白口铸铁不含石墨,其力学性能硬而脆,几乎没有塑性。可锻铸铁与灰铸铁相比,由于石墨的形态发生了改善,不仅有较高的强度,而且还有良好的塑性的韧性。球墨铸铁的强度接近于碳钢,具有良好的耐磨性和一定的塑性,并能通过热处理提高性能,因此广泛应用于机械制造业中。因此,蠕墨铸铁的力学性能介于相同基体组织的灰铸铁与球墨铸铁之间。表3-5 蠕墨铸铁的牌号与力学性能(续)......
2023-06-15
(一)灰铸铁的焊接
1.灰铸铁的焊接性
(1)焊接接头容易出现白口及淬硬组织 以常用的灰铸铁为例,经焊条电弧焊焊后,焊接接头上的组织变化,可以分为六个区域,如图4-6所示。
1)焊缝区:当焊缝的化学成分与焊件的成分相同时,焊条电弧焊焊缝的冷却速度远远大于铸件在砂型中的冷却速度,焊缝基本上是白口组织。如果增大焊接热输入,焊缝中可以出现一定量的灰铸铁,但还不能完全消除白口组织。如果采取以下措施,可避免白口组织的出现。
①采用石墨化能力很强的焊条进行电弧冷焊,并配合一定的工艺措施。
②采用铜或钢焊条及镍基焊条等,使焊缝金属成为钢或有色金属。
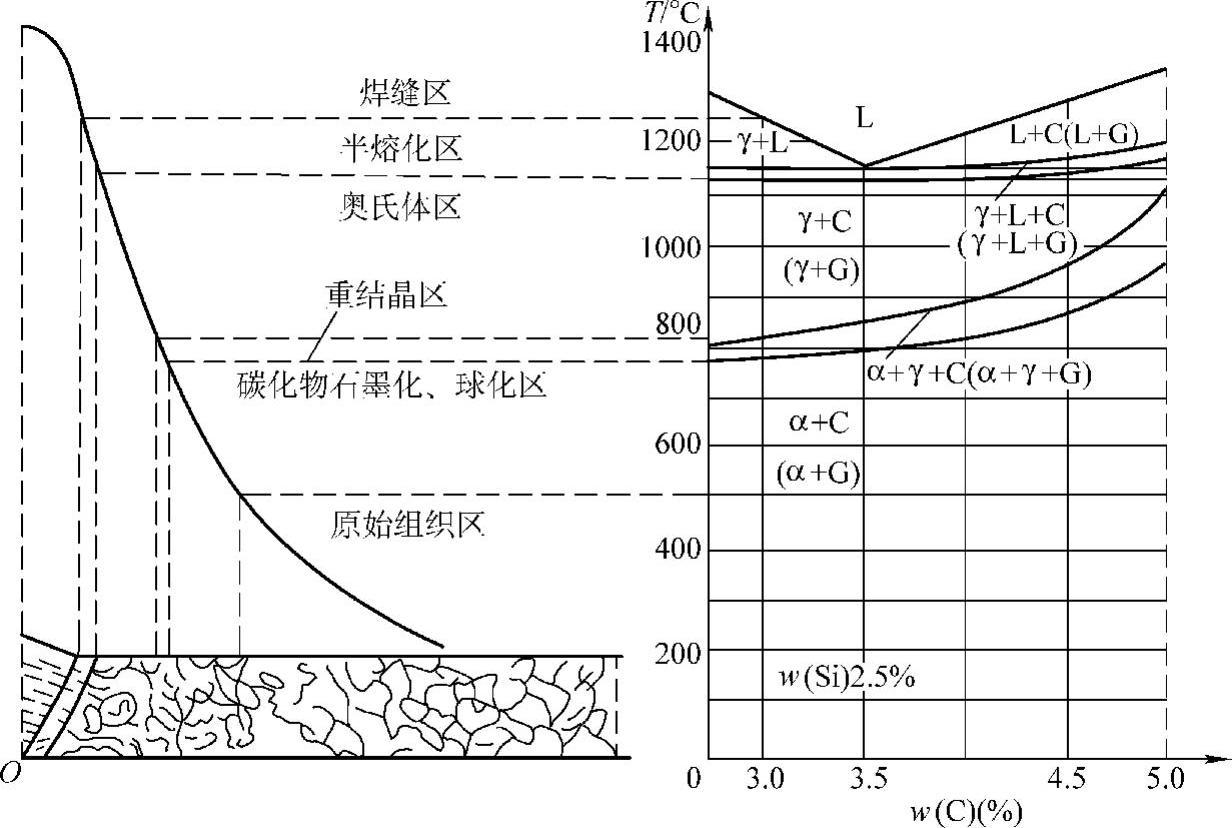
图4-6 灰铸铁焊接接头的组织变化
③焊前预热,焊后缓冷。
2)半熔化区:此区较窄,处于液相线及固相线之间,其温度范围为1150~1250℃。在焊接操作时,此区处于半熔化状态,即液-固状态。其中一部分铸铁变为液体,另一部分铸铁通过石墨片中碳的扩散作用,转变为被碳所饱和的奥氏体组织。在焊后快速冷却情况下,其液相部分在共晶温度下转变为莱氏体(即奥氏体+渗碳体)组织。继续快冷时,碳的存在形式由石墨转变为化合状态的渗碳体,也就是由灰铸铁变为白口铸铁。若更快的冷却速度,还可能抑制奥氏体的共析转变,而转变为马氏体组织。
3)奥氏体区:该区位于固相线与共析温度上限之间。加热温度范围为820~1150℃,在此区内铸铁为固态。在焊接过程快速冷却时,得到珠光体+二次渗碳体+石墨的组织,这是一种不完全石墨化的组织状态,比半熔化区的组织状态好一些。如果在焊接过程以更快速度冷却时,也会产生马氏体组织。所以,在铸铁熔焊时,采取适当工艺措施使该区缓慢冷却,就可以使奥氏体直接析出石墨,从而避免二次渗碳体的析出,防止产生淬硬组织。
4)重结晶区:这个区很狭窄,加热温度范围为780~820℃,由于焊接的加热的速度很快,铸铁中只有部分组织可以转变为奥氏体,在焊后的冷却过程中,奥氏体转变为珠光体。当冷却速度很快时,也可能出现马氏体组织。
5)碳化物石墨化区及原始组织区:该区温度低于780℃,熔焊后,该区组织没有明显变化或不变。
由于白口及淬硬组织的存在,给焊接接头带来了很大的危害:
1)容易产生焊接裂纹:白口及淬硬组织硬而脆,极容易造成裂纹。但是,只要采用适当的焊接工艺措施,就可以避免半熔化区的白口组织而产生的裂纹。
2)灰铸铁焊后难于进行机械加工。
(2)焊接接头容易出现裂纹
1)冷裂纹:铸铁气焊时,冷裂纹可以发生在焊缝及热影响区,当焊缝为铸铁型时,容易产生冷裂纹,裂纹产生的温度在400℃以下。这种冷裂纹常发生在较长的铸铁焊缝或较大的铸铁缺陷焊补时,并时常伴有较响的产生裂纹的脆断声音。
当焊缝为白口铸铁时,由于白口铸铁的收缩率约为2.3%,灰铸铁的收缩率为1.26%,所以白口铸铁比灰铸铁更容易出现裂纹。
2)热裂纹:当焊缝为铸铁型时,焊缝对热裂纹不敏感。当采用低碳钢焊条与镍基铸铁焊条冷焊时,焊缝容易出现结晶裂纹。当焊接应力较大时,此种裂纹也可以发展成剥离性裂纹。
总之,铸铁焊接接头容易产生裂纹的原因主要是铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。
为防止铸铁补焊时产生裂纹,采取的主要措施有焊件焊前预热,焊后缓冷,采用加热减应区法,调整焊缝化学成分,采用合理的补焊工艺;采用栽螺钉法等。
(3)变质的铸铁件出现不容易熔合的现象 当铸铁件长期在高温下工作时,因铸铁件的变质而出现高温熔滴与变质铸铁不熔合,甚至在待焊处表面出现“打滚”现象,其主要原因如下:
1)长期在高温下工作的铸铁,基体组织发生了改变,由原先的珠光体-铁素体组织转变为铁素体组织,与此同时,石墨析出量也增多并且进一步地集聚在一起长大,由于石墨的熔点比较高并且是非金属,因此,已变质的铸铁件容易出现焊不上的情况。
2)铸铁焊接时,石墨容易集聚长大,成为长而粗大的石墨片,由于从这种石墨片与基体组织的交界面上,空气容易侵入铸件内部,使铸铁金属氧化成熔点较高的铁、锰、硅的氧化物,增大了已变质的铸铁件焊接的难度。
2.灰铸铁的焊接工艺方法
灰铸铁常用的焊接工艺方法主要有电弧热焊、电弧冷焊和气焊等三种,在此仅介绍气焊的相关内容。
(1)气焊技术 由于氧乙炔火焰温度在3400℃以下,不仅温度比电弧焊低得多,而且焊接时的热量也不集中,加热速度缓慢。但是,气焊的工艺方法灵活,焊后还可以利用气体火焰进行焊缝的整形或对补焊区继续加热,使焊缝缓冷,消除应力。所以,气焊只适用于薄壁的、刚度较小铸铁件的补焊。
1)焊前预热:对于刚度较大的铸铁件,为了减小焊接应力,防止产生裂纹,应采用将铸铁件送入热处理炉中进行整体加热工艺。预热温度为600~700℃,补焊过程中的温度始终应不低于400℃,焊后需要加热到600~700℃并缓冷。
2)气焊熔剂:铸铁件用气焊焊接时,由于难熔的氧化物SiO2(熔点为1713℃)的存在,粘度较大,使焊接过程难以进行或熔合不好,若不及时清除,容易在焊缝中形成夹渣。SiO2是酸性氧化物,可以用碱性物质与其化合生成低熔点的复合盐,浮在焊缝熔池的表面,在气焊过程中,随时用焊丝将其拨出熔池。气焊时可采用CJ201熔剂。
3)焊炬的选用:焊炬宜选用功率较大的大、中号的焊炬,使焊接过程加热的速度加快,并且起到使焊接接头缓慢冷却的效果,同时,也有利于清除焊缝内部的气孔、夹渣。铸铁件壁厚20mm以下,可以选择ϕ2mm孔径的焊嘴;铸铁件壁厚20mm以上时,可以选择ϕ3mm孔径的焊嘴,补焊铸铁所用焊炬的选择见表4-8。
表4-8 补焊铸铁所用焊炬的选择

4)加热减应区:当铸铁焊补件有一定的刚度时,可以利用加热减应区方法避免产生裂纹。加热减应区法操作如下:焊前或焊接过程中,用火焰加热铸铁焊件的适当部位,利用热胀冷缩的规律,减小焊接过程的收缩应力,避免产生裂纹。加热减应区法的操作如图4-7所示。
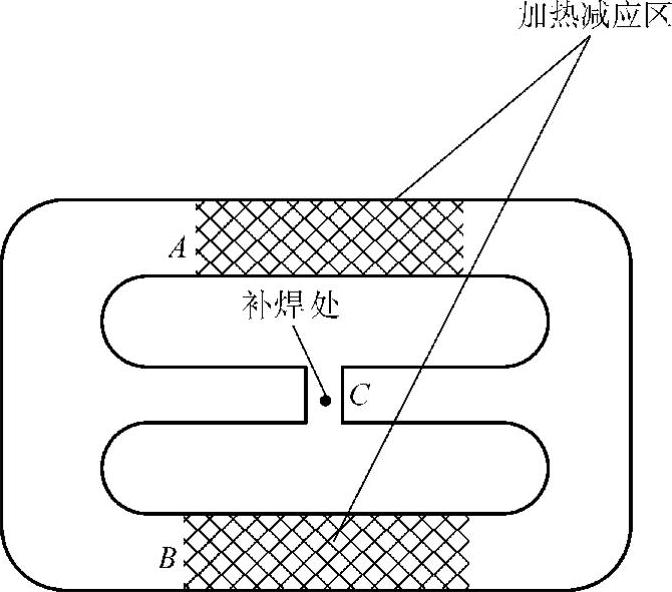
图4-7 加热减应区法操作
图4-7中,当铸铁焊件C处有裂纹时,焊工对C处预热的同时,也要对A、B两处同时进行预热至600~700℃,此时C处的裂纹便张开,当估计C处张开的间隙与焊缝收缩值相近时,即可进行焊接。焊后,减应区A处、B处与C处同时收缩,使C处的焊接应力大大降低,裂纹基本上可以避免。采用加热减应区法,灰铸铁氧乙炔补焊时,补焊成败的关键是正确选择加热减应区,如什么时候加热减应区,以及加热温度的控制等。实践表明:能使焊缝获得最大的横向张开的位移,是减应区的最佳位置选择。因此,应该使减应区主要变形方向与焊缝的开闭方向一致。
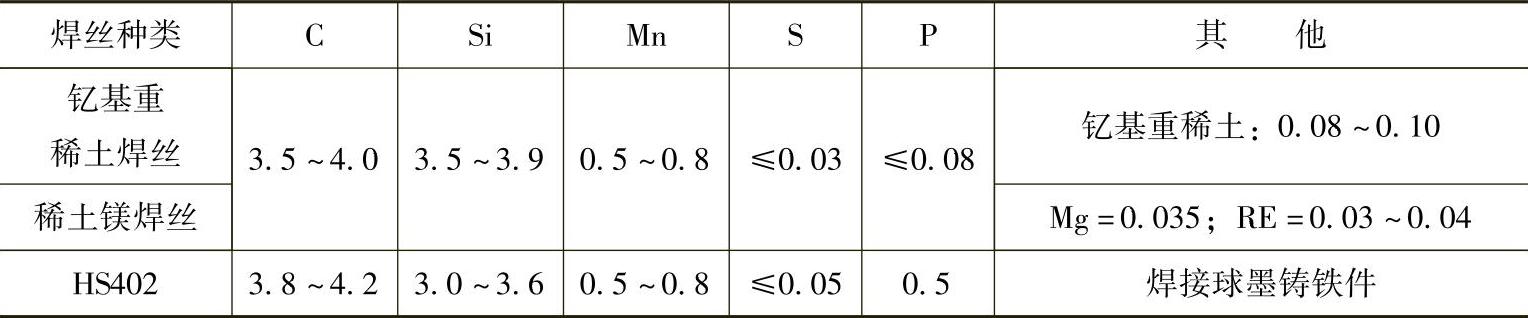
5)焊丝的选用:铸铁件气焊时,宜采用中性焰或弱碳化焰,并用RZC型焊丝焊接。由于焊丝中的碳、硅含量高于灰铸铁,因此,有利于焊缝金属的石墨化及弥补焊接过程中的氧化和烧损。当采取热焊时,焊丝中C和Si的含量不宜过高,否则,容易在焊缝中形成较多的铁素体,降低了灰铸铁焊缝的力学强度。当采取冷焊时,由于焊缝的冷却速度快,不利于焊接接头的石墨化,焊缝硬度高,不容易进行切削加工。常用铸铁气焊焊丝的化学成分见表4-9。
表4-9 常用铸铁气焊焊丝的化学成分(质量分数,%)

6)灰铸铁热焊与冷焊方法的选择:用气焊焊接灰铸铁时,由于温度低,需要用较长的时间预热,才能将待焊处的温度加热至补焊温度,而且加热的面积也比较大,实际上这个加热过程,相当于对待焊处进行了铸铁焊前的局部预热。采用适当化学成分的铸铁焊丝,对薄壁焊件进行补焊时,由于焊缝的冷却速度比较缓慢,这不仅有利于石墨化过程的进行,焊缝容易得到灰铸铁组织,还能使热影响区不容易产生白口组织及淬硬组织。
但是,由于气焊火焰的温度比较低,焊件由室温升到熔化状态所需要的时间较长,同时,在气焊火焰的加热下,铸铁焊件的受热面积也比较大。因此,用气焊焊接刚度较大的焊件时,焊接热应力比较大,所以,气焊灰铸铁比热焊更容易产生冷裂纹。由此可见,一般气焊只适宜薄壁、刚度小焊件的补焊。
用气焊火焰钎焊铸铁时,由于铸铁母材不熔化,钎焊焊接接头的热影响区一般不会形成白口组织,有利于改善接头的加工性,这是其明显的优点。但是,当灰铸铁钎焊的温度超过820℃时,焊件在快冷的情况下,仍可以产生部分马氏体或贝氏体组织。灰铸铁采用火焰钎焊时,一般采用黄铜作为钎料。
当补焊刚度大的薄壁件缺陷时,可对灰铸铁进行热焊,即采用将焊件整体预热的气焊热焊法进行。预热温度为600~700℃,焊后采取缓冷的措施,能有效地防止白口、淬硬组织和裂纹的产生。所以,这种方法只适用于结构比较复杂、焊后要求使用性能较高的薄壁铸件的补焊。
灰铸铁的冷焊时,由于待焊处在气焊火焰的加热下,由室温升到熔化状态的时间较长,铸件待焊处不仅局部过热严重,而且补焊区的热应力也较大,焊缝不仅是铸铁型,而且强度还较低,塑性几乎为零,因此,很容易产生裂纹。灰铸铁的冷焊。只适用于壁厚较均匀、结构应力较小的中、小型铸件。
(2)灰铸铁气焊焊补的操作要点
1)宜采用中性焰或弱碳化焰气焊灰铸铁,气焊时,火焰的焰芯与焊缝熔池的距离保持在10mm左右,先将母材加热到熔化温度,在加热过程中,应保持焊缝熔池不被氧化和过分卷入空气。
2)气焊过程中,如果发现熔池中有白亮的夹杂物时,应立即将焊丝端头蘸上少量的熔剂,插入熔池中并搅动熔池,使夹杂物浮起,并用焊丝及时将夹杂物拨出焊缝熔池。为了防止焊缝中产生气孔,在焊接时,将焊丝插入熔池的底部,适当的搅动熔池,使气体从焊缝熔池中充分逸出。
3)焊后应使焊缝高出焊件表面2~3mm,与焊件保持平滑过渡,为保持焊缝接头缓慢冷却,焊后继续用气体火焰加热补焊区,以使焊缝接头达到缓慢冷却的目的。
(二)球墨铸铁的焊接
1.球墨铸铁的焊接性
球墨铸铁的焊接性与灰铸铁的焊接性有相同之处,也有不相同之处。主要表现为:
1)球墨铸铁的白口化倾向及淬硬倾向比灰铸铁大:这是由于有镁、铈、钇等球化剂的存在,大大地增加了球墨铸铁铁液的过冷倾向,提高了对白口化和淬硬倾向的敏感性。因此,在球墨铸铁气焊时,同质焊缝及半熔化区更容易形成白口组织,奥氏体区也更容易出现马氏体组织,所有这些,将对防止焊缝及熔合区产生裂纹、提高焊接接头的加工质量非常不利的。
2)球墨铸铁焊接接头的力学性能较高:为了保证球墨铸铁焊件可靠的工作,一般要求焊接接头的力学性能应该与母材基本匹配,为此,在选择球墨铸铁的焊接方法、焊接材料及编制焊接工艺时,要认真地加以考虑。
3)球墨铸铁的焊接性比灰铸铁要好些:由于球墨铸铁中的碳以球状石墨存在,球墨铸铁焊缝比灰铸铁焊缝具有较高的强度、塑性和韧性,尤其是以铁素体为基体的球墨铸铁,其承受塑性变形的能力更强。总之,球墨铸铁的焊接性比灰铸铁要好些。
2.球墨铸铁的气焊
由于气焊的温度较低,加热面积较广,焊接区的加热及冷却速度比较缓慢,可以减少球墨铸铁在焊接过程中镁的蒸发(镁的沸点为1070℃,钇的沸点为3038℃),有利于焊缝金属的石墨球化过程,防止球墨铸铁型焊缝及半熔化区。因出现白口铸铁与焊接热影响区出现马氏体组织而产生裂纹。此外,气焊火焰预热焊件比较方便,适于中小铸件缺陷的补焊,但补焊大缺陷采用气焊工艺时,由于气焊的生产率低,所以不经济。
常用的球墨铸铁焊丝有加轻稀土(铈)镁合金焊丝和加钇基重稀土焊丝等两种。由于钇的沸点高(3038℃),抗球化衰退能力比镁强,气焊过程中更有利于保证焊缝的球化,近年来多用于气焊球墨铸铁。RZCQ型焊丝中,有一定含量的球化剂,焊缝中的石墨呈球状,具有较好的塑性和韧性。气焊用球墨铸铁焊丝的化学成分见表4-10。
表4-10 气焊用球墨铸铁焊丝的化学成分(质量分数,%)
采用钇基重稀土焊丝气焊球墨铸铁时,焊前将待焊处预热至400~600℃,焊后,焊接接头没有白口及马氏体组织,可以进行机械加工。
当有缺陷的较大球墨铸铁焊件且壁厚大于50mm时,由于焊接过程中的冷却速度较大,焊后容易出现白口组织,因此,焊前焊件要经过高温预热或焊后进行热处理。
当用钇基重稀土焊丝气焊球墨铸铁,连续焊补超过20min时,由于焊缝熔池存在的时间较长,钇(球化剂)的氧化量增大,焊缝中的球化剂因此减少,则在球墨铸铁焊件的焊缝中出现了片状石墨,降低了焊接接头的力学性能。
稀土镁焊丝比钇基重稀土焊丝抗球化衰退能力还差,这是因为镁的沸点为1070℃,而氧乙炔火焰的焰芯温度为3100℃,长时间的加热使镁大量蒸发,焊缝中的石墨球化能力下降,所以,允许连续焊补球墨铸铁的时间应该更短些。否则,焊缝出现的片状石墨更多,使焊接接头的力学性能降低。因此,球墨铸铁气焊时,尽量采用含钇而不含镁的球墨铸铁焊丝,以保证焊缝有较强的抗球化衰退能力。
有关焊工:高级的文章

白口铸铁不含石墨,其力学性能硬而脆,几乎没有塑性。可锻铸铁与灰铸铁相比,由于石墨的形态发生了改善,不仅有较高的强度,而且还有良好的塑性的韧性。球墨铸铁的强度接近于碳钢,具有良好的耐磨性和一定的塑性,并能通过热处理提高性能,因此广泛应用于机械制造业中。因此,蠕墨铸铁的力学性能介于相同基体组织的灰铸铁与球墨铸铁之间。表3-5 蠕墨铸铁的牌号与力学性能(续)......
2023-06-15

图3-1用几何图形显示了论文的常规结构,IMRaD部分组成了原创研究论文的主体,主体的各个组成部分分别用一个四边形表示。显然,IMRaD结构有两个主要特点:[7,8]顶与底两个四边形的相互对称以及四边形宽度的变化。我们注意到,IMRaD结构图形的顶部比较宽,向中心论文报道部分逐渐变窄,然后趋近底部时再次变宽,而且IMRaD结构的顶部与底部的两个梯形呈现镜面对称。报道的内容要尽可能完全而详尽。......
2023-07-08
为此,在选用铸铁焊条时,可以按不同的铸铁材料、不同的切削加工要求以及焊件补焊处的重要程度等,分别选取。选择铸铁焊丝的原则,首先要考虑焊丝的焊接性,采用该焊丝焊接的接头力学性能是否满足焊件的力学性能要求。而该焊丝的操作性能,主要包括稳弧性、焊丝的飞溅大小、脱渣性的好坏和焊接烟尘的情况等。表4-3 铸铁气焊熔剂的牌号及用途......
2023-06-24

球化衰退指浇注后期的铸件球化元素残留量过低引起球化不合格。二者缺陷特征相同。2)影响因素及预防措施。此外潮湿可显著增加皮下气孔,中锰球墨铸铁含氮较多,某些砂芯树脂黏结剂含氮较多,上述各因素可促进此缺陷形成。球墨铸铁糊状凝固特点使气体逸出通道较早被堵塞,也促其形成。铸件冷却过程中铸造应力超过该断面金属抗拉强度则形成裂纹。在600℃以上铸造应力超过屈服极限时可产生塑性变形。当球墨铸铁成分正常时不易热裂。......
2023-06-24

研究表明,听觉障碍儿童观察敏锐,辨别细小物体或远处物体的技能高于听觉健全的同龄幼儿。听觉障碍儿童的记忆特点主要表现为以下三点。由于听觉损伤,听觉障碍儿童主要以形象记忆为主。听觉障碍儿童在概念形成之间,会出现概念扩大化和缩小化的现象。只是由于听觉障碍,聋童的在获取信息方面与正常儿童相比处于劣势,因此与正常儿童相比,聋......
2023-07-02

图3-1 灰铸铁焊接接头的组织变化奥氏体区 该区位于固相线与共析温度上限之间。2)灰铸铁焊后难于进行机械加工。总之,铸铁焊接接头容易产生裂纹的原因主要有铸铁强度低、铸铁的塑性极差、焊件受热不均匀和焊接应力大等。......
2023-06-15

图4-26感应式电烙铁结构示意图这种烙铁的特点是加热速度快,一般通电几秒钟,即可以达到焊接温度。它的手柄上带有电源开关,工作时只需要按下开关几秒钟即可进行焊接,特别适合于断续工作的使用。常用的拆焊工具有吸锡器和两用电烙铁。吸锡器是常用的拆焊工具,使用方便,价格适中。其中,圆斜面式是市售烙铁头的一般形式,适用于在单面板上焊接不......
2023-10-23
以热源类型为横坐标,以两材料发生结合时的物理状态为纵坐标,用二元坐标法将焊接方法进行分类,见表3-7。表3-7 焊接方法分类(续)焊接方法的主要特点:1)节省材料,减轻重量。可焊范围较广,而且连接性能较好。焊接接头可达到与工件金属等强度或相应的特殊性能。4)满足特殊连接要求。尽管如此,焊接加工在应用中仍存在某些不足。采用焊接方法修复某些有缺陷、失去精度或有特殊要求的工件,可延长使用寿命,提高使用性能。......
2023-06-28
相关推荐