当数控机床的主轴部分发生故障时,维修人员可借助串行主轴的指令控制流程图来分析故障的部位或环节,有时还需要对串行主轴的参数进行设定、调整,甚至执行主轴参数的初始化。3)主轴最高速度:对应CNC参数#3741,设定主轴1挡的最高速度,非钳制速度。4)比例增益:为主轴电动机的标准参数。......
2025-09-29
1.多级变速
此时属于有级输出频率,参数事先设定后再由外部开关量进行选择,信号与变速级、输出频率的关系见表5-17。多级变速时模拟量输入无效;对A540、A740,速度倍率功能生效时,作速度倍率调整输入模拟量仍有效;几个变速级同时选择时,优先选择最低输出频率;各变速频率值可在运行中加以调整;如在A540、A740多级变速运行频率叠加外部模拟量倍率调整(补偿)输入,应设Pr28=1。倍率调整功能生效时,如Pr73=4、5、14、15,则端子2/5模拟量输入为速度倍率调整输入;Pr73≠4、5、14、15时,端子1/5模拟量输入为速度倍率调整输入。倍率调整范围由Pr252、Pr253进行设定。
表5-17 信号与变速级、输出频率的关系

2.JOG
转向信号直接控制起/停。由Pr15设定,且Pr16可设定单独加减速时间。E500系列变频器只能通过PU生效JOG操作,用RUN起动JOG操作、用FWD/REV选择转向。A540/A740系列变频器用PU控制JOG运行,也可用开关量控制JOG,输入端定义为“5”选择JOG方式,并由STR/STF选择转向与起动JOG运行。其中点动优先级最高。
3.远程操作
输出频率用RH、RM、RL,见图5-74,频率可记忆。Pr59=0,远程控制无效;Pr59=1,远程控制、频率存储同时有效;Pr59=2,远程控制有效、频率存储无效。远程控制时,RH频率增加、RM频率减小、RL清除频率存储值与停止远程控制。远程控制频率增/减由Pr7/8、Pr44/45设定;调节中如RH、RM断开时间大于1min或转向信号断开,变频器存储频率。远程控制有效时,RH、RM、RL、STF/STR与输出频率关系见图5-74。
4.程序操作
仅对A540系列变频器而言,Pr79=5。RH、RM、RL分别是程序组1、程序组2、程序组3的选择信号;STR用于定时器复位;STF用于程序起动。
程序方式有效时,外部开关量输入AU、STOP及模拟量输入端2、4、1无效,Pr76=3。SU是程序执行完成信号;FU、OL、IPF分别是程序组1、程序组2、程序组3运行中输出。当多组程序同时运行时,按照组1→2→3优先次序运行;当某1组程序运行完成,基准时间复位,自动进入下1组程序;全部程序组执行完成后,SU输出程序完成信号。如将完成信号直接复位定时器给STR,变频器重复执行。程序运行参数见表5-15,Pr201~Pr230含起动时间、转向、频率。以Pr201为例,设定Pr201=0时转向停止;Pr201=1时正转;Pr201=2时反转。重复上述输入过程。
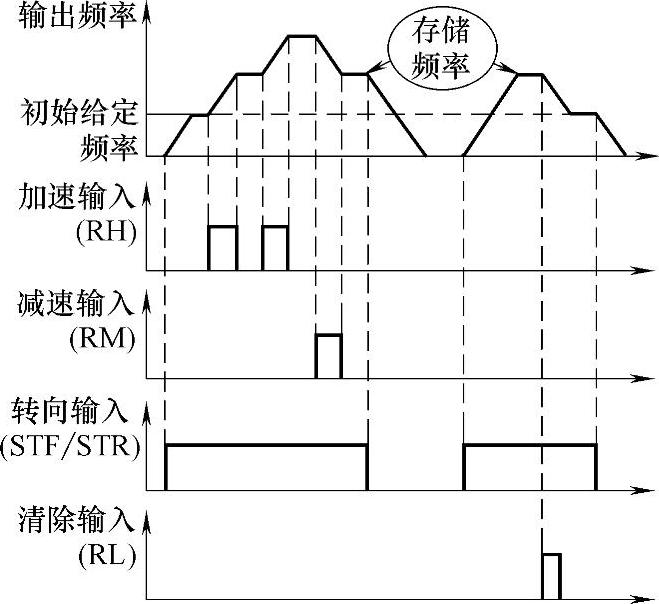
图5-74 远程控制方式(https://www.chuimin.cn)
某变频器按图5-75所示曲线重复运行。接线见图5-76,Pr79=5,内部程序运行方式;Pr76=3,定义SU、IPF、OL、FU为内部程序运行;Pr200=1,时间为h,电压监视方式;Pr231=0,起动时刻为0。
根据图5-75的运行曲线,进行如下设定:
Pr201=1,40;0:30。正转、40Hz、0:30起动正转40Hz运行。
Pr202=0,0;2:00。停止、0Hz、2:00开始停止。
Pr203=2,20;3:00。反转、20Hz、3:00起动反转20Hz运行。
Pr204=1,10;4:30。正转、10Hz、4:30起动正转10Hz运行。
Pr205=1,30;6:30。正转、30Hz、6:30起动正转30Hz运行。
Pr206=0,0;8:00。停止、0Hz、8:00开始停止,动作结束。
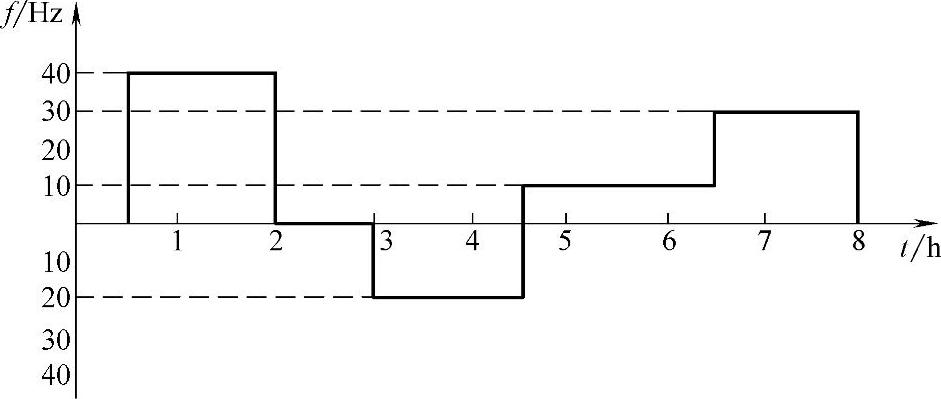
图5-75 程序运行曲线
运行结束时8:00,输出SU信号,返回STR端,定时器清零,30min重新正转40Hz,如此循环。
相关文章

当数控机床的主轴部分发生故障时,维修人员可借助串行主轴的指令控制流程图来分析故障的部位或环节,有时还需要对串行主轴的参数进行设定、调整,甚至执行主轴参数的初始化。3)主轴最高速度:对应CNC参数#3741,设定主轴1挡的最高速度,非钳制速度。4)比例增益:为主轴电动机的标准参数。......
2025-09-29

物质流分析方法为清洁性测度提供了可量化的依据,为可持续发展指标的构建提供了新思路。从物质流的角度出发,清洁性测度参数是指影响系统物质流的过程因素,通过揭示经济系统物质结构的组成和变化情况,反映系统的清洁生产水平。基于以上的分析,本书提出了建筑生命周期系统清洁性测度的过程参数。对拆除后的建筑旧材料进行充分再利用,是实现清洁生产的重要措施。......
2025-09-29

当数控机床的进给部分发生故障时,维修人员便需要对伺服进给参数进行设定和调整,甚至执行伺服进给参数的初始化。8)机床伺服轴切削进给和快速移动的速度。图5-118 FANUC系统伺服数据加载过程1.伺服进给参数的设定伺服进给参数设定的条件1)确定CNC单元的类型及相应软件(功能),是FANUC 0C/0D系统、FANUC 16/18/21/0iA系统、FANUC 16i/18i/21i/0iB/0iC系统还是FANUC 0iD/30i/31i/32i系统。图5-120 进给伺服画面3)进给伺服画面下的伺服参数设定子画面。......
2025-09-29
一般索氏体组织淬火后的变形量小于珠光体组织,粒状珠光体的变形量小于片状珠光体。夹杂物和带状组织对淬火变形也有影响。冷速越快,则淬火应力越大,变形也相应增大。图3-30结构对称、形状简单的典型工件的淬火变形规律3.组织应力引起的变形组织应力引起的变形也产生在早期组织应力最大时刻。例如,长圆柱体组织应力引起的变形是长度伸长、直径缩小。......
2025-09-29

在较早的抽水蓄能电站中,采用了两条管道,即抽水系统和发电系统之间能彼此独立运行。调峰用抽水蓄能电站由上水库、下水库、涡轮机和水轮发电机、泵和电动机等部分组成。这类抽水蓄能电站通常有四种运行模式,包括储能模式、发电模式、备用模式和短路模式。图6-1 抽水蓄能电站示意图调峰用抽水蓄能电站的基本参数有容量、抽水功率和发电功率。......
2025-09-29

以下以三峡水库的数学模型计算结果为例,说明水库淤积规律。图14-18三峡水库淤积过程2.水库淤积过程水库蓄水初期,水面比降平缓,流速小,库容大,特别是死库容大,水库淤积速率大。......
2025-09-29
本研究模拟了1971年到2000年这30年的水文过程,将模拟得到的逐日径流量与实测值进行比较,比较结果如表2所示。然而,模型模拟的低流量水文变量值低于实测值。随后进行了未来气候情景下的水文模型,在对结果的分析中考虑了前面提到的模型的不足。同样地,在模型应用之前,先用空间和时间尺度上插值生成的降水量数据对模型进行了率定和验证。......
2025-09-29

相关推荐