PLC硬件系统的设计是指在对硬件系统进行安装前,根据系统的控制需求合理选配硬件设备,并对所有硬件设备的关系进行设计和调整,为下一步实际安装操作中做好指导性工作。目前市场上的PLC多种多样,用户可根据系统的控制要求,选择不同技术性能指标的PLC来满足系统的需求,从而保证系统运行可靠,使用维护方便。......
2023-06-24
PLC软件系统的设计,是指设计PLC内的程序,该程序要求能够准确、合理地实现当前PLC系统所要求的所有控制功能。这一设计过程包括控制需求的分析及程序的编写(即编程),借助编程软件编辑程序,将程序的写入PLC并进行调试等三个环节。
1.PLC程序的编写(即编程)
根据PLC系统功能特点,对控制需求进行分析和编写程序是PLC软件系统设计中的关键环节。
提示说明
不同PLC的编程方法有所不同,具体的需求分析、编程原则和方式方法以相应PLC产品的编程规则为准。
由于不同类型PLC所使用的编程软件也不相同,甚至有些相同品牌不同系列的PLC可用的编程软件也会存在区别。下面,我们分别以西门子PLC和三菱PLC的编程软件为例,具体介绍一下如何借助PLC编程软件完成PLC程序的编写。
(1)使用西门子PLC编程软件编写程序
西门子PLC所实现的各项控制功能是根据用户程序实现的,各种用户程序需要编程人员根据控制的具体要求进行编写。下面我们以西门子S7—200系列PLC专用的编程软件STEP7-Mi- cro/WIN为例,练习编程软件的编辑方法和操作步骤。
使用STEP7-Micro/WIN编程软件进行编程前,首先需要了解该软件的一些基本编程工具,并初步熟悉其工作界面分布情况。
图解演示
图13-15所示为STEP7-Micro/WIN编程软件的基本操作界面,可以看到其主要分为几个区域,各区域显示不同的信息内容,其中编辑区为程序编写区域,所有程序均在该部分显示。
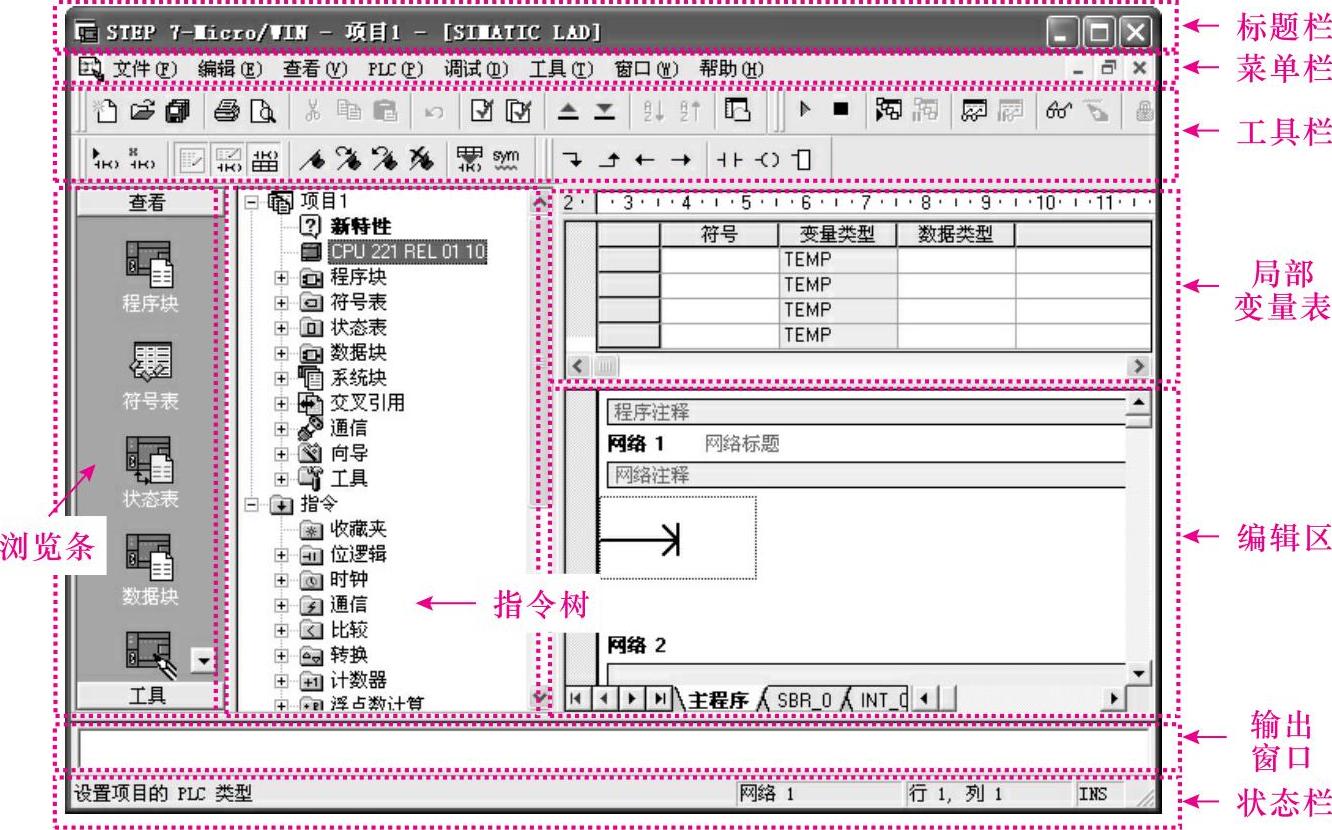
图13-15 STEP7-Micro/WIN编程软件的基本操作界面
①编程软件STEP7-Micro/WIN编程前的操作
编程软件STEP7-Micro/WIN编程前需要对相关参数进行设置和系统配置。
图解演示
单击浏览条中的系统块图标,即可弹出系统块(参数设置和系统配置)对话框,如图13-16所示,该在对话框中一般可对断电数据保持、密码、输出表、输入滤波器和脉冲捕捉位等进行设置。
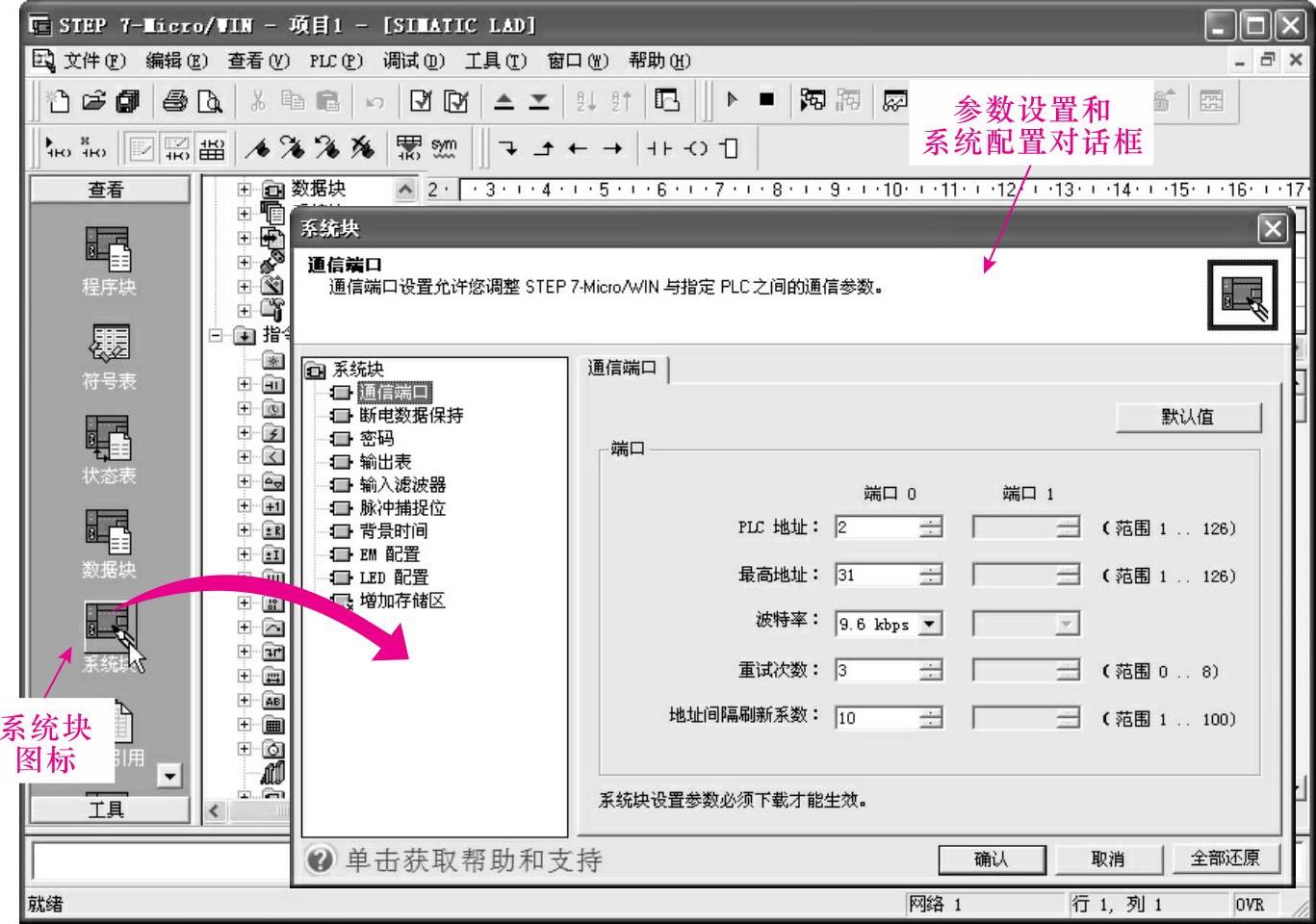
图13-16 参数设置和系统配置对话框
②编程软件STEP7-Micro/WIN的使用
通过上述内容对STEP7-Micro/WIN软件进行相关了解后,下面介绍使用该软件编辑程序的具体方法和步骤。
图解演示
编写程序,首先需要新建一个程序文件。打开软件后,选择【文件】/【新建】命令或工具栏中的新建按钮“ ”来新建一个程序文件,如图13-17所示,新建项目的程序文件名默认为“项目1”,PLC型号默认为CPU221。
”来新建一个程序文件,如图13-17所示,新建项目的程序文件名默认为“项目1”,PLC型号默认为CPU221。
编制和修改程序是STEP7-Micro/WIN软件最基本的功能,也是使用该软件编程时的关键步骤,下面我们以图13-18所示梯形图的编写为例,介绍编辑程序的基本方法。
◆放置编程元件符号,输入编程元件地址
图解演示
在软件的编辑区域中添加编程元件,根据图13-18所示梯形图,首先绘制表示常开触头的编程元件“I0.0”,如图13-19所示。
图解演示
在图13-19中,单击鼠标左键,选中编程元件符号上方的“??.?”,将光标定位在输入框内,即可以输入该常开触头的地址“I0.0”,如图13-20所示,然后按键盘上的“Enter”键即可完成输入。
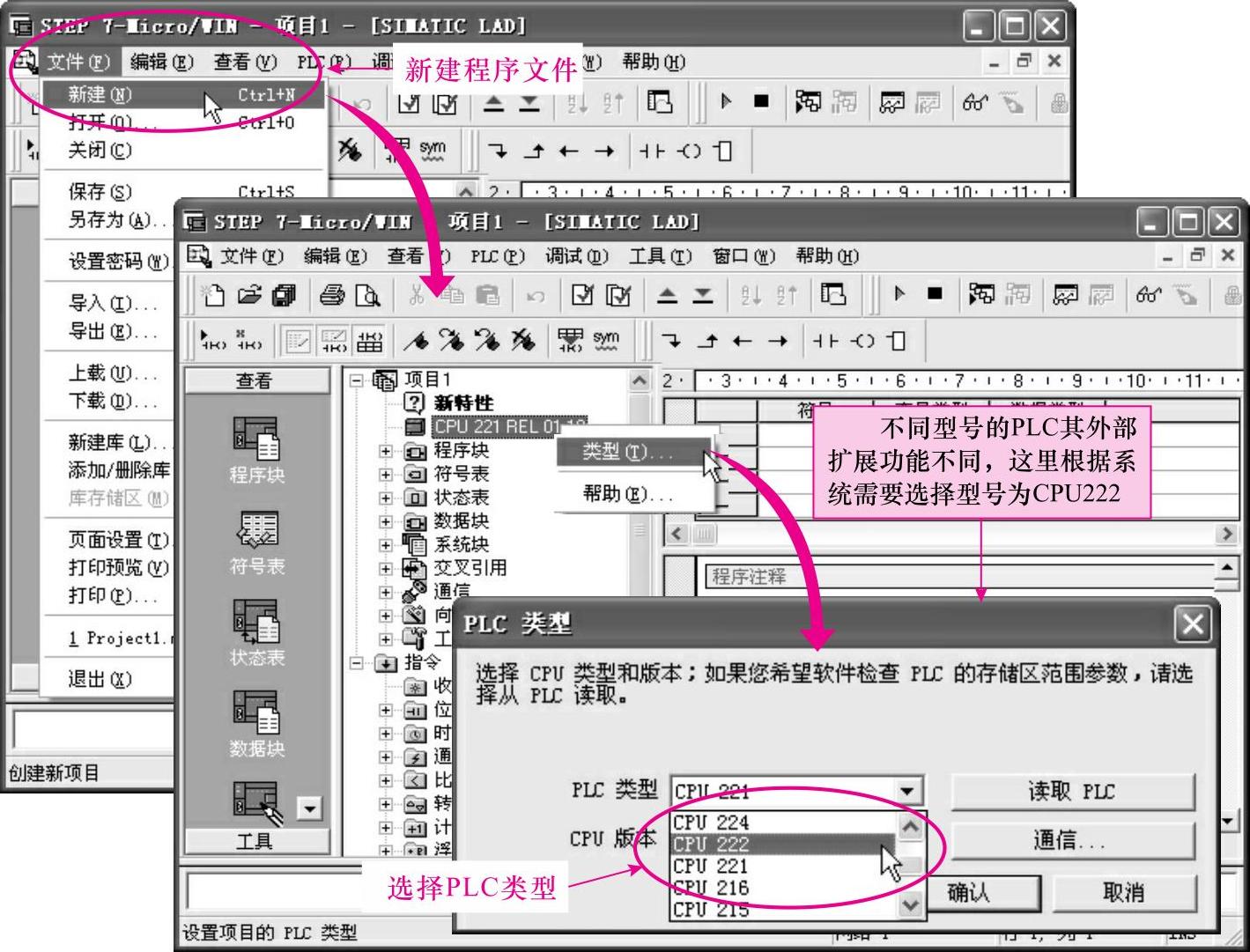
图13-17 新建项目操作
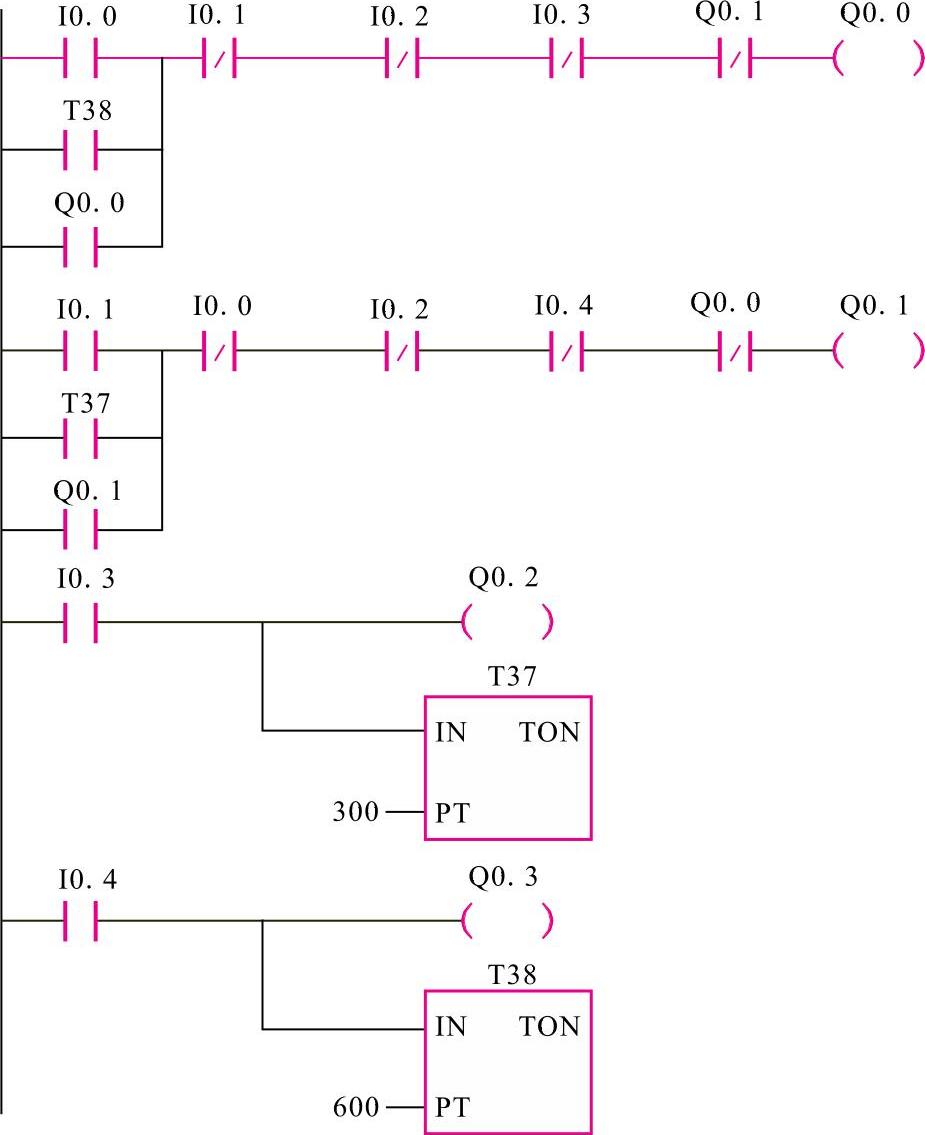
图13-18 典型控制系统梯形图
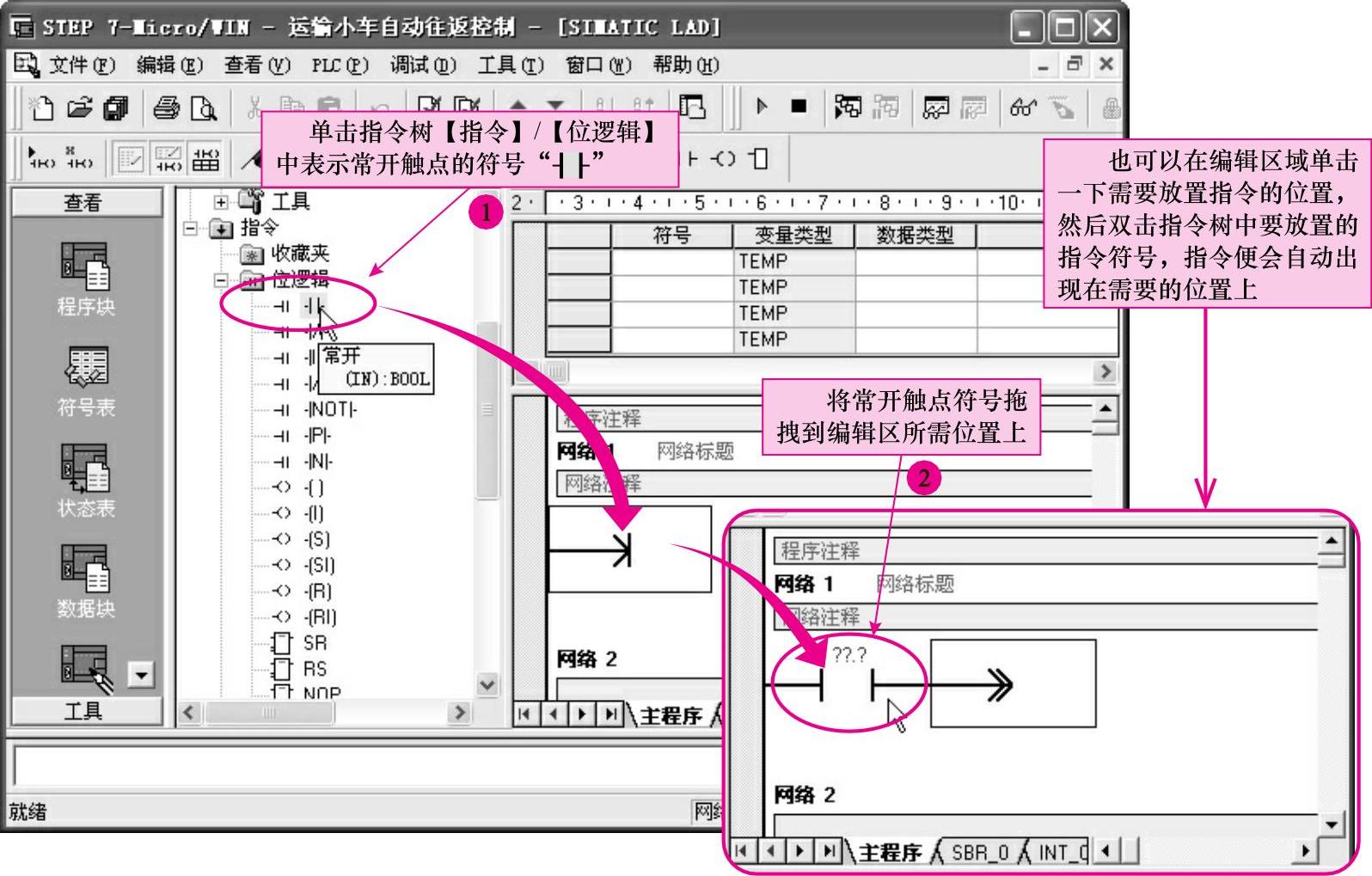
图13-19 放置表示常开触头的编程元件I0.0符号
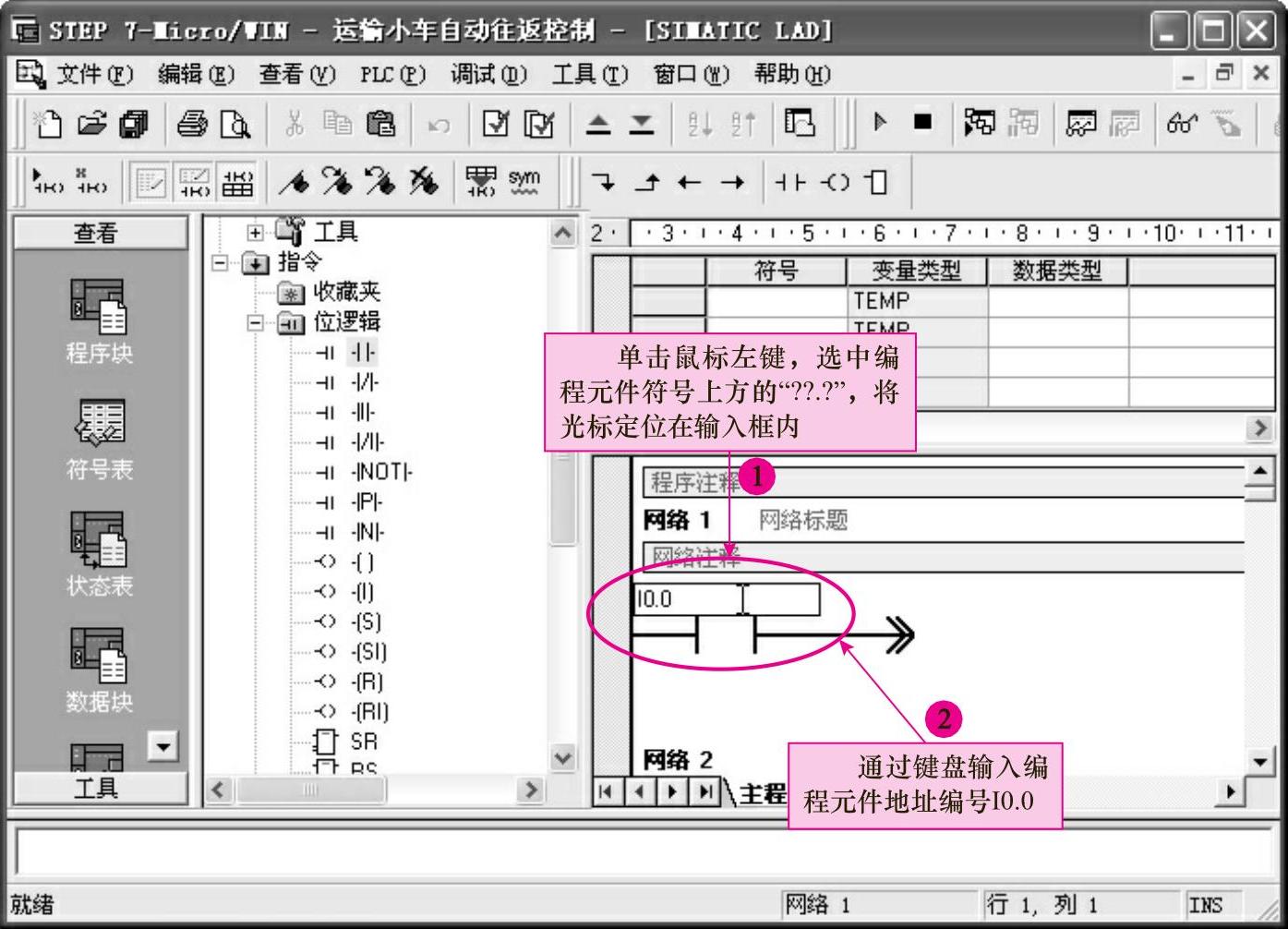
图13-20 编程元件地址的输入
图解演示
接着,可按照同样的操作步骤,分别输入第一条程序的其他元件,其过程如下:
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.1”,然后按键盘上的“Enter”键;
”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.1”,然后按键盘上的“Enter”键;
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入
”指令,拖拽到编辑图相应位置上,在“??.?”中输入
“I0.2”,然后按键盘上的“Enter”键;
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入
”指令,拖拽到编辑图相应位置上,在“??.?”中输入
“I0.3”,然后按键盘上的“Enter”键;
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入
”指令,拖拽到编辑图相应位置上,在“??.?”中输入
“Q0.1”,然后按键盘上的“Enter”键;
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入
”指令,拖拽到编辑图相应位置上,在“??.?”中输入
“Q0.0”,然后按键盘上的“Enter”键。
◆绘制垂直和水平线
根据图13-18所示梯形图,接下来需要输入常开触头“I0.0”的并联元件“T38”和“Q0.0”,该步骤中需要了解垂直和水平线的绘制方法。
图解演示
单击工具栏中的“向上连线”按钮“ ”,将“T38”和“Q0.0”并联在“I0.0”上,其绘制过程如图13-21所示。然后按照相同的操作方法绘制梯形图的第二条程序,如图13-22所示。
”,将“T38”和“Q0.0”并联在“I0.0”上,其绘制过程如图13-21所示。然后按照相同的操作方法绘制梯形图的第二条程序,如图13-22所示。
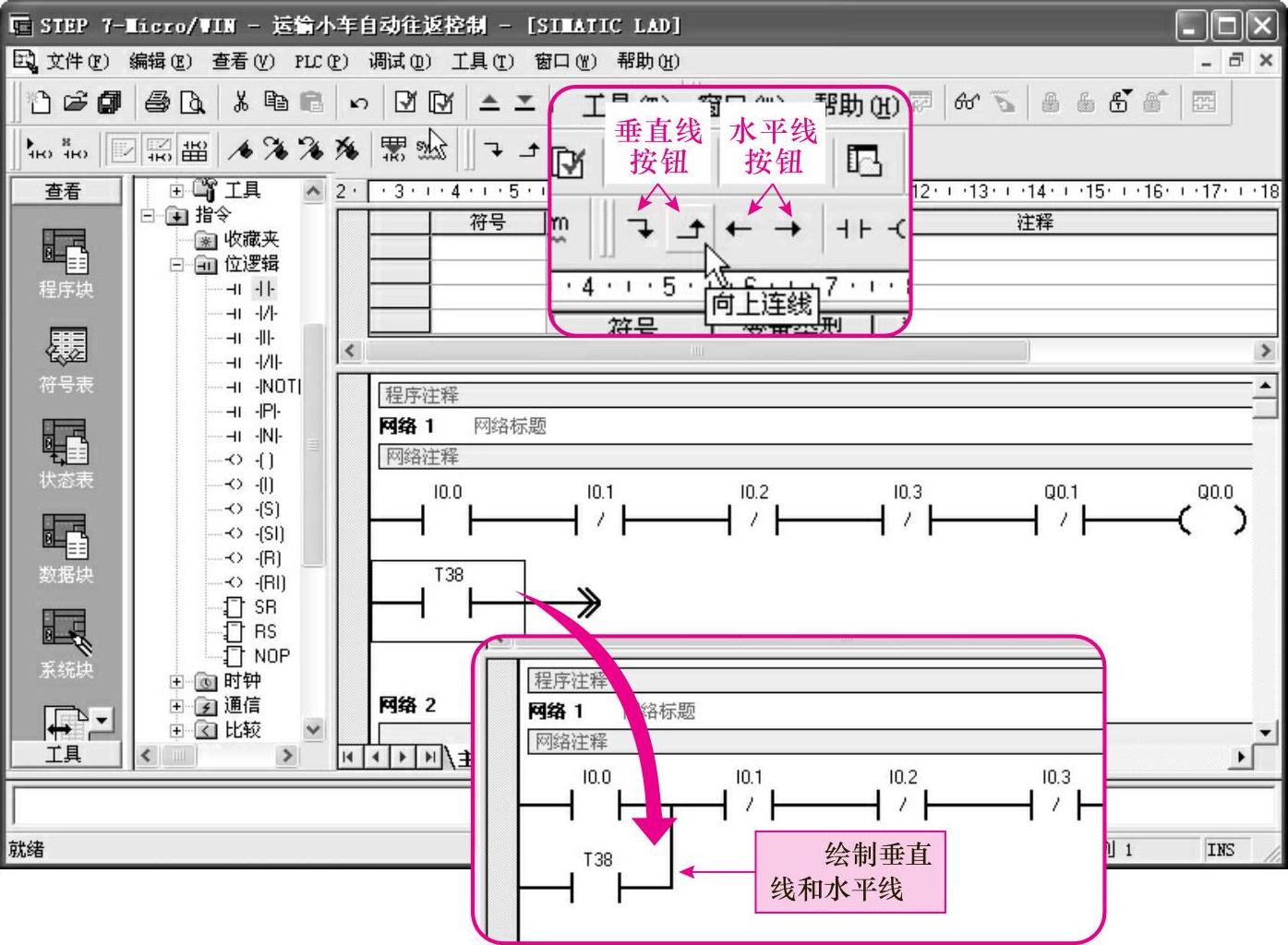
图13-21 梯形图第一条程序的绘制
其编辑过程如下:
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.1”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.1”,然后按键盘上的“Enter”键。
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.0”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“??.?”中输入“I0.0”,然后按键盘上的“Enter”键。
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“???”中输入“I0.2”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“???”中输入“I0.2”,然后按键盘上的“Enter”键。
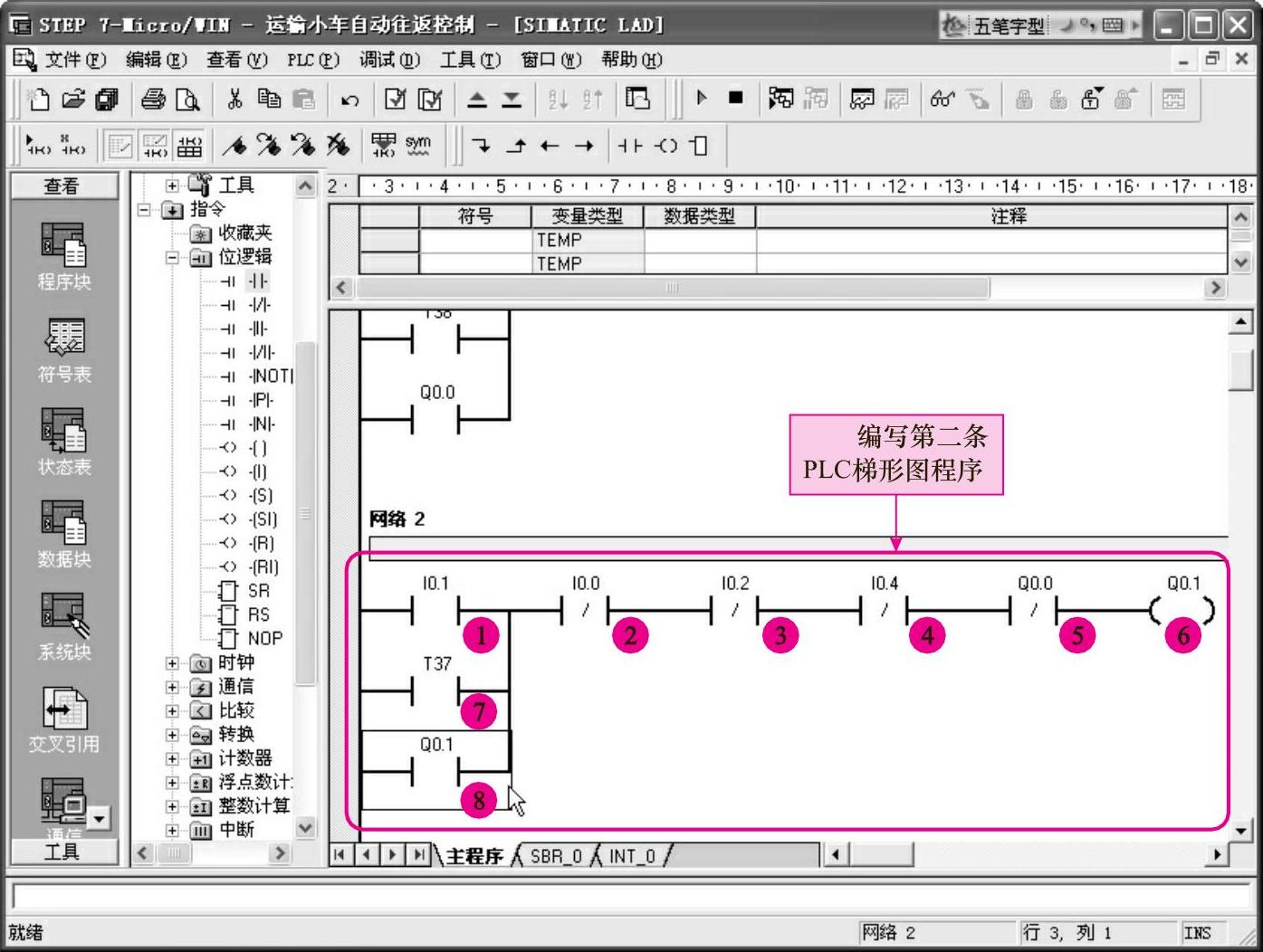
图13-22 梯形图第二条程序的编辑
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“???”中输入“I0.4”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“???”中输入“I0.4”,然后按键盘上的“Enter”键。
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“???”中输入“Q0.0”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“???”中输入“Q0.0”,然后按键盘上的“Enter”键。
单击指令树中的“ ”指令,拖拽到编辑图相应位置上,在“??.?”中输入“Q0.1”,然后按键盘上的“Enter”键。
”指令,拖拽到编辑图相应位置上,在“??.?”中输入“Q0.1”,然后按键盘上的“Enter”键。
接着,输入常开触头“I0.1”的并联元件“T37”和“Q0.1”,注意该步骤中需要使用到“向上连线”,将“T37”和“Q0.1”并联在“I0.1”上。
◆放置指令框符号
在编辑软件中放置指令框的操作与前述放置表示常开触头的编程元件方法基本相同,例如,在编写前述梯形图第三条和第四条程序时,需要将定时器指令框放置到编辑区域中。
图解演示
首先根据控制要求,定时器应选择具有接通延时功能的定时器(TON),即需要在指令树中选择“定时器”/“TON”,拖拽到编辑区中,如图13-23所示。◆插入和删除行、列操作
图解演示
在编写程序过程中如需要对梯形图进行删除、插入等操作,选择【编辑】/【插入】/【列】或【行】,或在需要进行操作的位置单击鼠标右键,即可显示删除行、删除列等操作选项,选择相应的操作即可,如图13-24所示。
◆插入和删除网络

图13-23 放置指令框符号
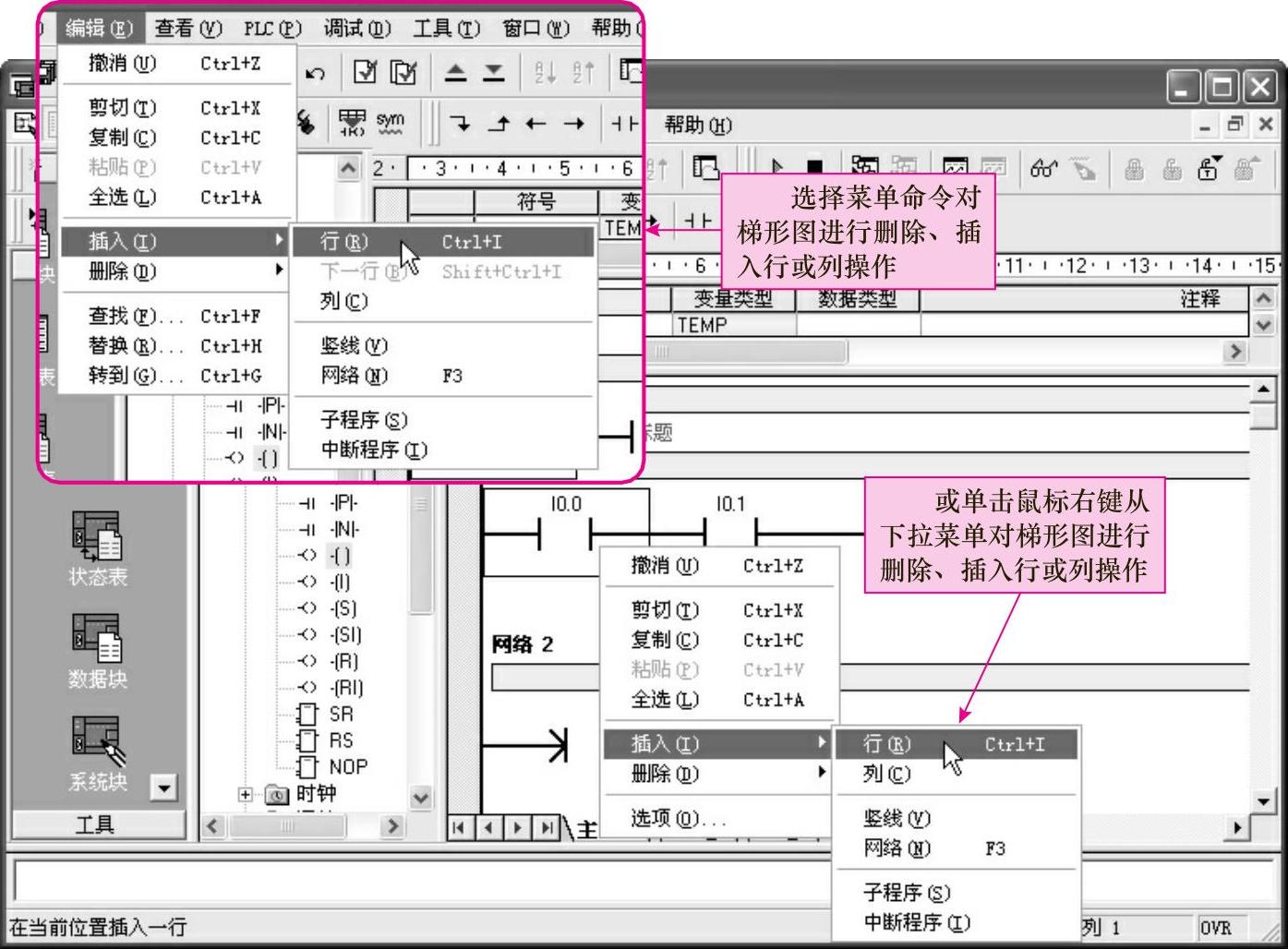
图13-24 插入和删除行、列操作
一般新建一个项目时,默认在编辑区域内为25个网络,当所编辑程序较复杂时,控制系统编辑网络超过25个网络时,需要增加网络数目;若某个网络程序不再需要时,还需要进行删除网络操作,操作方法与插入和删除行或列操作相同。
◆保存和编译
完成梯形图程序的绘制后需要保存工程,单击菜单栏【文件】/【保存】命令或单击“ ”按钮图标即可。程序编制和保存完成后,一般还需要进行离线编译操作,用以检查程序大小、有无错误编码和位置等。
”按钮图标即可。程序编制和保存完成后,一般还需要进行离线编译操作,用以检查程序大小、有无错误编码和位置等。
图解演示
离线编译操作如图13-25所示,选择菜单栏中【PLC】/【编译】命令或按下“ ”按钮图标(工具栏中),在程序的输出窗口即可显示出编译结果。
”按钮图标(工具栏中),在程序的输出窗口即可显示出编译结果。
对程序检查过程中发现错误,则需要及时调整和修改,然后再次执行“变换”→“保存”操作,将最终修改的结果保存到工程中。
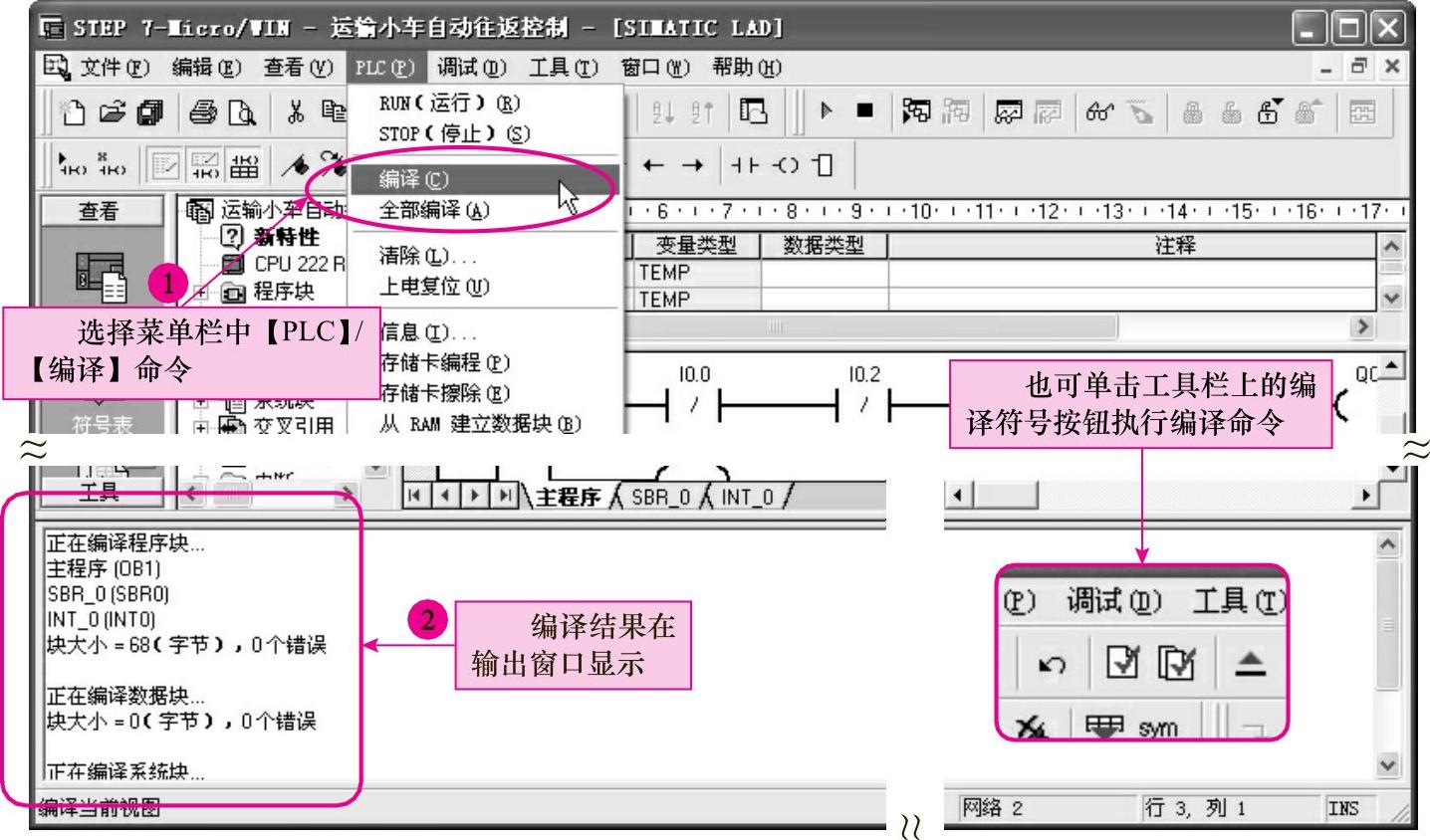
图13-25 梯形图程序的编译及编译结果
(2)使用三菱PLC编程软件编写程序
三菱PLC常用的编程软件主要有GX Developer,该软件适用于三菱Q系列、QnA系列、A系列、FX系列的所有PLC进行编程,可在Windows95/98/2000/XP操作系统中运行,其编程功能十分强大,下面将以此为例介绍三菱PLC的软件编辑方法。
使用GX Developer编程软件进行编程前,首先需要了解该软件的一些基本编程工具,并初步熟悉其工作界面分布情况。
图解演示
图13-26所示为GX Developer编程软件的基本操作界面,可以看到其主要分为几个区域,各区域显示不同的信息内容,其中编辑区为程序编写区域,所有程序均在该部分显示。
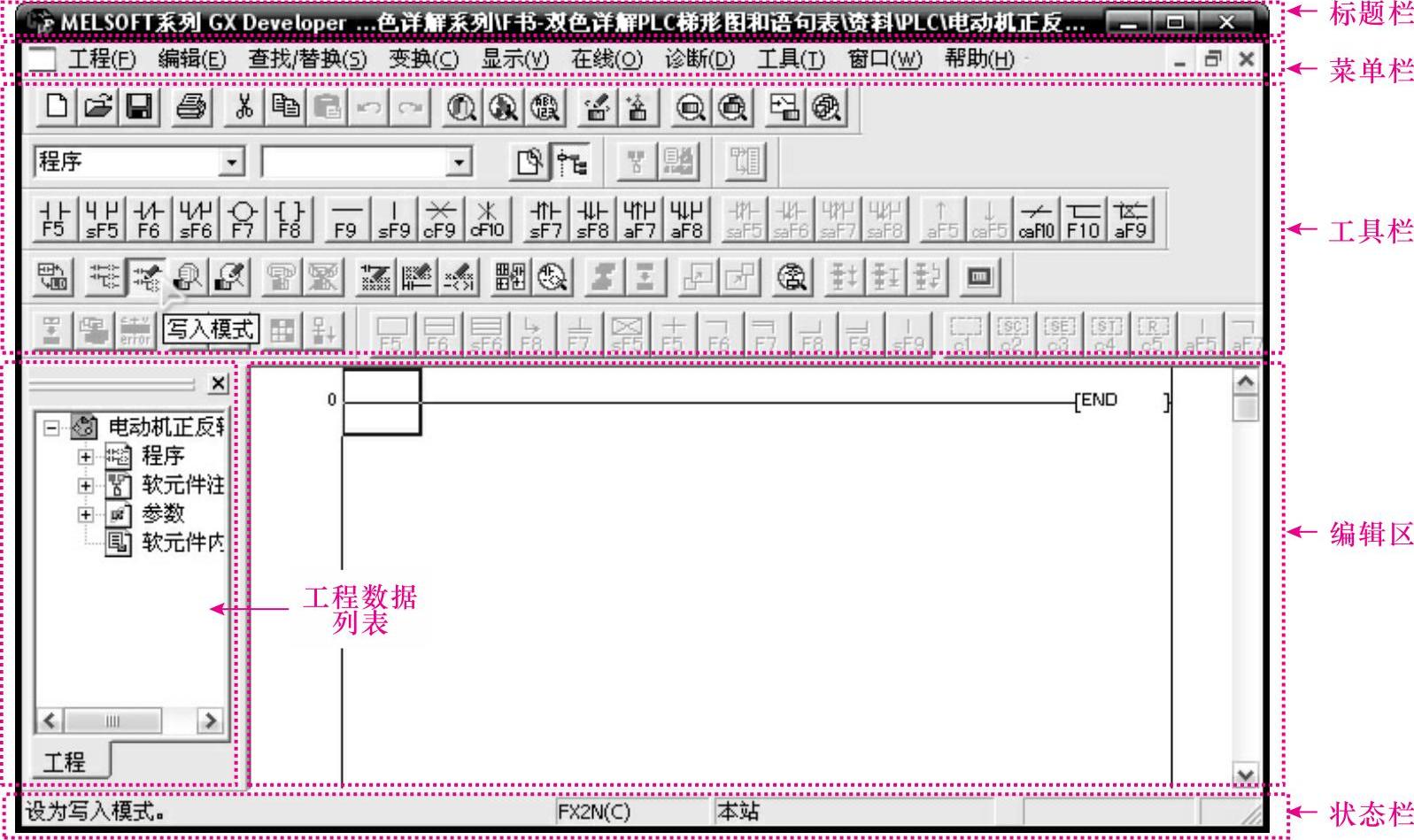
图13-26 GX Developer编程软件的基本操作界面
①新建工程
图解演示
编写一个程序,首先需要新建一个工程文件,并根据编程前期分析来确定选用PLC的系列及类型,具体操作如图13-27所示。
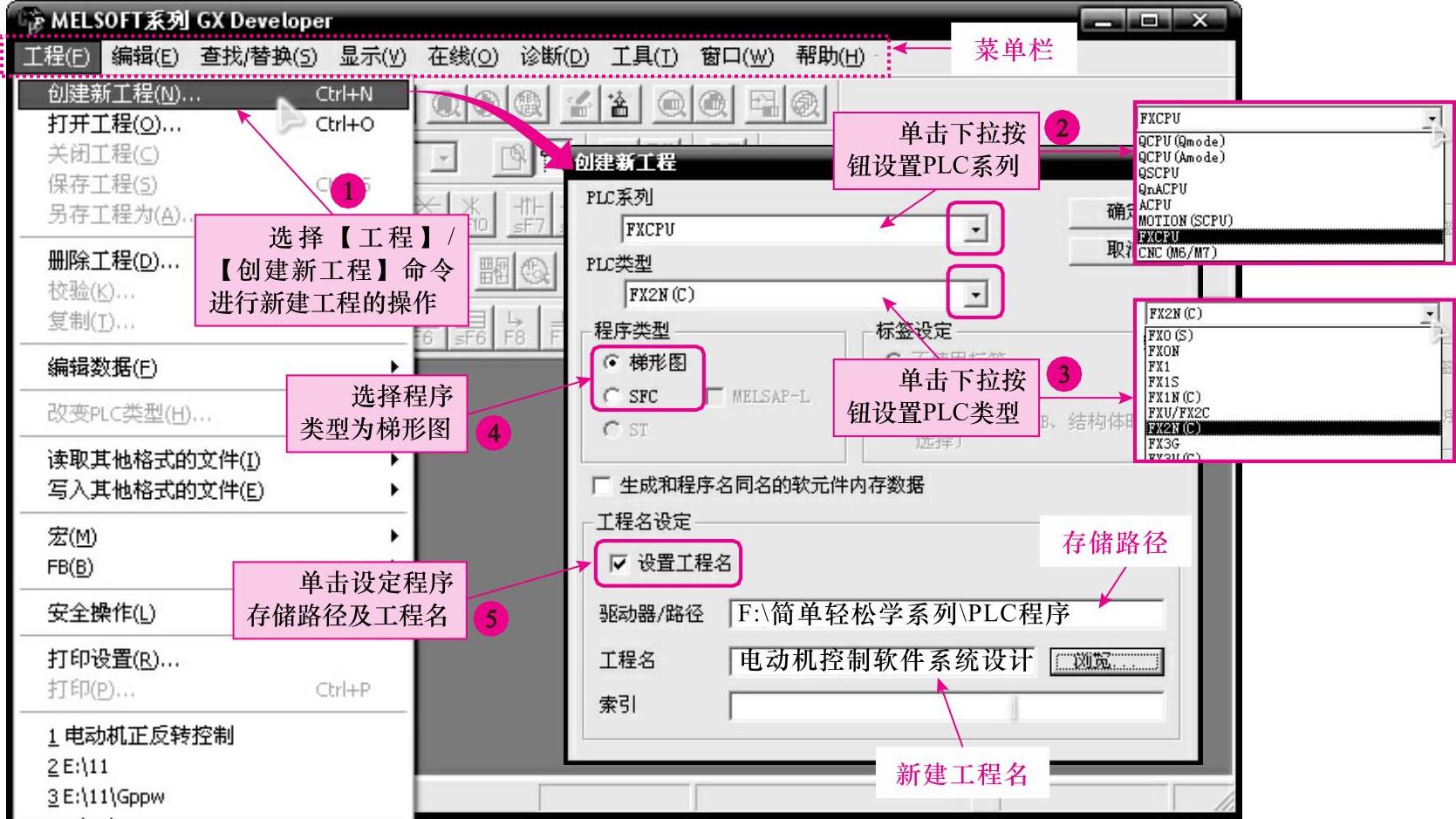
图13-27 新建工程操作
②编辑程序
图解演示
编制和修改程序是GX Developer软件最基本的功能,也是使用该软件编程时的关键步骤,下面我们以图13-28所示梯形图的编写为例,介绍编辑程序的基本方法。
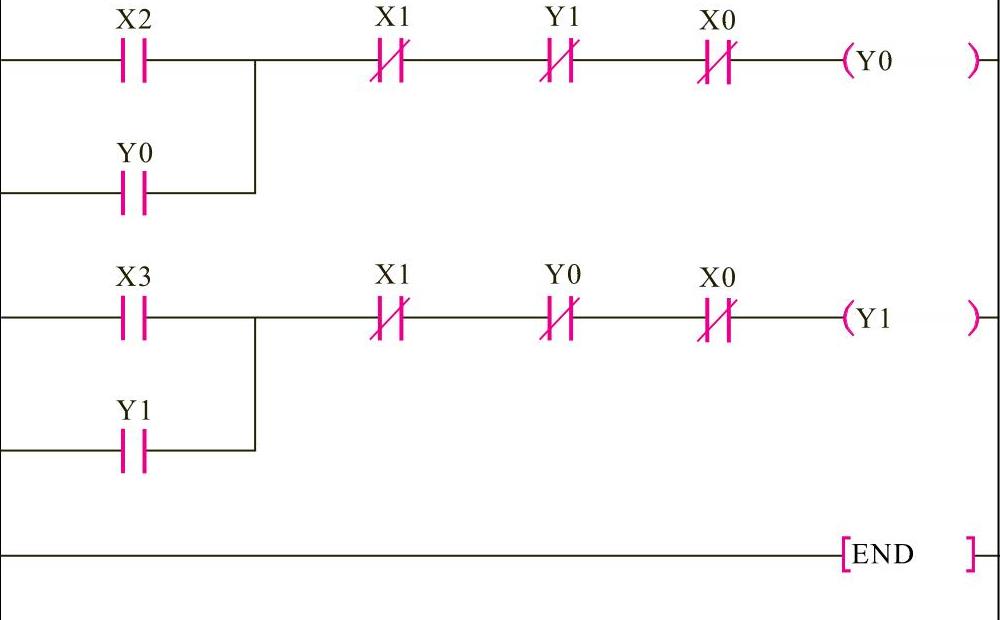
图13-28 典型控制系统梯形图
图解演示
首先点击编辑窗口工具栏上的“ ”按钮或按“F2”键,使GX Developer编程软件的编辑区进入梯形图写入模式,然后单击“
”按钮或按“F2”键,使GX Developer编程软件的编辑区进入梯形图写入模式,然后单击“ ”按钮(梯形图/指令表显示切换),选择为梯形图显示,为绘制梯形图做好准备,如图13-29所示。
”按钮(梯形图/指令表显示切换),选择为梯形图显示,为绘制梯形图做好准备,如图13-29所示。
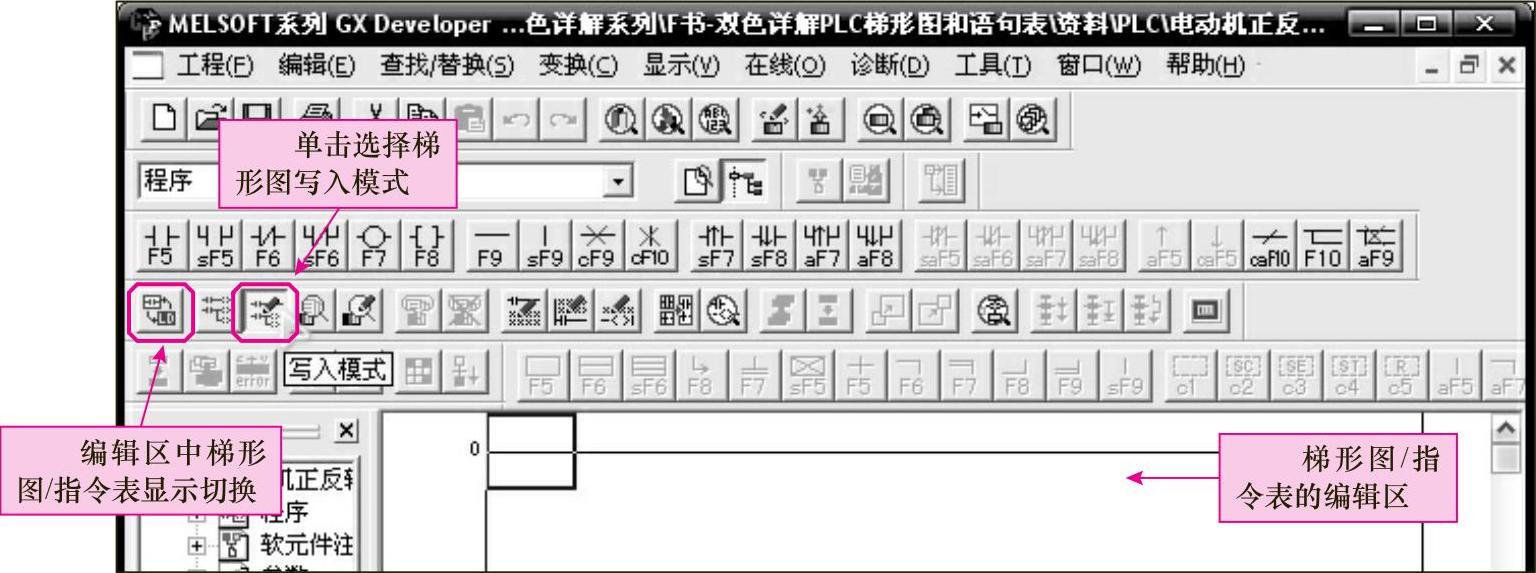
图13-29 进入三菱PLC编程软件的梯形图编写模式
◆放置编程元件符号,输入编程元件地址
图解演示
在软件的编辑区域中的蓝色方框中添加编程元件,根据图13-28所示梯形图,首先绘制表示常开触头的编程元件“X2”,如图13-30所示。

图13-30 输入第一个程序元件X2
提示说明
接着,可按照同样的操作步骤,分别输入第一条程序的其他元件,其过程如下:
单击“ ”,在“梯形图输入”对话框光标位置键入“X1”,然后单击“确定”按钮;
”,在“梯形图输入”对话框光标位置键入“X1”,然后单击“确定”按钮;
单击“ ”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”按钮;
”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”按钮;
单击“ ”,在“梯形图输入”对话框光标位置键入“X0”,然后单击“确定”按钮;
”,在“梯形图输入”对话框光标位置键入“X0”,然后单击“确定”按钮;
单击“ ”,在“梯形图输入”对话框光标位置键入“Y0”,然后单击“确定”按钮。
”,在“梯形图输入”对话框光标位置键入“Y0”,然后单击“确定”按钮。
在三菱PLC编程软件中,编程元件符号对应的字母标识中数字编号采用三位有效数字表示,即手绘梯形图中的的标识字母“X0”在编程软件中默认为“X000”,“X2”在编程软件中默认为“X002”,“Y0”在编程软件中默认为“Y000”等。
◆绘制垂直和水平线
图解演示
根据图13-28所示梯形图,接下来需要输入常开触头“X2”的并联元件“Y0”,其编辑方法如图13-31所示。
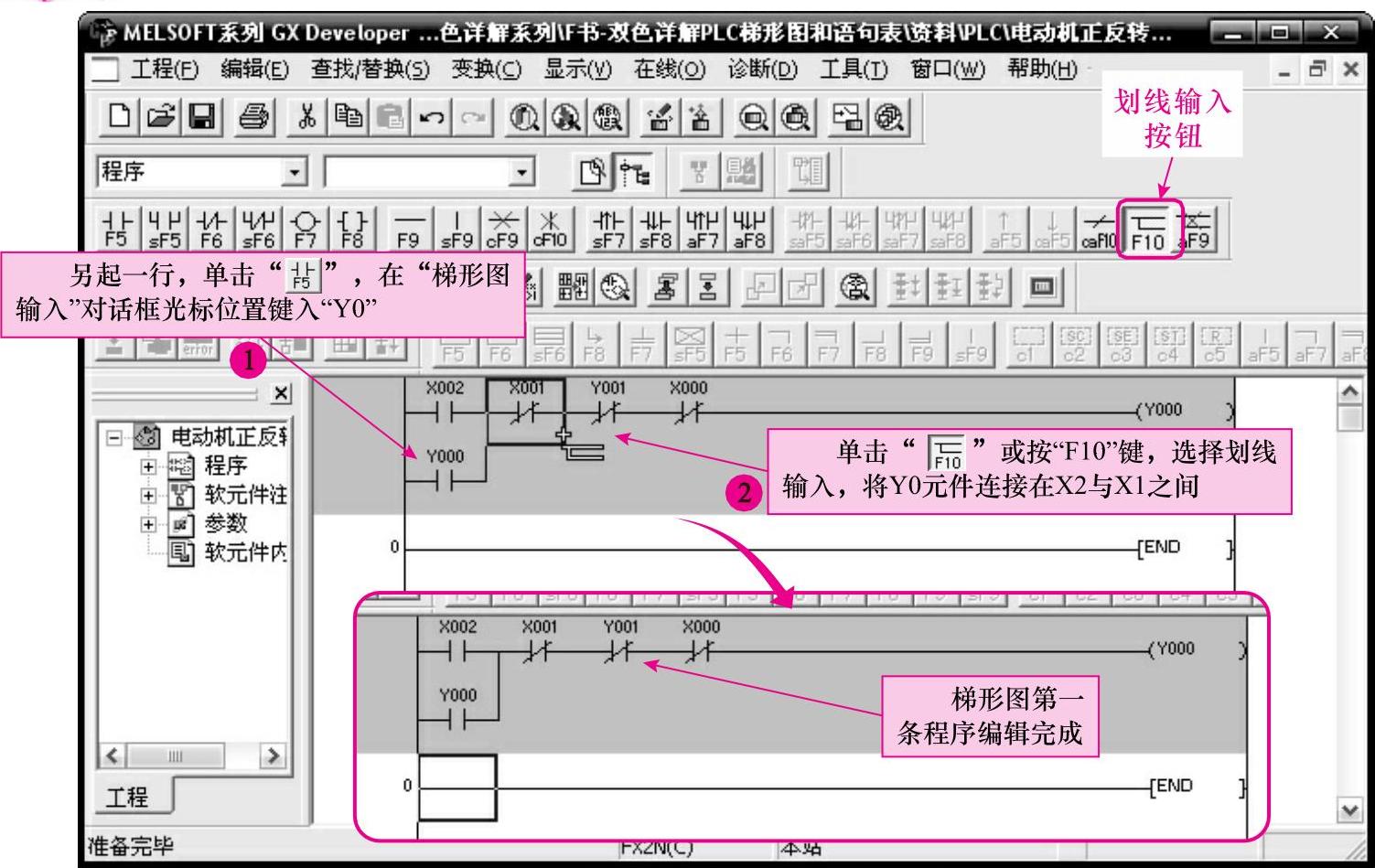
图13-31 梯形图垂直和水平线的绘制
图解演示
接下来,按照相同的操作方法绘制梯形图的第二条程序,如图13-32所示。
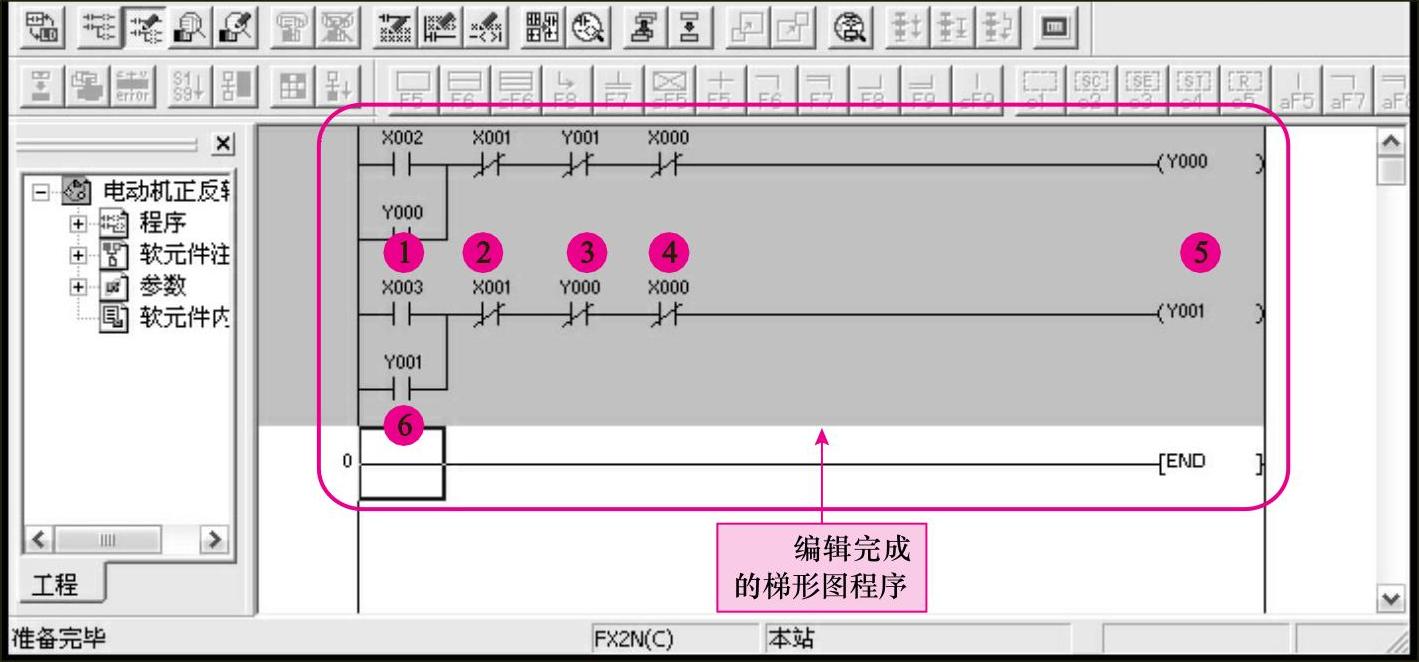
图13-32 梯形图第二条程序的绘制
具体编辑过程如下:
单击“ ”,在“梯形图输入”对话框光标位置键入“X3”,然后单击“确定”;
”,在“梯形图输入”对话框光标位置键入“X3”,然后单击“确定”;
单击“ ”,在“梯形图输入”对话框光标位置键入“X1”,然后单击“确定”;
”,在“梯形图输入”对话框光标位置键入“X1”,然后单击“确定”;
单击“ ”,在“梯形图输入”对话框光标位置键入“Y0”,然后单击“确定”;
”,在“梯形图输入”对话框光标位置键入“Y0”,然后单击“确定”;
单击“ ”,在“梯形图输入”对话框光标位置键入“X0”,然后单击“确定”;
”,在“梯形图输入”对话框光标位置键入“X0”,然后单击“确定”;
单击“ ”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”;
”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”;
另起一行,单击“ ”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”按钮。单击“
”,在“梯形图输入”对话框光标位置键入“Y1”,然后单击“确定”按钮。单击“ ”或按“F10”键,选择划线输入,将Y1元件连接在X3与X1之间。
”或按“F10”键,选择划线输入,将Y1元件连接在X3与X1之间。
至此,第二条程序也编辑完成。
◆插入和删除行、列操作
图解演示
在编写程序过程中如需要对梯形图进行删除、修改或插入等操作,可在需要进行操作的位置单击鼠标左键,即可在该位置显示蓝色方框,在蓝色方框处单击鼠标右键,即可显示各种操作选项,选择相应的操作即可,如图13-33所示。
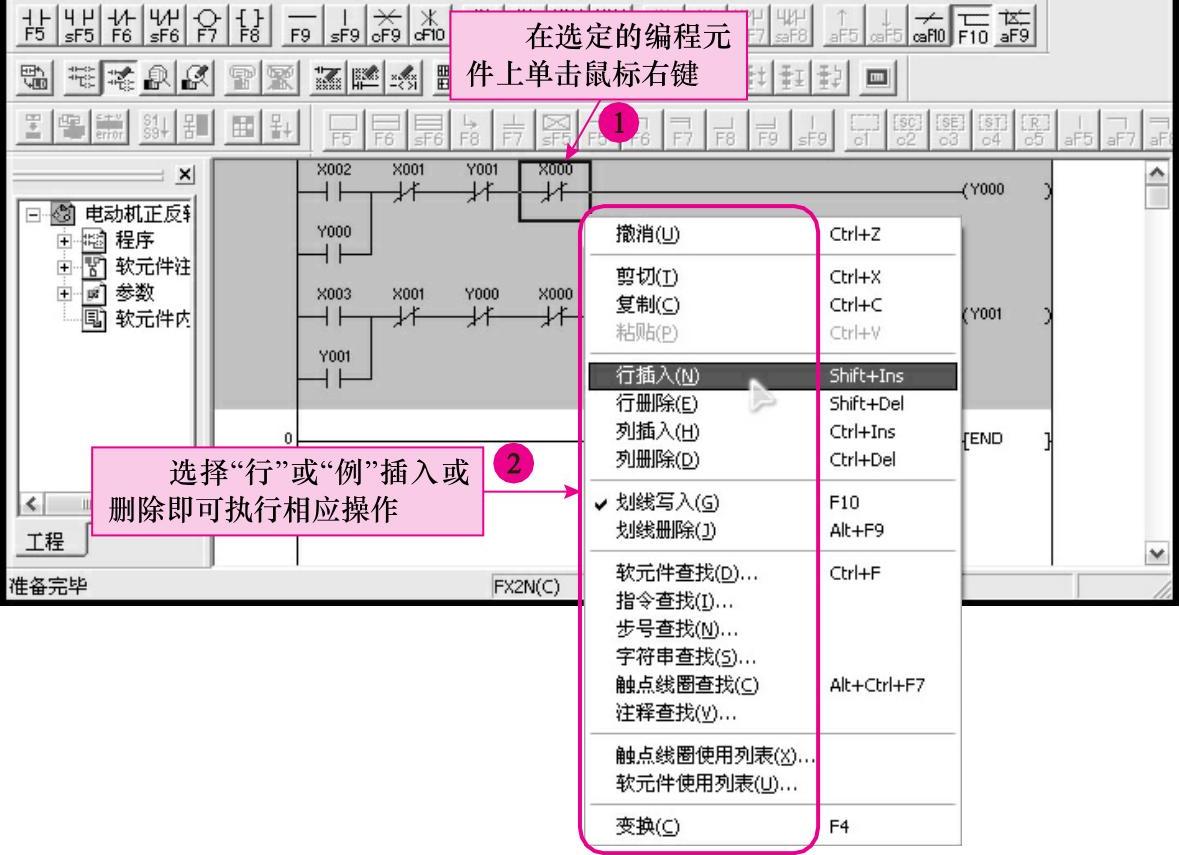
图13-33 插入和删除行或列操作
◆保存工程
图解演示
完成梯形图程序的绘制后需要保存工程,在保存工程之前必须先执行“变换”操作,即执行菜单栏【变换】中的【变换】命令,或直接按“F4”键完成变换,此时编辑区不再是灰色状态,如图13-34所示。
图解演示
梯形图变换完成后选择菜单栏中【工程】中的【保存工程】或【另存为工程】,并在弹出对话框中单击“保存”按钮即可(若在新建工程操作中未对保存路径及工程名称进行设置,则可在该对话框中进行设置),如图13-35所示。
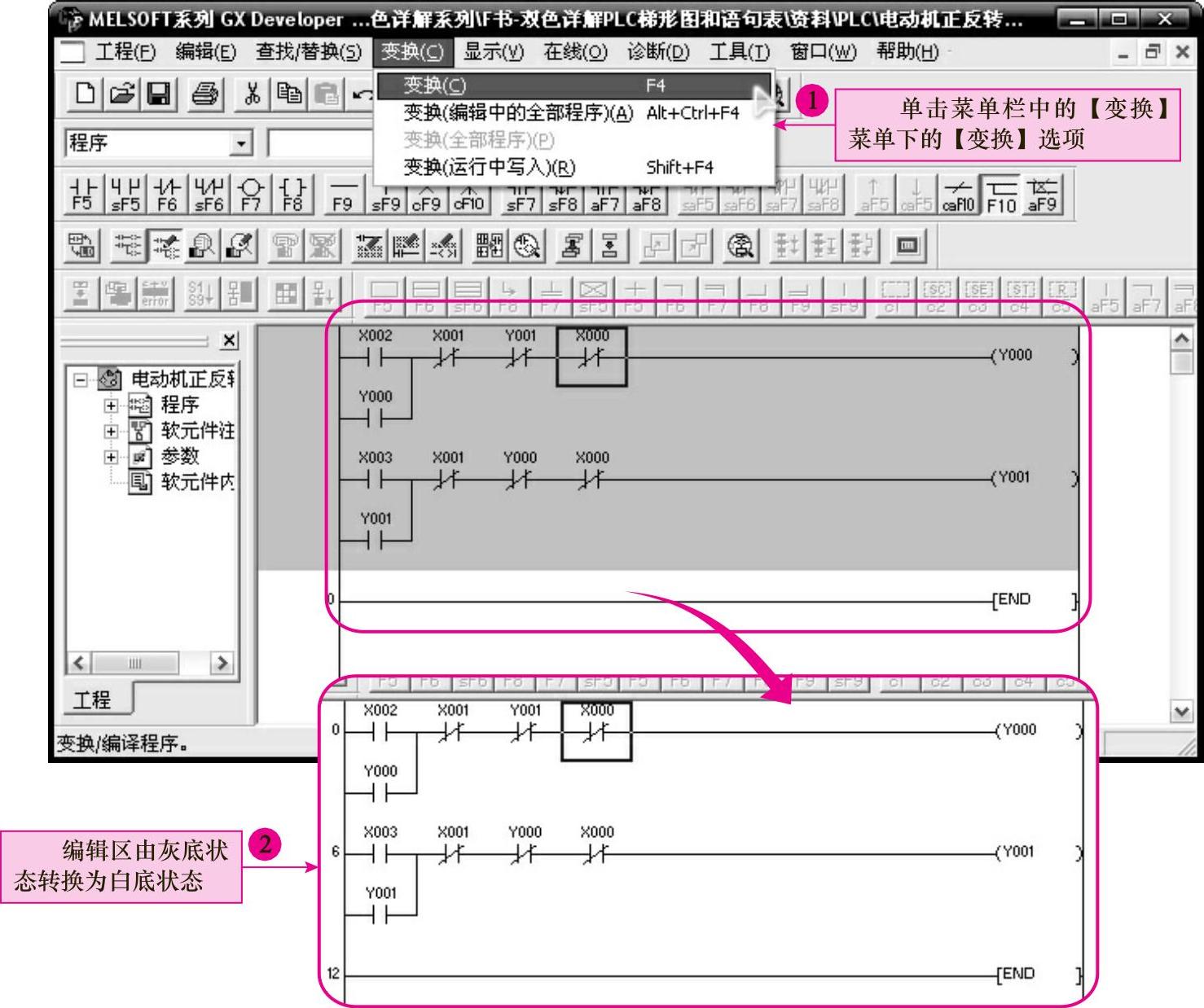
图13-34 梯形图程序的变换操作

图13-35 保存工程
◆程序检查
图解演示
对完成绘制的梯形图,应执行“程序检查”指令,即选择菜单栏中的【工具】菜单下的【程序检查】,在弹出的对话框中,单击【执行】按钮,即可检查绘制的梯形图是否正确,如图13-36所示。

图13-36 梯形图程序的检查
提示说明
对程序检查过程中发现错误,则需要及时调整和修改,然后再次执行【变换】/【保存】操作,将最终修改的结果保存到工程中。
另外,还可通过PLC仿真软件(GXSimulator)对绘制好的PLC程序通过计算机虚拟的PLC现场运行,对程序进行查错和调试操作。
2.PLC程序的写入与调试
图解演示
编程软件编写完成的梯形图程序可作为一个工程进行保存,然后将计算机与PLC通信接口通过编程电缆进行连接,将编写好的程序写入PLC主机中,如图13-37所示。
需要注意的是,在将PLC梯形图程序写入PLC主机之前,通常会进行仿真实验操作,可利用与编程软件兼容的仿真软件,对绘制好的PLC程序通过计算机虚拟的PLC现场进行运行实验,用于对程序进行查错和调试操作。
提示说明
在写入PLC过程中,若通信异常或编程电缆连接错误等,便会显示通信错误对话框,如图13-38所示。需要注意检查通信电缆是否与计算机及PLC匹配,通信接口设置是否正常等,排除连接及设置故障,完成PLC写入。
至此,PLC梯形图编程以及PLC写入操作完成,将PLC上的RUN/TERM、STOP开关置于RUN位置,然后单击编程软件工具栏的“ ”按钮,将自动弹出【RUN(运行)】对话框,单击“是”按钮,PLC内CPU开始运行用户程序,观察CPU上的RUN指示灯是否点亮。
”按钮,将自动弹出【RUN(运行)】对话框,单击“是”按钮,PLC内CPU开始运行用户程序,观察CPU上的RUN指示灯是否点亮。
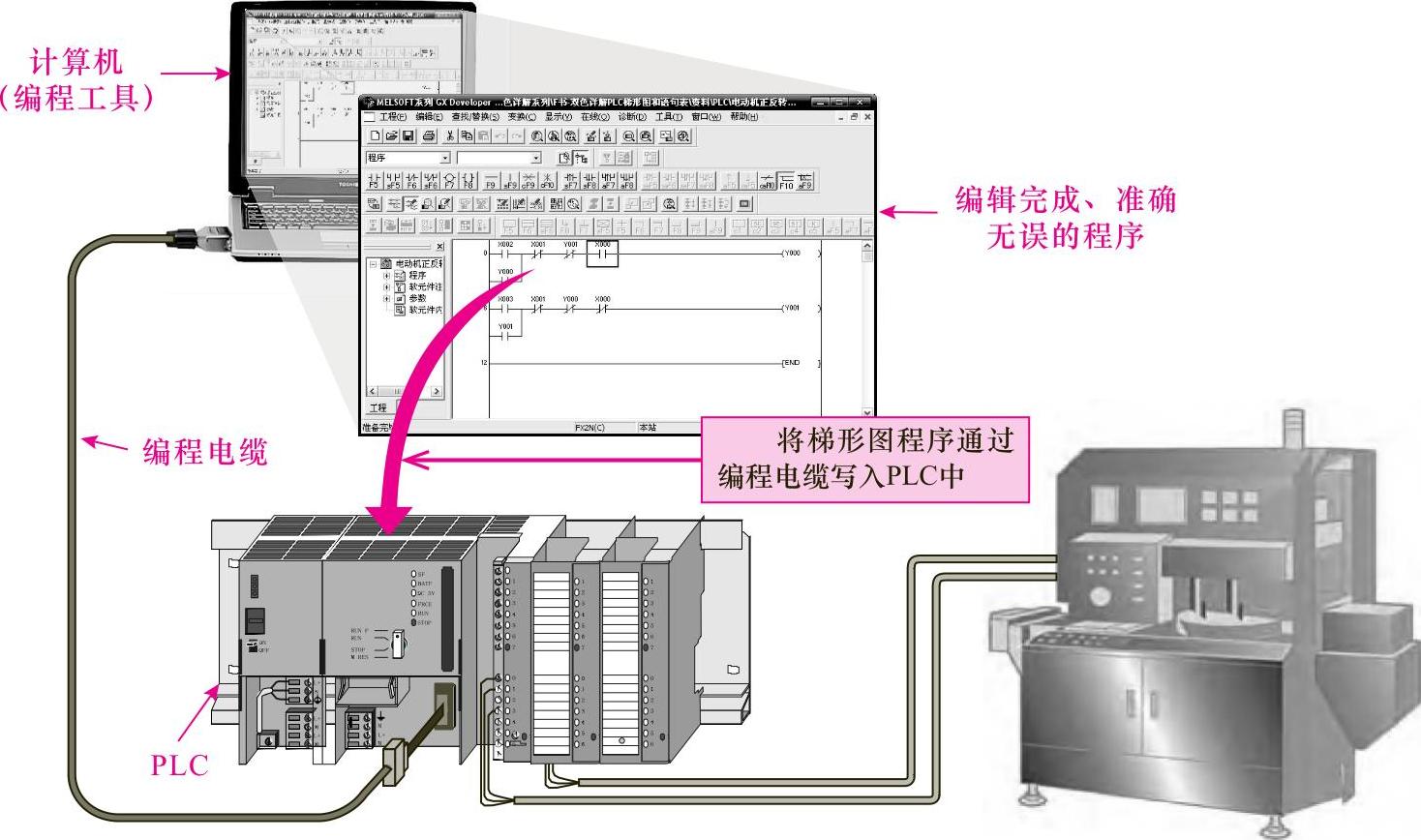
图13-37 梯形图程序写入PLC主机操作
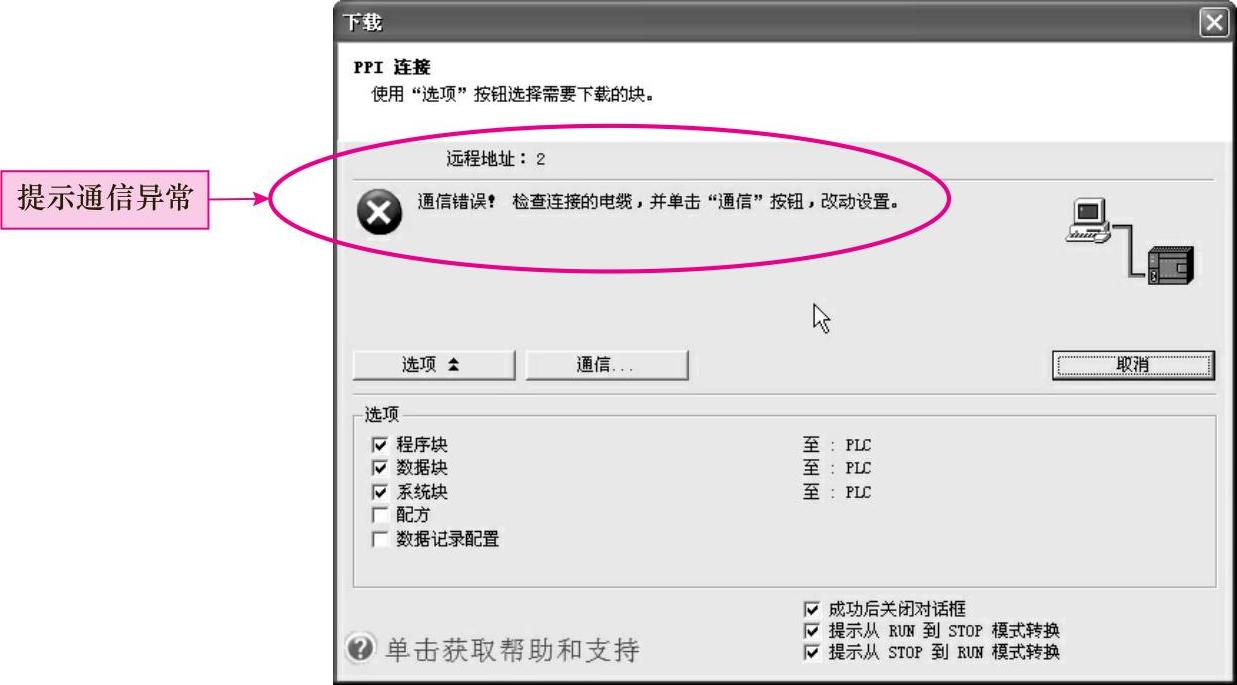
图13-38 梯形图程序写入操作中的通信异常情况
单击“ ”按钮,将自动弹出【STOP(停止)】对话框,单击“是”按钮,PLC内CPU停止运行用户程序,观察CPU上的STOPRUN指示灯是否点亮。
”按钮,将自动弹出【STOP(停止)】对话框,单击“是”按钮,PLC内CPU停止运行用户程序,观察CPU上的STOPRUN指示灯是否点亮。
若上述程序编写及编译、下载等操作均正常后,表明程序写入及运行正常,接下来便可投入使用了。
相关资料
PLC程序也可以通过手持式编程器编写完成后,直接传输到PLC中,如图13-39所示。
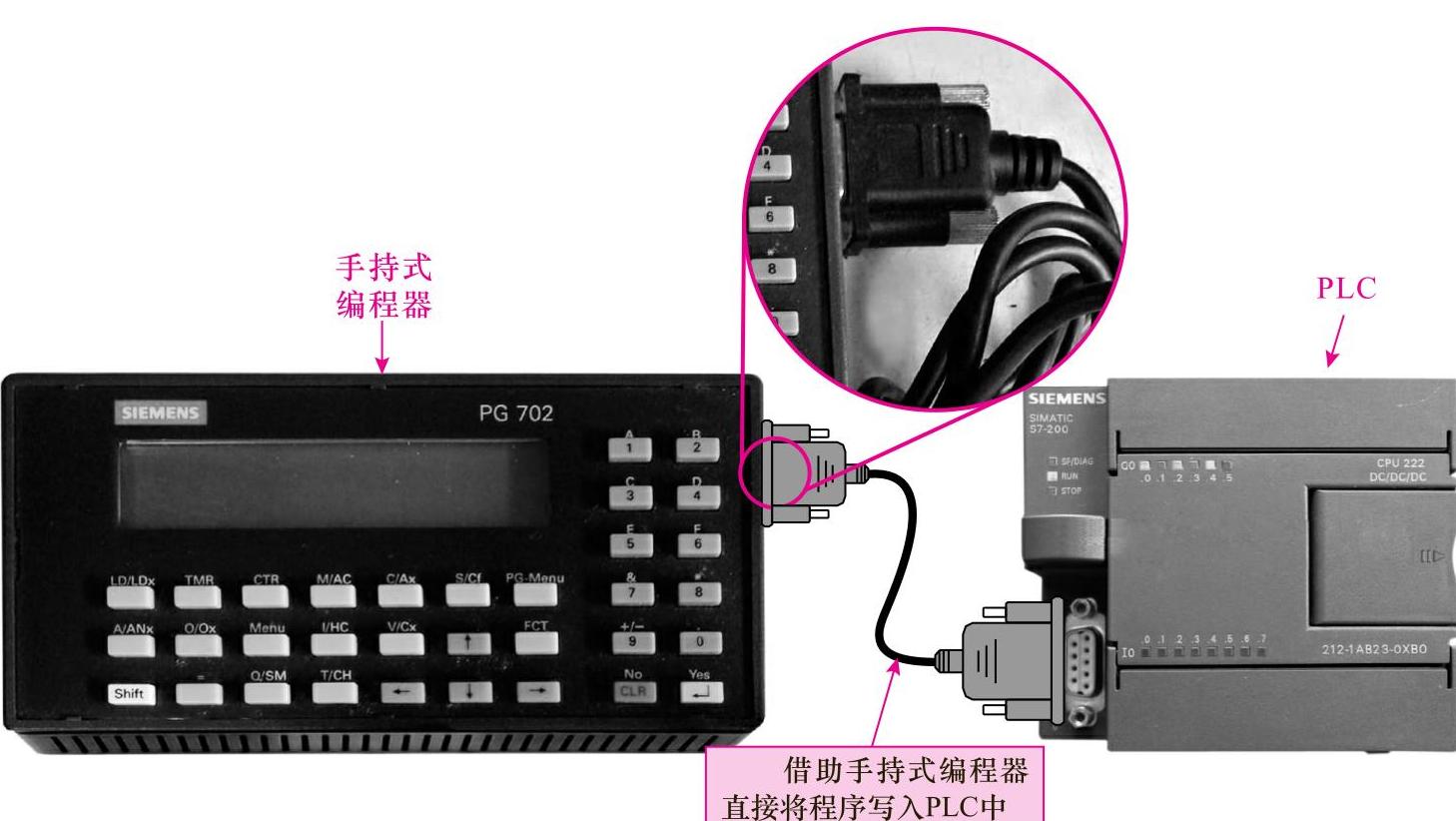
图13-39 借助手持式编程器将程序写入PLC中
有关电工综合技能从入门到精通:图解版的文章

PLC硬件系统的设计是指在对硬件系统进行安装前,根据系统的控制需求合理选配硬件设备,并对所有硬件设备的关系进行设计和调整,为下一步实际安装操作中做好指导性工作。目前市场上的PLC多种多样,用户可根据系统的控制要求,选择不同技术性能指标的PLC来满足系统的需求,从而保证系统运行可靠,使用维护方便。......
2023-06-24

2.PLC系统设计基本方法不同编程人员面对同一个工程有着不同的编程方式,因而当我们需要开发程序的时候,如何得出最优解法是需要靠我们不断地累积与钻研的,下面介绍一些比较常用的编程手法与思路,以供大家参考。......
2023-06-15
8.2.7.1干道、支道规划设计在规划干道前,为了减少修建道路的费用,充分利用现有道路网和道路建筑物,必须进行调查研究,调查内容一般包括:现有道路的位置长度,道路建筑物的种类和状况,路基状况,现有路基线上的土质状况,道路建筑用材料的地点等。......
2023-06-30

同年12月,宁夏回族自治区水利厅成立“沙坡头水利枢纽工程前期工作办公室”,组织可行性研究和初步设计阶段的勘测、设计、审查及工程开工前的各项准备工作。2000年11月,水利部水规总院审查并批准《黄河沙坡头水利枢纽初步设计施工导流专题报告》。2001年2月,国家发展计划委员会批准《黄河沙坡头水利枢纽及灌区节水改造工程可行性研究报告》。2001年5月30日水利部批准初步设计报告。2001年8月23日,国家发展计划委员会批准工程开工。......
2023-06-21

图7-44 单通道SSDC相位校正环节参数整定与传递函数分析界面根据相位校正前系统的特性,分别设置相应相位校正中心频率和相位校正度数,参数调节方法可参见本章的7.6.2节及7.6.3节的SSDC设计部分。图7-48 多通道SSDC系统特性分析......
2023-06-22

PLC系统也是由硬件系统和软件系统两大部分组成。计数器逻辑PLC为用户提供了若干计数器,它们是由软件来实现的,可采用递减、递增或双向计数。图1-5 PLC的组成逻辑部分:处理来自输入部分的信息,并按照被控对象的实际动作要求做出正确的反应。PLC采用集中采样、集中输出的工作方式,减少了外界的干扰。......
2023-06-18

PLC的软件由系统程序和用户程序组成。系统程序由PLC制造厂商设计编写,并存入PLC的系统存储器中,用户不能直接读写与更改。PLC是专门为工业控制而开发的装置。因此,这种编程语言为广大电气技术人员所熟知,是应用最广泛的PLC的编程语言,是PLC的第一编程语言。虽然各个PLC生产厂家的语句表形式不尽相同,但基本功能相差无几。只要转换条件满足,PLC就实现阶段转移,上一阶段动作结束,下一阶段动作开始。......
2023-06-20
使用PLC构成控制系统,与同等规模的继电接触器系统相比,电气接线及开关接点已减少很多,故障也就大大降低。PLC的输入可直接与交流110V、直流24V等信号相连接,输出可直接驱动交流220V、直流24V的负载,无须再进行电平转换与光电隔离,因而可以方便地构成各种控制系统。......
2023-07-01
相关推荐