钢和铁是人们最熟悉的两种金属材料,常常把它们连在一起称之为钢铁,似乎是一种材料,但仔细一问:什么是钢,什么是铁?白口铁含有锰、碳与铁化合成的碳化三铁,这是冶炼钢、冷硬铸铁和可锻铸铁的原料;灰口铁含有硅,碳以石墨状态存在组织中,断面呈现灰色,这是冶炼铸铁的原料。图4-2所示为从生铁冶炼成钢和优质钢的生产过程示意图。......
2023-06-26
1)图4-82所示是学生用一张2000mm×1000mm×2mm的钢板制作工件,首先作出号料样板,用样板在钢板上号料后,将钢板的底部垫起,研究剋切的顺序。
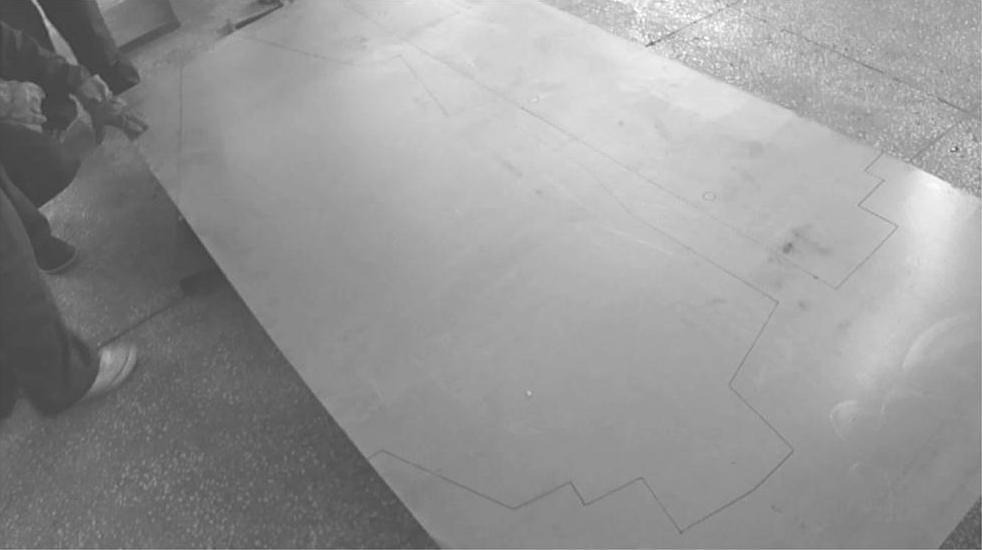
图4-82 在整张的钢板上号料
2)将下剋子放入板料的下面,板料上面的剋切线与下剋子对正位置,从工件的一端起剋开口,开口后进行直线的剋切,如图4-83所示。

图4-83 摆好下剋子后进行剋切
3)图4-84所示是学生在剋切工件的内圆孔,要灵活的转动板料。

图4-84 剋切工件的内圆孔
4)图4-85所示是学生拿着号料的钢板,准备剋切后制作过渡接头(剋切完成后还需要用压弧锤和弯管的胎具加工成形)。
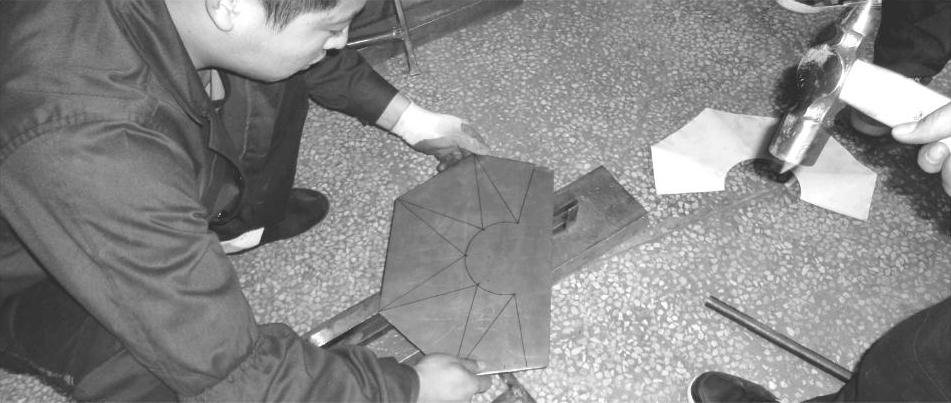
图4-85 在钢板上号出过渡接头
5)图4-86所示是学生实训时所用的一种胎具,用来弯曲板料。制作圆柱面工件使用胎具上两平行的圆管,弯曲圆锥面用成角度的两管,胎具旁边是压弧锤及锤子。
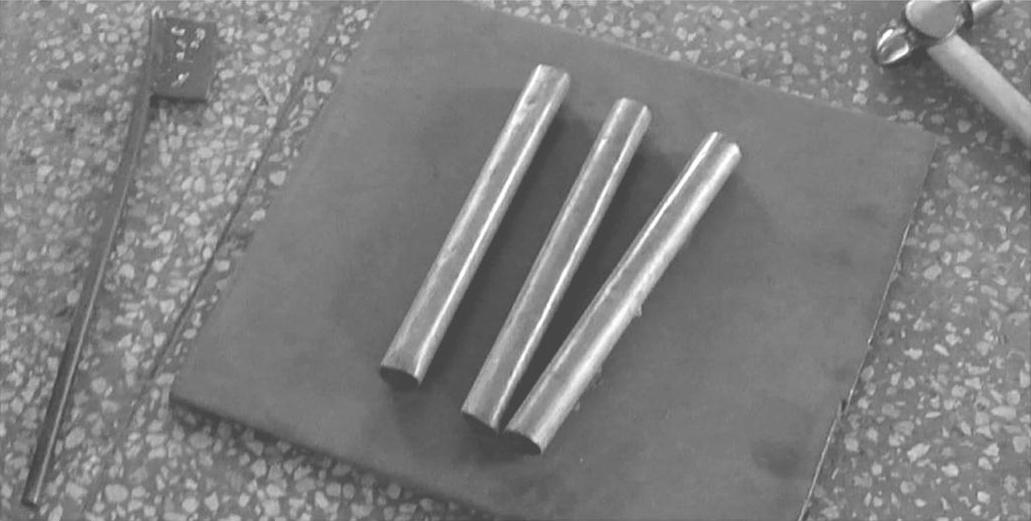
图4-86 弯管用的胎具及压弧锤
6)制作过渡接头时,要先弯曲两边,再弯曲中间。操作者一手把持板料放在弯曲胎具上(戴手套,防止板料的飞边把手划伤),另一手持压弧锤,紧压在板料的弯曲线上,指挥打锤者进行锤击,如图4-87所示。

图4-87 制作过渡接头
7)图4-88所示是制作完成的过渡接头及相贯件。

图4-88 学生制作的过渡接头及相贯件
有关视听图解冷作钣金工入门的文章

钢和铁是人们最熟悉的两种金属材料,常常把它们连在一起称之为钢铁,似乎是一种材料,但仔细一问:什么是钢,什么是铁?白口铁含有锰、碳与铁化合成的碳化三铁,这是冶炼钢、冷硬铸铁和可锻铸铁的原料;灰口铁含有硅,碳以石墨状态存在组织中,断面呈现灰色,这是冶炼铸铁的原料。图4-2所示为从生铁冶炼成钢和优质钢的生产过程示意图。......
2023-06-26
棒材挤出成型生产线HDPE实心硬棒挤出成型生产线如图7-6所示,它由挤出机、机头、隔热垫圈、冷却定型套、冷却水槽、牵引机、切断装置、制品堆放架等组成。不同塑料挤出成型棒材的收缩率见表7-2。根据试验数据,直径40~120mm的聚酰胺1010连续挤出棒材的收缩率为2.5%~3.0%。①棒材的冷却定型模与挤出机头紧密相连,连接处要加隔热垫圈。但应注意温度高于250℃时易变形损坏。不能夹得过紧,否则阻力过大棒材挤不出口模,会造成胀死在定型模腔内。......
2023-06-15

激光烧结自由成形常采用CO2激光束选择性烧结聚合物或者聚合物/生物陶瓷(如HA)的复合材料粉末来形成材料层。如图5-26所示,用激光烧结自由成形的PCL支架的孔径为1.75~2.5mm,孔隙率为79%,压缩模量为52~67MPa,屈服强度可达2~3.2MPa[33]。美国的Lee等人用PMMA作为粘结剂,与多种磷酸钙盐粉末混合,用SinterStation2000自由成形机制作支架原型,再经过烧结等后处理过程去除有机质,构成HA多孔支架,密度为1.4g/cm3,孔隙率为30%,压缩强度为18.6MPa。......
2023-06-15

1)化工原料矿产资源勘探及大中型化工原料矿山建设。7)新型生物化工产品、专用精细化学品和膜材料生产。8)新型高效、无污染催化剂开发及生产。9)有机硅、有机氟及高性能无机氟化工产品生产。18)新型环保型油剂、助剂等纺织专用化学品生产。19)复合材料、功能性高分子材料、工程塑料及低成本化、新型塑料合金生产。20)采用先进工艺技术的大型基本有机化工原料生产。......
2023-06-30

棒材火焰喷涂是采用氧-乙炔燃烧火焰作热源,喷涂材料为棒材的热喷涂方法。70年代中后期,随着等离子喷涂技术在我国的推广,陶瓷棒材火焰喷涂技术逐渐退出应用。除喷枪在结构上有些差别外,其他各系统与线材火焰喷涂基本相同。......
2023-06-18

目前,喷印自由成形的电子元件主要有:电容器、电感器、电阻器、晶体管和传感器等。图3-43 微型热管网络的喷印成形的过程a)喷印有机墨水 b)逐层喷印墨水 c)在热管网络中渗透低粘度环氧树脂 d)环氧树脂固化,去除易消散墨水美国康奈尔大学在其研制的Fab@Home Model 1喷印机上,已自由成形电路、有机电化学晶体管、机电继电器、锌空气电池等[1-5,14]。图3-44 Fab@Home Model 1喷印机......
2023-06-15
Boland最先采用喷墨技术进行细胞打印,并打印出内皮细胞、微脉管系统、平滑肌细胞、羊水源干细胞等。喷墨技术在打印细胞的可行性和可靠性方面均已得到验证,但在如何处理活细胞方面还有局限性:①热泡喷墨打印时,喷嘴局部区域的最高温度在300℃以上,且存在着较大的剪切应力,因而需要考虑如何减少打印过程中的机械和热环境对细胞的损伤;②大多数哺乳动物细胞较为脆弱,易受到环境的影响,在喷墨打印过程中难免会受到损伤。......
2023-06-15
板(片)材挤出机头口模的调节方式 口模平直段的长度,一般要根据板材的厚度而定,通常取板材厚度的20~30倍。图6-22所示为格子板机头用螺钉调节模唇上下移动而控制口模出胶间隙的方法。一般情况下,生产板材的扁平机头都兼用阻流块、阻流棒和口模间隙调节装置。板材机头口模技术参数与制品质量关系1)板坯进入三辊的方向与制品质量关系。图6-30 ABC塑料板材的机头温度分布5)口模宽度与出料均匀性。......
2023-06-15
相关推荐