在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28
导线线头绝缘层的剖削是导线加工的第一步,是为以后导线的连接作好准备。根据导线材料及规格型号的不同,剖削绝缘层的工具及方法也有所不同。通常电工使用钢丝钳、剥线钳或电工刀来剖削或剥除绝缘层,剖削时应注意不能损坏线芯。
1.使用钢丝钳剖削绝缘层
图解演示
塑料软线和线芯截面积为4mm2及以下塑料硬线绝缘层的剖削,可使用钢丝钳。首先使用钢丝钳的刀口轻轻切破绝缘层,再使用钳头钳住要去掉的绝缘层部分,用力向外拨去塑料层,如图6-1所示。
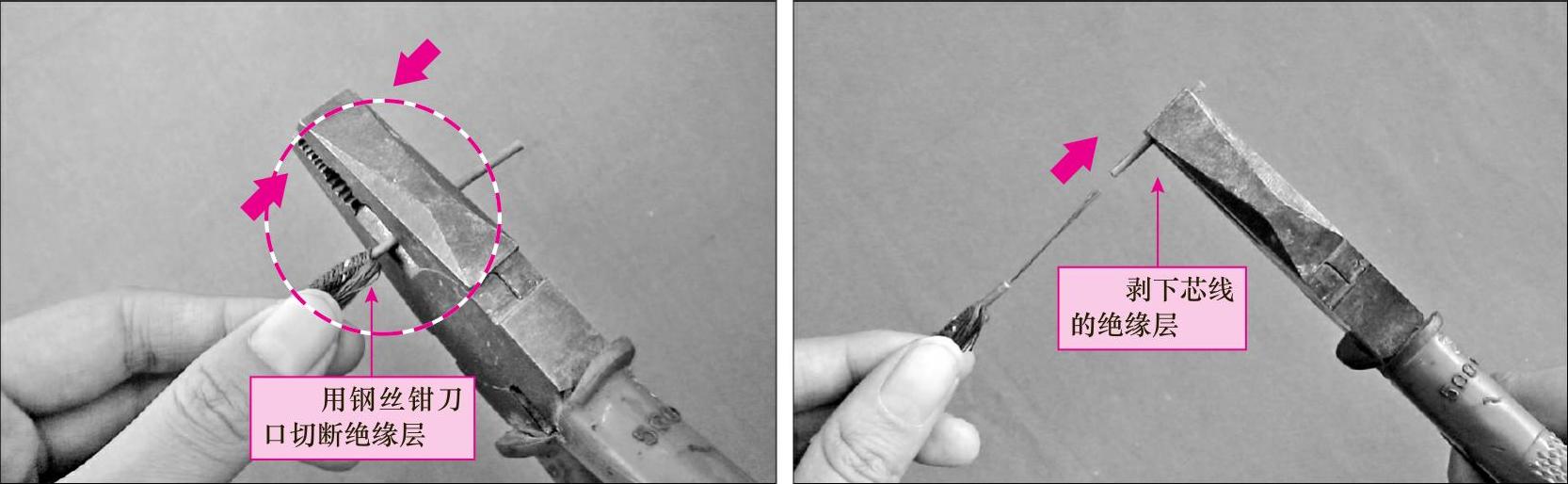
图6-1 使用钢丝钳剖削绝缘层
2.使用剥线钳剖削绝缘层
图解演示
使用剥线钳剖削绝缘层比较简单。首先将导线需剖削处置于剥线钳合适的刀口中,一只手握住并稳定导线,一只手握住剥线钳的手柄,并轻轻用力,切断导线需剖削处的绝缘层。接着,继续用力使剥线钳的剥线夹打开,将绝缘层剥下,如图6-2所示。
3.使用电工刀剖削绝缘层
图解演示
在剖削橡胶软线(橡胶电缆)或线芯截面积为4mm2及以上塑料硬线绝缘层时,可使用电工刀,用电工刀以45°倾斜切入塑料绝缘层,削去上面一层塑料绝缘层,将余下的线头绝缘层向后扳翻,把该绝缘层剥离线芯,再用电工刀切齐,如图6-3所示。
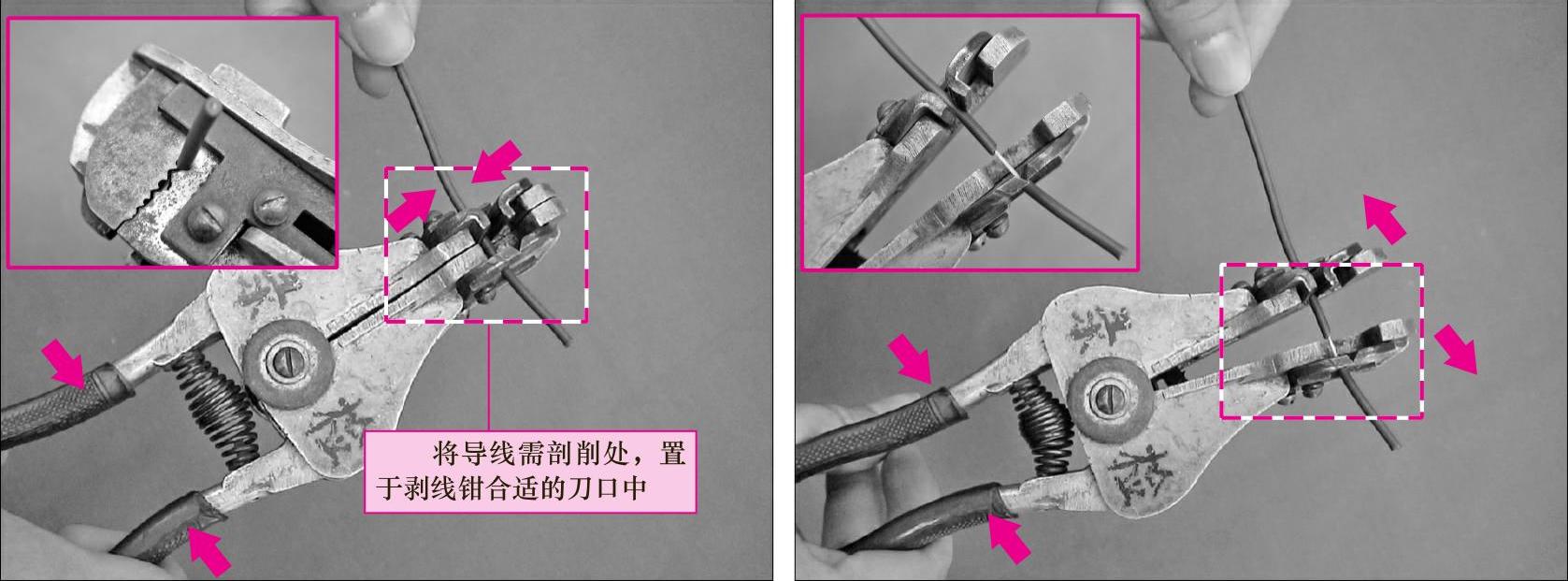
图6-2 使用剥线钳剖削绝缘层

图6-3 使用电工刀剖削导线绝缘层
图解演示
在剖削塑料护套线外层的塑料护套时,也会用到电工刀,剖削时要用电工刀刀尖对准护套线中间线芯缝隙处划开护套层,以免划伤线芯,如图6-4所示。
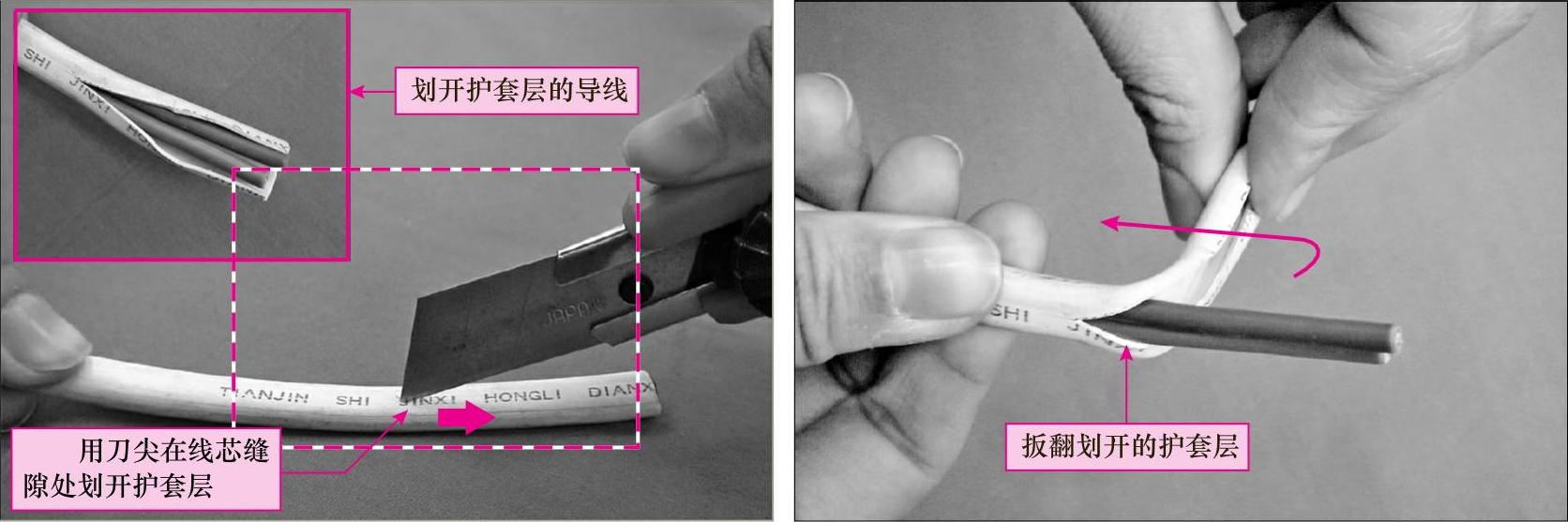
图6-4 使用电工刀剖削塑料护套线外层的塑料护套
图解演示
在对直径在0.6mm以上的漆包线绝缘层的剖削时,只需用电工刀刮去线头表面的绝缘漆即可,如图6-5所示。
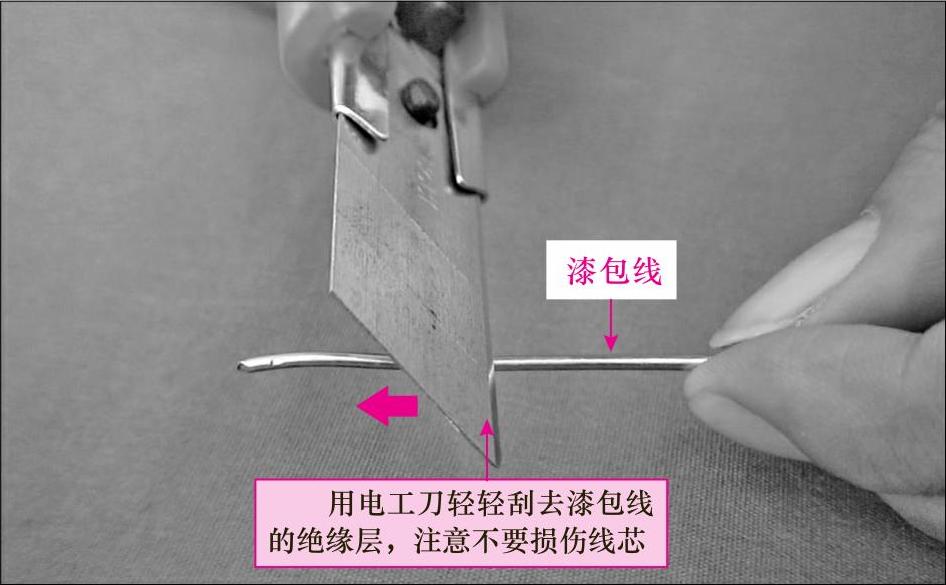
图6-5 使用电工刀刮去线头表面的绝缘漆
4.使用细砂布剖削绝缘层
图解演示
对于直径在0.15~0.6mm的漆包线,可用细砂纸或纱布夹住漆包线的线头,然后不断转动线头,指导线头周围绝缘层清除干净,如图6-6所示。
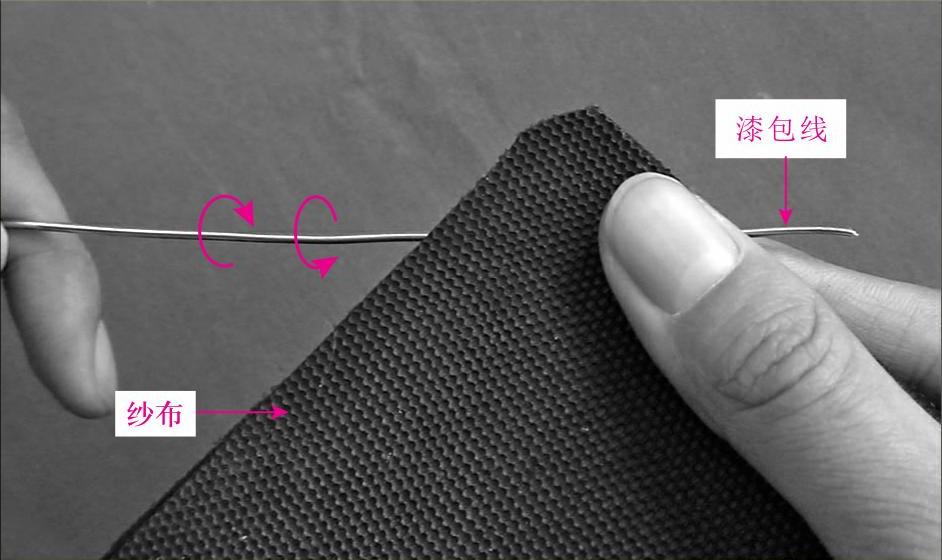
图6-6 直径在0.15~0.6mm的漆包线绝缘层的去除
5.使用细砂纸剖削绝缘层
图解演示
对于直径在0.15mm以下的漆包线,由于其线芯较细,使用刀片或砂纸时都容易将线芯折断或损伤,通常在工具设备齐全的条件下可用25W以下的电烙铁沾焊锡后在线头上来回摩擦几次即可将漆皮去掉,同时线头上会涂有一层焊锡,便于后面的连接操作,如图6-7所示。
6.使用微火软化剖削绝缘层
图解演示
使用微火软化漆包线线头的绝缘层,然后垫上一层软布或带上绝缘手套,将软化的绝缘层擦掉即可,擦拭时注意防烫伤,如图6-8所示。
有关电工综合技能从入门到精通:图解版的文章

在数控加工中,刀具相对于工件的运动轨迹称为加工路线。在进行数控加工编程时,往往是将整个刀具浓缩为一个点,这就是“刀位点”。进给量主要根据零件的加工精度和表面粗糙度要求以及刀具、工件的材料选取。......
2023-06-28

图6-10 T形连接2.多股铜芯导线的连接图解演示多股铜芯导线之间进行连接时,要求相连接的导线规格型号也应相同,否则同样会因抗拉力的不同而容易断线。如图6-12所示为不同规格电磁线头的连接。图6-14 压接管压接法连接铝芯导线图解演示沟线夹螺钉压接法适用于架空线路的分支连接,是使用强力沟形金属线夹的连接方法。......
2023-06-24

下面以图12.3.86所示的模型为例,说明沉孔加工操作的创建过程。图12.3.86 沉孔加工Task1.打开模型文件并进入加工环境打开文件D:\ug90\work\ch12.03\CounterBoring.prt。单击“创建工序”对话框中的按钮,系统弹出图12.3.87所示的“沉头孔加工”对话框。Step6.在“沉头孔加工”对话框区域的文本框中输入数值3.0。图12.3.87 “沉头孔加工”对话框图12.3.88 加工对象图12.3.89 指定部件顶面Step7.进给率设置。图12.3.90 刀具轨迹图12.3.91 2D仿真结果Task5.保存文件选择下拉菜单命令,保存文件。......
2023-11-20

表9.1-3 加工调整参数及其意义表表中的自定义项目1、2是由机床生产厂家定义的、2个随精度等级的调整自动改变的伺服参数,项目所对应的CNC参数号设定在CNC参数PRM13628、PRM13629上。图9.1-17 自定义项目显示2.参数显示与设定加工参数调整页面的显示和参数设定,在CNC参数PRM13601.0设定为“1”时有效,其操作步骤如下:1)选择MDI操作方式,并利用CNC数据显示和设定操作,取消参数保护功能。......
2023-06-25
Step2.选取如图10.2.8所示的面为切削区域,单击按钮,完成切削区域的创建,同时系统返回到“底壁加工”对话框。Stage3.指定壁几何体在“底壁加工”对话框的区域中选中复选框,单击指定壁几何体右侧的“显示”按钮,结果如图10.2.9所示。Stage7.设置进给率和速度Step1.单击“底壁加工”对话框中的“进给率和速度”按钮,系统弹出“进给率和速度”对话框。Step3.单击按钮,系统返回“底壁加工”对话框。......
2023-06-18
1.起点的输入选择了创建新程序软功能键〖NEW〗后,LCD将自动显示轮廓选择页面,其中第一页为起点编程页面,在此页面,可用对话方式输入如下轮廓起点数据。......
2023-06-25

机械加工的表面质量是指零件加工后的表层状态,它包含了零件加工后的微观几何形状误差和物理力学性能。它是衡量机械加工质量的一个重要方面,其质量将对零件或产品的使用性能和使用寿命产生很大的影响。表面粗糙度 表面粗糙度是指加工表面上具有的很小间距的波峰、波谷组成的微观几何形状特性,它主要由所使用的刀具、切削用量、加工方法以及其他因素形成的,波高与波长的比值一般大于1∶50。......
2023-06-25
了解酸奶的加工工艺,掌握酸奶的加工方法。通常制备好的生产(工作)发酵剂应尽快使用,也可保存于 0~5°C的冰箱中待用。具体办法是在少量的原料奶中加入糖加热溶解,过滤后倒入原料奶中混匀即可。装瓶:将酸奶瓶用水浴煮沸消毒 20 min,然后将添加发酵剂的奶分装于酸奶瓶中,每次不能超过容器的 4/5。......
2023-06-15
相关推荐