所、大学,5%
(4)实用新型专利领域分布 与发明专利相比,实用新型专利主要集中在耐磨锰钢、耐磨白口铸铁、非锰系耐磨合金钢、耐磨复合材料和堆焊耐磨件等。钢铁耐磨材料实用新型专利技术领域分布见图1-6。实用新型专利主要以非锰系耐磨合金钢为主,约占46%,耐磨白口铸铁和耐磨复合材料各约占12%。从专利技术分析,这些专利主要以实用技术铸造、复合产品和方法着手申请,注重方法创新,相对易于申请和授权。
(5)实用新型专利地域分布 国内钢铁耐磨材料实用新型专利地域分布如图1-7所示。江苏和山东排名靠前,分别占11%,是耐磨
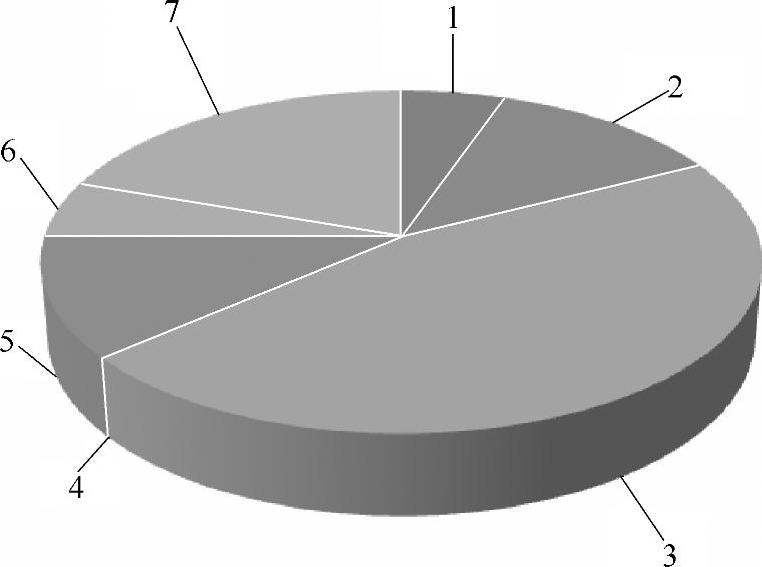
图1-6 钢铁耐磨材料实用新型专利技术领域分布
1—耐磨锰钢,5% 2—耐磨白口铸铁,12% 3—非锰系耐磨合金钢,46% 4—耐磨球墨铸铁,0 5—耐磨复合材料,12% 6—堆焊耐磨件,5% 7—其他,20%

图1-7 国内钢铁耐磨材料实用新型专利地域分布
1—江苏,11% 2—山东,11% 3—河南,10% 4—辽宁,9% 5—河北,8% 6—上海,5% 7—浙江,5% 8—湖南,4% 9—安徽,4% 10—陕西,4% 11—广东,4% 12—黑龙江,3% 13—江西,3% 14—天津,2% 15—山西,2% 16—湖北,2% 17—其他省份,13%
材料专利申请强省。其次是河南、辽宁等。
钢铁耐磨材料实用新型专利申请和授权的趋势变化图如图1-8所示。从图1-8中可以看出,实用新型专利的申请和授权比例相对较高。由于实用新型专利不进行实质审查,只要具备创新性,一般情况下就可授权。虽然实用新型专利的重要性不如发明专利,但其实用性特色鲜明,应该予以重视。

图1-8 钢铁耐磨材料实用新型专利申请和授权的趋势变化图
(6)实用新型专利发明人情况 钢铁耐磨材料实用新型专利申请人分类如图1-9所示。经分析得知,实用新型专利的申请主体主要是企业和个人,分别约占有47%和35%。大学和研究院所申请实用新型专利较少,这说明大学和研究院所不太重视实用新型专利。
3.专利技术特征分析
(1)耐磨锰钢(奥氏体锰钢)该领域共公开申请专利28项,涉及中锰钢、高锰钢和超高锰钢等,有合金开发、耐磨件铸造和热处理方法等。
1)超高锰合金耐磨钢(ZL96118609.7)。涉及的是锰含量高的超高锰合金耐磨钢,目的是通过最佳组成配比和热处理,使其金相组织在奥氏体的基体上,弥散地分布着大量碳(氮)化物,保持韧性和提高强度,使用寿命可延长0.5~1倍。

图1-9 钢铁耐磨材料实用新型专利申请人分类
1—大学,9% 2—研究院所,6% 3—企业,47% 4—个人,35% 5—企业、研究院所、大学,3%
2)一种用于耐磨铸件的含钨高锰钢(ZL200510041992.3)。其化学成分(质量分数,%)为:C0.95~1.35,Mn11.5~14,Si0.3~1.0,Cr0.2~1.0,W0.2~0.6,Mo0.2~0.4,P≤0.07,余量为铁。或其中W的质量分数为3.5%~4.2%或0.7%~2.0%,且不含Mo。还可以在上述含钨合金钢加入稀土元素RE,其质量分数为0.02%~0.15%。高锰钢中加入W,能明显提高钢的强度和韧性。W和其他合金元素配合有良好的综合作用。含钨的高锰钢和普通高锰钢相比,性能较高。
3)含钨高锰钢(20081002~122.4)。其化学成分(质量分数,%)为:C1.05~1.35,Si0.3~0.9,Mn11~19,W0.5~1.5,P≤0.070,S≤0.045,余量为Fe。该高锰钢还可以含有稀土元素RE,其质量分数为0.01%~0.3%;还可以含有Cr,其质量分数为1.2%~2.5%。含钨高锰钢比起现有的钢种具有韧性好,屈服强度高,加工硬化程度高,耐磨性能更好等优势,从而扩大了高锰钢的应用范围。
4)不热处理团球状碳化物耐磨锰钢(ZL89100672.9)。属于新型强韧耐磨材料,分别以钙硅合金、镁稀土硅铁合金和钇基重稀土硅铁合金作变质剂,对普通锰系耐磨铸钢进行变质处理,不需经热处理即可获得团球状碳化物的锰系铸钢。其冲击韧性高,或硬度显著提高而韧性不下降、耐磨性明显提高,成本低,成品率高,生产工艺简化,可不经热处理,在铸态下广泛用于制造在低、中应力冲击磨粒磨损工况下使用的易损件。
5)一种高耐磨性能的新型锰钢(ZL88105287.6)。在高碳高锰钢中复合添加稀土、钼或钒、钛等合金材料,通过弥散处理,获得固溶强化了的奥氏体基体上弥散分布着球形第二相耐磨质点的金相组织。
(2)耐磨损白口铸铁 耐磨白口铸铁包括铬白口铸铁和普通白口铸铁,共涉及专利59项,涉及各个方面。
1)低铬硅耐磨铸铁及其制造方法(ZL96119063.9)。其化学成分(质量分数,%)为:C1.7~3.2,Cr0.5~5.0,Si1.61~2.4,Mn0.3~2.0,RE0.01~0.3,Mo0~1.0,其余为Fe和不可避免的微量杂质。低铬硅耐磨铸铁抗冲击疲劳性能和抗冲击磨料磨损性能均高于一般的低合金白口铸铁,且其不含价格昂贵的合金元素,因而显著地降低了生产成本。利用电炉或冲天炉生产,采用铸造后再时效处理的工艺步骤,其工艺简单易行,生产成本低廉。
2)中铬硅耐磨耐蚀铸铁及其制造方法(ZL96119062)。其化学成分(质量分数,%)为:C2.1~3.4,Cr5.1~9.9,Si1.5~2.8,Mn0.3~2.0,RE0.01~0.3,Mo0~1.0,Cu0~1.0,Ni0~1.0,其余为Fe和不可避免的微量杂质。在干、湿态冲击磨料磨损条件下,中铬硅耐磨耐蚀铸铁比高硅碳比中铬白口铸铁具有更优异的耐磨性、耐蚀性及抗冲击疲劳性能。采用简单易行的时效处理工艺,省略了复杂的等温淬火热处理工艺,因而显著地降低了生产成本。
3)一种抗磨蚀钢铁材料(ZL02134601)。其化学成分(质量分数,%)为:C 1.2~3.4;Cr 23~30;Si 0.3~2.8;Ni 0.3~1.8;N 0.01~0.3;RE 0.01~0.3;Nb 0.01~1.0;其余为Fe。抗磨蚀钢铁材料在磨料磨损条件下,特别是湿态腐蚀磨损和高温氧化腐蚀磨损条件下,具有优良的抗磨蚀性能及抗磨损性能。
4)电渣熔铸双金属电铲斗齿及工艺(ZL88105135.7)。用高铬耐磨铸铁制作齿尖,用低合金钢制作齿柄,进而用电渣熔铸的方法制成双金属斗齿。
5)超高铬抗磨白口铸铁及生产工艺(ZL98110535.1)。在高铬铸铁中添加稀土元素处理,得到一种高铬抗磨白口铸铁。同等工况条件下,这种铸铁比普通耐磨铸铁寿命提高4~6倍。
6)高铬铸铁磨球(ZL89102932.X)。其化学成分(质量分数,%)为:C2.0~4.0,Si0.3~2.0,Mn0.4~2.5,P0~0.1,S0~0.08,Cr10~25,Mo0~1.5,Cu0~1.2,W0~1.4,v0~1.0,其余为Fe。球耗率为2.2~50g/t水泥。
7)含SiC粉体的高铬铸铁制备方法和耐磨铸件(ZL201110137775.X)。SiC粉体中SiC的质量分数为99.9%,平均粒度为20~40nm,SiC粉体占高铬铸铁总重量的3%~6%。高铬铸铁的化学成分(质量分数,%)还包括:C3.1~3.9,Cr18~22,Si0.5~1.0,Mo0.6~1.6,Mn0.6~1.2,Ni0.1~0.4,v0.04~0.09,S0.011~0.031,P0.018~0.030。SiC纳米粉体可以改变高铬铸铁晶体生长形貌,改变马氏体的生长形态,提高材料的硬度和高温下的抗摩擦磨损性能。
8)高硬度过共晶高铬锰钼钨合金耐磨钢铁材料及其应用(ZL200910037499.2)。其化学成分(质量分数,%)为:C 3.0~5.5,Si0.3~2.0,Cr 25.5~40,Mn 0.3~3.5,Mo 0.1~3.5,W 0.1~3.5,P≤0.1,S≤0.1,余量为铁。还包含以下一种或至少两种的化学成分,各化学成分(质量分数,%)为:Cu 0.1~2.0,Ni 0.1~2.0,Ti0.01~1.0,Zr 0.01~1.0,v0.01~1.0,Nb0.01~1.0,Al0.01~0.1,N0.01~0.3,B0.001~0.03或RE0.01~0.4。高硬度过共晶高铬锰钼钨合金耐磨钢铁材料采用多元合金化,特别是碳、铬、锰、钼和钨的加入,使得该材料与现有的高铬铸铁相比,具有淬透性好,硬度高,耐磨蚀性能和耐磨性更好等优势,从而扩大了材料的应用范围。高硬度过共晶高铬锰钼钨合金耐磨钢铁材料适于制备磨损和腐蚀磨损特别是冲刷腐蚀磨损工况用的零部件。
(3)非锰系耐磨损合金钢 该领域共涉及专利267项,涉及合金钢开发、耐磨件制备、合金钢热处理和方法等。
1)高碳低合金大规格锻造矿用耐磨钢球及其制造方法(ZL201010247793.9)。该方法介绍了热轧圆钢加热至1050~1150℃,保温后剪切成料段,锻造成磨球的工艺技术。
2)一种低合金超高硬度耐磨钢板生产工艺方法(ZL200910090637.3)。利用对轧制后的钢板实施强化控制冷却和再次离线加热淬火工艺路线生产的耐磨钢板硬度大于500HBW,合金总质量分数小于6%。该工艺方法具有低成本、高附加值、工艺稳定易于实现等特点。
3)新型马氏体耐磨钢及其铸钢件生产工艺(ZL20101015~342.6)。这种新型马氏体耐磨钢在铁矿和水泥选矿厂上使用表明,使用寿命比高锰钢提高2~2.3倍。
4)一种耐磨合金钢(ZL201210020353.9)。其化学成分(质量分数,%)为:C0.4~0.6,B1.0~1.2,Si1.8~2.2,Cr2.4~2.8,Mn1.3~1.5,Ce0.08~0.12,v0.2~0.3,Ti0.03~0.15,N0.005~0.01,P<0.05,S<0.05,余量为Fe。
5)高硬高韧低合金耐磨钢及其应用(ZL20091003~500.1)。其化学成分(质量分数,%)为:C0.25~0.35,Si0.3~2.0,Mn0.3~2.0,Cr0.5~2.5,Mo0.1~1.0,Nb0.01~0.2,B0.0005~0.01,RE0.01~0.3,P≤0.04,S≤0.04,余量为Fe。低合金耐磨钢还包含以下一种或至少两种的化学成分,各化学成分(质量分数,%)为:Ni0.1~2.0,W0.1~1.0,Cu0.1~1.0,Zr0.01~0.2,Ti0.01~0.2,v0.01~0.2或Al0.01~0.1。由于加入铌、硼和稀土元素,使得高硬高韧低合金耐磨钢淬透性更好,韧性更好,初始硬度高,加工硬化程度高,耐磨性能更好,从而扩大了材料的应用范围。高硬高韧低合金耐磨钢适于制备磨损特别是冲击磨损工况用的零部件。
6)中合金耐磨钢及其应用(ZL20091003~498.8)。其化学成分(质量分数,%)为:C 0.25~0.45,Si0.3~2.0,Mn0.3~1.5,Cr3.0~6.0,Mo0.2~1.0,B0.001~0.01,RE0.01~0.3,P≤0.04,S≤0.04,余量为Fe。还可以包含以下一种或至少两种的化学成分,各化学成分(质量分数,%)为:Nb0.01~0.2,Ni0.1~1.0,W0.1~1.0,Ti0.01~0.2,Zr0.01~0.2,v0.01~0.2或Al0.01~0.1。由于加入硼元素和稀土元素,使得中合金耐磨钢淬透性更好,韧性更好,初始硬度高,加工硬化程度高,耐磨性能更好,从而扩大了材料的应用范围。
7)一种湿式弱酸性介质用抗磨蚀材料(ZL200810198621.X)。其化学成分(质量分数,%)为:C0.17~0.26,Cr12.5~14.5,Mn0.5~1.2,Ni0.01~0.18,Mo0.2~0.6,Cu0.5~1.2,P<0.05,S<0.05,Si0.3~0.9,其余为Fe。抗磨蚀材料在50℃±1℃和弱酸性介质动态冲击腐蚀磨损条件下,具有优良的综合抗腐蚀磨损性能。
(4)耐磨损球墨铸铁 该领域共涉及专利13项,但应用在磨料磨损工况的相对较少。
1)一种耐磨球墨铸铁(ZL91106465.6)。这种耐磨球墨铸铁通过淬火及低温回火后,其抗拉强度为800~1200MPa,冲击韧度为20~40J/cm2,硬度为35~55HRC。该铸铁是用来制造球磨机衬板的一种理想耐磨材料。
2)球墨铸铁激光强化工艺(ZL201010554439.0)。采用高能量的激光束快速扫描工件表面,加热到奥氏体化相变温度和熔点间的温度范围,使球墨铸铁工件的硬化层组织细密,极大地提高了工件的硬度和耐磨性能。激光淬火对基体的热影响区很小,减轻了零件的变形和开裂倾向,强化质量高,同时工艺过程易实现自动控制。
3)低合金珠光体球墨铸铁(ZL201010175190.2)。其化学成分(质量分数,%)为:C3.6~3.8,Si2.2~2.4,Mn0.5~0.7,Cu0.24~0.4,Cr0.04~0.05,Mo0.11~0.14,RE0.03~0.04,Mg0.03~0.035,P0~0.06,S0~0.03。此低合金珠光体球墨铸铁用于生产发动机曲轴,取得了明显的效果,满足了发动机使用性能要求;并进行了装机500h耐疲劳试验,满足用户对曲轴产品的使用要求。这种低合金珠光体球墨铸铁的抗拉强度和伸长率得到了提高,还具有较好的耐磨性能和较低的制造成本。
4)一种用于重型货车制动盘的球墨铸铁(ZL200910229533.6)。其化学成分(质量分数,%)为:C3.6~3.8,Si2.0~2.5,Mo0.5%~0.6%,Sb0.008~0.02,Mn0~0.4,S0~0.02,P0~0.04,Mg0.03~0.06,RE0.02~0.05,余量为Fe。该球墨铸铁在冷热循环使用条件下的热疲劳性能和耐磨性能高,强度高,碳化物含量低,韧性好,热应力小,大大提高了热疲劳强度,从而延长了重型货车制动盘的使用寿命。
5)球墨铸铁曲轴(ZL201110307850.2)。其组成成分(质量分数,%)为:球墨铸铁~5~80,废钢15~20,球化剂0~0.6,锑0~0.02,铜0.4~0.5,硅0.6~0.8,余量为废曲轴。其中球墨铸铁的化学成分(质量分数,%)为:C3.9~4.4,Si0.6~0.8,Mn0~0.3,P0~0.5,S0~0.03;废钢的化学成分(质量分数,%)为:C0.3~0.45,Si0.2~0.3,Mn0.2~0.3。曲轴铸态力学性能相当于QT900-4,提高了曲轴的伸长率、抗拉强度及耐磨性,从而有效地延长了曲轴的使用寿命。
6)水泵上应用的高强度耐磨球墨铸铁(ZL201110174229.3)。其化学成分(质量分数,%)为:C3.72~3.90,Si2.20~2.70,Mn0.17~0.23,P≤0.07,S≤0.02,Ni≤2.0,Mo0.1~0.2,Cu0.6~0.8,Mg0.03~0.06,RE0.02~0.04,余量为Fe。铸铁的配料比(质量分数,%)为:低锰铸造生铁58,回炉料31.5,35废钢6,镍板1.3,钼铁0.20,纯铜0.5,球化剂1.5,复合孕育剂1.0。经熔炼、浇注,再经热处理后得到铸件。该铸铁耐磨性较普通球墨铸铁明显提高,可达到白口铸铁程度,应用到水泵上,比普通球墨铸铁可使其寿命延长2倍以上。
7)一种耐磨球墨铸铁及其制备方法(ZL200910144848.0)。其化学成分(质量分数,%)为:C3.5~3.7,Si2.8~3.3,Mn≤0.5,S<0.02,P0.15~0.4,余量为Fe。与现有技术相比,利用稀土元素来获得均匀、连续分布、硬度高且不降低铸铁伸长率的二元磷共晶组织球墨铸铁。这种球墨铸铁特别适用于输送固态粉粒状物质。
(5)耐磨损钢铁复合材料 该领域共涉及专利28~项,内容涉及较广,主要是通过各种强化介质和钢铁基复合来制备耐磨损复合材料。
1)一种复合材料磨辊与磨盘及其负压铸造方法(ZL200910023027.1)。首先将WC颗粒与粘结剂制成膏状,填充于模具中形成蜂窝状预制体,并置于铸型型腔的端面侧,然后熔炼金属母体材料形成金属液,浇注形成复合材料磨辊与磨盘。该方法的增强体采用蜂窝状结构,一方面有利于阻挡金属液的冲刷作用,利于铸件稳定生产,减少废品率;另一方面,蜂窝状的增强体可以实现复合材料磨辊服役过程中的宏观阴影效应,有助于提高材料耐磨性,同时又可以避免纯块状增强体剥落或掉块的现象。
2)一种复合耐磨材料陶瓷颗粒增强体的制备方法(ZL 201010235199.8)。陶瓷颗粒增强体是由WC陶瓷颗粒在真空高温环境中烧结而成的,通过设计不同形状尺寸的模具,可以将预制体制成所要求的各种形状,如块状和蜂窝状等。将预制体规则排列在铸型端面,采用负压浇铸方法浇铸金属后,金属液通过铸渗作用渗入预制体中陶瓷颗粒增强体(孔隙中)形成复合材料。在铸件的工作面上,基体金属与所形成复合材料共存,既提高了耐磨件的耐磨性,又有一定的抗冲击性。
3)陶瓷颗粒增强复合耐磨件及其制造方法(ZL201010235198.3)。将陶瓷颗粒与金属粉混合均匀,填充于特定的模具中。将陶瓷颗粒和金属粉连同模具一起放入真空烧结炉内进行烧结,金属粉将陶瓷颗粒粘结在一起形成预制体。将预制体放入铸型型腔的端面侧,浇入金属液使预制体内的金属粉熔化成液体形成铸渗通路,使得金属液更容易渗透陶瓷颗粒,在原位形成颗粒增强复合材料。
4)网络互穿型陶瓷-金属复合材料及其制备方法(201010256158.7)。碳化硅陶瓷支架包括单层、双层和多层结构。金属基体与陶瓷支架通过铸造工艺浇注为一体制备复合材料。
5)一种金属基复合材料的制备方法(ZL200810227327.7)。先将增强颗粒按比例加入金属熔体内,然后通过喷嘴向熔体中输送脉冲高压惰性气流,脉冲高压惰性气流在熔体内形成周期性的气泡并迅速膨胀。脉冲高压惰性气流运动在熔体中产生强烈的涡流,使增强颗粒在熔体内均匀分散,从而制备得到复合材料。
6)消失模铸造陶瓷颗粒增强钢铁基复合材料的制备方法(ZL201110445139.3)。将硬质陶瓷颗粒与熟化后的泡沫珠粒按任意比例混合均匀,再将混合物填入模具的固化模腔中进行固化,以制作陶瓷增强体均匀分布其中的泡沫模。然后,按常规消失模方法造型,在型腔中放置所得泡沫模,浇注金属液,即可得到硬质陶瓷颗粒在基材金属中弥散分布的陶瓷颗粒增强钢铁基复合材料。
7)陶瓷颗粒局部定位增强耐磨复合材料的制造方法(ZL201110183449.2)。先制作若干个多孔状硬质陶瓷颗粒预制体,然后将各多孔状硬质陶瓷颗粒预制体间隔地固定在砂模中的局部位置,再将金属液浇铸到砂模中得到耐磨复合材料。其中预制体的制作方法是先设计一个金属壳体,然后将硬质陶瓷颗粒填充到金属壳体内连同金属壳体一起制成多孔状硬质陶瓷颗粒预制体。该方法制造的耐磨复合材料的硬质陶瓷颗粒与金属基体的界面结合良好,结合强度高,使耐磨复合材料具有良好的耐磨性能和整体韧性,延长了耐磨复合材料的使用寿命,而且硬质陶瓷颗粒特别适合采用Al2O3或ZTA陶瓷颗粒,这样有利于降低耐磨复合材料的成本。
8)一种复合材料预制体的制备工艺(ZL201010235201.1)。采用一种合金粉末,并用无水乙醇将其与铁基合金浸润或不浸润的陶瓷颗粒和金属粉调制成混合物,填入特别设计的石墨模具中,烘干后进行真空烧结,得到整体呈多孔结构的复合材料预制体。该工艺不使用粘结剂和不发气,有利于铸渗。将预制体放在铸型端面侧,浇入熔融金属液后,金属液渗透预制体在原位形成复合材料,能够实现耐磨部件的选择性局部增强延长部件使用寿命。
9)复合耐磨件的预制体及用该预制体制造耐磨件的方法(ZL201010235200.7)。预制体由碳化物陶瓷颗粒或者由硬质合金破碎而来的颗粒与金属粉末混合,并在高温下烧结而制成。通过设计不同的模具,可以将预制体制成特定形状,如柱状、条状、块状、蜂窝状等。将预制体规则排列在铸型端面,采用普通或负压铸造方法浇铸液态金属后,金属液浸渗入预制体形成复合材料耐磨件。
10)一种钢基颗粒增强复合材料抗磨件的制造方法(201110178356.0)。第一步,将载体材料制成粘流态载体;第二步,将经预处理后的增强颗粒均匀混入粘流态载体中,膨化或固化形成与抗磨件形状尺寸相适应的预制体;第三步,将预制体放入模具腔内,把钢液浇入压室;第四步,加压充型,在载体汽化消失的同时将增强颗粒裹入钢液中;第五步,保压至钢液完全凝固,得到内部含有抗磨颗粒,外形与模具腔一致的抗磨件。
11)一种高锰钢基SiC陶瓷颗粒复合材料的制备方法(ZL201010125434.6)。将增强颗粒表面合金化处理,切割消失模模样,在模样待复合位置填充颗粒,之后按照常规消失模铸造工艺进行涂料涂覆和造型,浇注金属得到复合材料。
12)一种破碎机复合材料锤头及其铸造方法(ZL200910021871)。将WC颗粒填充于柱状金属网中,密封后形成预制体并置于铸型型腔的端面侧,浇注钢液并在真空负压下成形。锤端即工作面或打击面由金属母体与均匀分布于其中的柱状增强体组成,柱状增强体硬度为55~67HRC,具有优异的抗冲击磨损性能;增强体与金属母体的界面,以及柱状增强体中WC颗粒与基体的界面呈良好的冶金结合。
13)陶瓷颗粒增强铁基复合材料及其制备方法(ZL200710029943.7)。将粒度为177mm的金属陶瓷颗粒放置在铸造型腔之内,向铸型内浇注钢液或铸铁液,凝固冷却制备得到陶瓷颗粒增强铁基复合材料。其工作表面陶瓷颗粒面积分数为15%~45%,陶瓷颗粒硬度≥66HRC,含有陶瓷颗粒的复合层厚度为1715mm。所制得的复合材料的耐磨性是其基体材料的5倍以上。该方法适于制备较厚大的耐磨损复合铸件。
有关中国铸造耐磨材料产业技术路线图的文章

A1.1碳化物按GB/T 13925—2010中规定分未熔、析出和过热三类级别进行评定。A1.1.2析出碳化物级别不大于X3级为合格。A1.1.4碳化物超过A1.1.1、A1.1.2或A1.1.3规定时,可在铸件或附铸试块上取样复查,或在铸件及其附铸试块重新水韧处理后取样复检。A2.4冲击吸收能量检验按批进......
2023-06-24

我国部分高锰钢生产企业现存在生产技术措施不到位的问题,突出表现在高锰钢的冲击吸收能量达不到国家标准的要求,以至于某些铸件在使用中开裂。铬系白口铸铁目前仍是国内外耐磨铸铁的主流,Cr15、Cr20和Cr26系列高铬耐磨铸铁在美国、日本和我国均已大批量生产和应用。......
2023-06-24

就企业数量而言,目前国内生产耐磨件的企业过千家,从而成就了一个较大的耐磨件产业。目前,我国铸造耐磨材料产业新材料、新技术、新装备逐步推广应用,企业产品正在升级换代,优质耐磨件替代进口并批量出口,我国铸造耐磨材料产业整体发展态势良好。......
2023-06-24

Hadfield在1882年9月发明了耐磨高锰钢。中、高碳低合金和中合金耐磨铸钢的发展则是与合金结构钢的发展相伴的。耐磨铸铁的发展历史应追溯到普通白口铸铁的诞生时代。随着电炉熔炼的增加,高铬铸铁作为耐磨材料的生产和应用有很快的发展,迄今已成为世界上工业应用最广泛的一种耐磨铸铁。......
2023-06-24

2)经济建设拉动了耐磨件市场需求,而高技术、高寿命耐磨材料和耐磨件促使节材降耗,两者相制约决定了耐磨件的市场。3)国内耐磨钢铁件的总体用量将稳中有升,预计年增长率5%~10%。9)以破代磨趋势增长,破碎机耐磨件用量呈增长趋势。......
2023-06-24
近年我国开始重视耐磨材料标准体系建设。3.国家标准与行业标准、企业标准的关系从技术要求而言,企业标准应该高于行业标准,行业标准应该高于国家标准。......
2023-06-24
相关推荐