以碳钢气焊为例,采用的焊丝直径可参考表6.2。气焊的基本操作技术1)左焊法与右焊法如图6.17所示,气焊操作可分为左焊法和右焊法两种。右焊法的特点是在焊接过程中火焰始终笼罩着已焊的焊缝金属,有助于改善焊缝的金属组织,减少气孔夹渣的产生。左焊法操作简单方便、易于掌握,适用于焊接较薄及熔点较低的工件,在实际应用中较常采用此种气焊方法。......
2023-06-27
1.焊缝的起焊
起焊时,由于焊件的温度低,焊嘴倾斜角应大些,这样有利于焊件预热。同时,气焊火焰在起焊部位应往复移动,以便起焊处加热均匀。当起焊点处形成白亮且清晰的熔池时,即可加入焊丝(或不加入焊丝),并向前移动焊嘴进行焊接。
注意,如果两焊件的厚度不同,气焊火焰应稍微偏向厚板一侧,使焊缝两侧温度一致,避免熔池离开焊缝的正中央,而偏向薄板的一侧。
2.左焊法和右焊法
气焊操作时,依据焊嘴的移动方向,焊嘴火焰指向不同,可分为左焊法和右焊法,如图4-4所示。
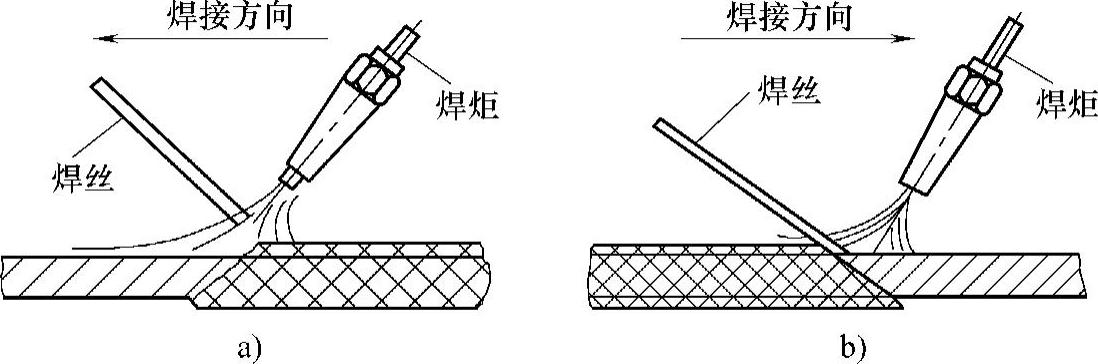
图4-4 左焊法和右焊法示意图
a)左焊法 b)右焊法
(1)左焊法 在气焊中,焊丝和焊炬由接缝右端向左端移动,焊丝在焊炬前进方向的前面,火焰指向焊件金属的未焊部分,这种操作方法称为左焊法(见图4-4a)。
这种焊法,使气焊工能够清楚地看到熔池边缘,所以能焊出宽度均匀的焊缝。由于焊炬火焰指向焊件未焊部分,对焊件金属有预热作用,因此焊接薄板时,生产效率高。这种焊接方法容易掌握,应用普遍。缺点是焊缝易氧化,冷却速度快,热量利用率低,因此适用于焊接5mm以下的薄板或低熔点金属。
(2)右焊法 在气焊中,焊炬和焊丝从接缝左端向右端移动,焊丝跟在焊炬后面,火焰指向已焊部分的操作方法称右焊法(见图4-4b)。
这种焊法,焊炬火焰指向焊缝,火焰可以罩住整个熔池,保护了熔化金属,防止焊缝金属的氧化和产生气孔,减慢焊缝的冷却速度,改善了焊缝组织。右焊法的缺点主要是不易看清已焊好的焊缝,操作难度高,一般较少采用。适用于焊件厚度大,熔点较高的焊件。
3.焊丝的填充
在整个气焊过程中,为获得外观漂亮、内部无缺陷的焊缝,气焊工要观察熔池的形状,尽力使熔池的形状和大小保持一致。而且要将焊丝末端置于外层火焰下进行预热。当焊件预热至白亮且清晰的熔池后,将焊丝熔滴送入熔池,并立即将焊丝抬起,使火焰继续向前移动,以便形成新的熔池,然后再继续向熔池加入焊丝,如此循环,即形成焊缝。
如果使用的火焰能率大,焊件温度高,熔化速度快,焊丝应经常保持在焰芯前端,使熔化的焊丝熔滴连续加入熔池。如果火焰能率小,熔化速度慢,则加入焊丝的速度应相应地减小。
在气焊薄件或焊件间隙大的情况下,应将火焰焰芯直接指在焊丝上,使焊丝阻挡部分热量。焊炬可作上下跳动,以阻止熔池前面或焊缝边缘过早地熔化下塌。
4.焊炬和焊丝的摆动
在气焊过程中,为了获得质量优良、外观美观的焊缝,焊炬和焊丝应做均匀协调的摆动。焊炬和焊丝有规律地摆动,能使焊件金属便于熔透、焊缝均匀,也避免了焊缝金属的过热或烧穿。
焊炬摆动基本上有三个动作:
1)焊炬沿焊接方向作前进运动,不断地熔化焊件和焊丝形成焊缝。
2)焊炬在垂直于焊缝的方向作上下跳动,以便调节熔池的温度,防止烧穿。
3)焊炬横向摆动,主要是使焊件坡口边缘能很好地熔化,控制熔化金属的流动,防止焊缝产生过热或烧穿等缺陷,从而得到宽窄一致、内在质量可靠的焊缝。
在气焊过程中,焊丝可随着焊炬也作前进运动,但主要还是作上下跳动运动。在使用熔剂时,焊丝还应作横向摆动,以便搅拌熔池。焊丝末端在高温区和低温区之间作往复跳动,必须均匀协调,不然会造成焊缝高低不平、宽窄不匀等现象,影响其外观质量。
焊炬和焊丝的摆动方法,与焊件材质、焊件厚度、焊缝空间位置及所要求的焊缝尺寸有关。平焊时焊炬和焊丝常见的几种摆动方法,见图4-5。图4-5中a~c所示适用于各种较厚材料的焊接及堆焊,图4-5d所示适用于各种薄件材料的焊接。
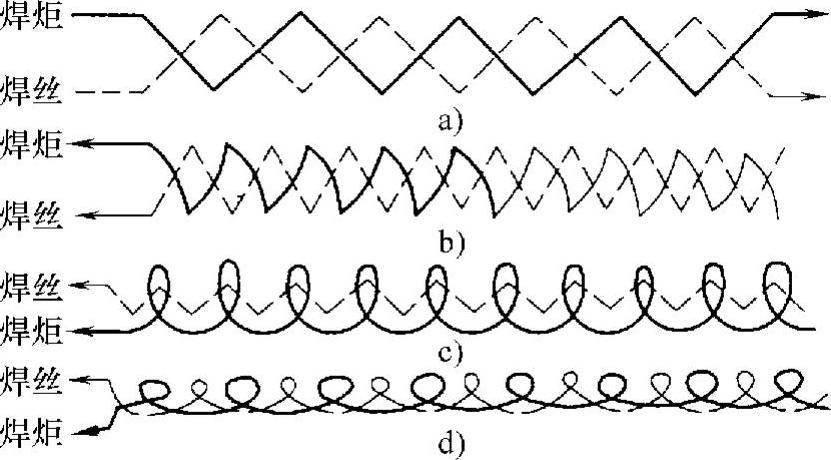
图4-5 焊炬与焊丝的摆动方法
5.焊缝接头
在气焊过程中,更换焊丝停顿或某种原因中途停顿再继续焊接与原焊缝重叠的部分称为焊缝的接头。在接头时,应当用火焰将原熔池周围充分加热,将已冷却的熔池重新熔化,形成新的熔池后,即可加入焊丝。此时要特别注意,新加入的焊丝熔滴与被熔化的原焊缝金属之间必须充分熔合。在焊接重要焊件时,接头处必须与原焊缝重叠8~10mm,以得到强度大、组织致密的焊接接头。
6.焊缝收弧
当一条焊缝焊接至终端,结束焊接的过程称为收弧。此时,由于焊件温度较高,散热条件差,需要减小焊炬的倾角,加快焊接速度,并多加入一些焊丝,以防止熔池面积扩大,更重要的是避免烧穿。在收弧时,为了避免空气中的氧气和氮气侵入熔池,可用温度较低的外焰保护熔池,直至将终端的熔池填满,火焰才可缓慢离开熔池。气焊收弧时要做到:焊炬倾角小,焊接速度快,填充焊丝多,熔池要填满。
有关焊工:高级的文章

以碳钢气焊为例,采用的焊丝直径可参考表6.2。气焊的基本操作技术1)左焊法与右焊法如图6.17所示,气焊操作可分为左焊法和右焊法两种。右焊法的特点是在焊接过程中火焰始终笼罩着已焊的焊缝金属,有助于改善焊缝的金属组织,减少气孔夹渣的产生。左焊法操作简单方便、易于掌握,适用于焊接较薄及熔点较低的工件,在实际应用中较常采用此种气焊方法。......
2023-06-27

实验图9-12 添加文件后的WinRAR主界面选中“power.pptx”文件,并单击工具栏上的“删除”按钮,弹出“删除”对话框,单击“是”按钮。实验图9-13 删除文件前的WinRAR主界面......
2023-11-26
立焊由于焊接过程中液态金属容易下流,导致焊缝表面不易形成均匀的焊波,立焊操作难度相对较大。焊嘴向上倾斜,与焊件夹角≥60°,借助火焰气流的压力支承熔池,防止液态金属下流。在焊接过程中,若发现熔池温度过高,液态金属即将下流时,应立即将火焰移开,待熔池温度降低后再继续施焊。......
2023-06-27
气焊设备主要包括氧气瓶、乙炔气瓶、减压器、焊炬、软管等,如图4-11所示。一般情况下,应禁止使用平放的氧气瓶。高压气体经过减压活门5减压后流入低压室7,此时气体体积增大、压力降低,由出气口8供给气焊使用。......
2023-06-24

启动Power Point 2010后系统会自动创建一个“Office”主题的空白演示文稿,通过“新建”命令可创建其他主题的演示文稿。从图3-2所示的“新建”界面可以看出,在Power Point中主要有3种创建演示稿的方式:创建空白演示文稿、根据主题创建和根据模板创建。主题是Power Point预置或用户自定义的一些格式。在Power Point中利用已安装或线上的主题创建演示文稿,可以快速得到漂亮的幻灯片效果。......
2023-11-16

图3.2.7信息提示框3.复制或移动工作表在中文Excel 2003中复制或移动工作表的具体操作步骤如下:选定要复制或移动的工作表。......
2023-12-05

相关推荐