图6-10 T形连接2.多股铜芯导线的连接图解演示多股铜芯导线之间进行连接时,要求相连接的导线规格型号也应相同,否则同样会因抗拉力的不同而容易断线。如图6-12所示为不同规格电磁线头的连接。图6-14 压接管压接法连接铝芯导线图解演示沟线夹螺钉压接法适用于架空线路的分支连接,是使用强力沟形金属线夹的连接方法。......
2023-06-24
在小型冷藏库制冷系统的维修工作中,要把两根铜管连接起来,可以采用焊接或接头连接的方法,这两种连接方法都需要对铜管进行胀口。
1.胀套口
铜管焊接不能采用管口对管口的对焊法,因为这种方法易造成焊口强度变低,容易出现裂痕和形成焊堵故障。因此,一般要采用套接的方法,如图4-2所示。这样在焊接前就需要对作为套管的铜管进行胀套口。为了增加焊口的焊接强度,一般要使套管套口的内径大于被套管外径0.5mm左右,套口的长度应在10mm左右,以便焊料熔液能够流入套口间隙中,形成能满足需要的焊接面。
对于ϕ16mm以上的铜管胀套口时,需要一个专门冲子和一个夹具。胀套口冲子分三段构成,如图4-3a所示。前段长为10mm,直径等于套管内径,作导向用,保证冲子在胀口操作中不歪斜。中段长约为10mm,直径为胀口后管的内径,作胀套管用。后段较粗,作冲子的手柄用。夹具由两块夹板组成,用螺栓紧固,如图4-3b所示。夹具上有几个直径不同的孔,用来夹紧不同规格的铜管。
操作时,先把要胀的一端长约20mm的管头用焊枪火焰加热,在空气中自然冷却后,用夹具夹于相同直径的孔内,铜管露出高度要稍大于管径。铜管被夹紧后,把夹具夹持在台钳上,然后在冲子头上涂上一层冷冻油,将冲头插入管内后,用锤子轻轻敲击,每敲击一下,要将冲子转动一个角度,直到冲好为止。
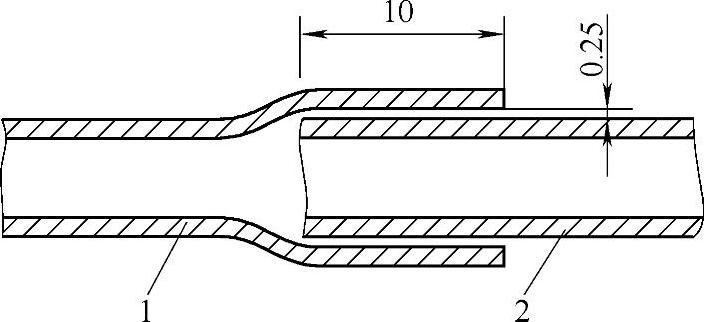
图4-2 铜管的套接
1—套管 2—被套管
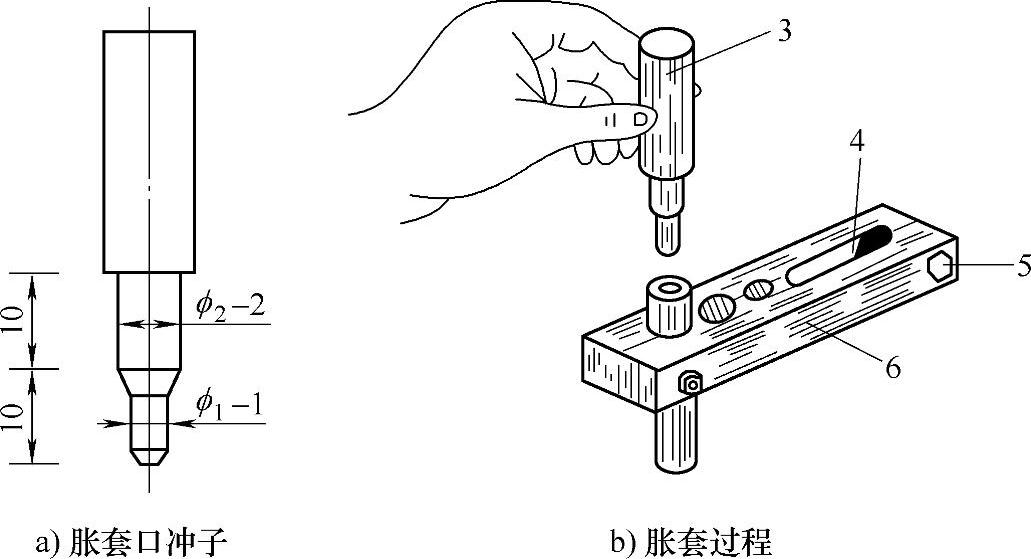
图4-3 胀套口冲子和胀套过程
1—套口内径① 2—套口内径② 3—冲子 4—夹扁用腭 5—紧固螺栓 6—夹具
2.胀喇叭口
铜管活接,为确保连接处的密封性,管口需要扩大成喇叭口形状。
胀喇叭口需要使用专用工具——扩管器,其外形结构如图4-4a所示。操作时,将已退火的铜管放入与管径相同孔径的夹具孔中,铜管露出的高度应为喇叭口深度的1/3,如图4-4b所示,然后在扩管器的翻边锥头上涂上冷冻油,旋转手柄将螺杆旋紧,将锥头压紧在管口上,缓慢旋转螺杆,每转一下需稍微倒转一下再旋转,直到将螺杆旋紧为止。

图4-4 扩管器
扩出的喇叭口应是平整的45°角,不能扩成带弧度的45°喇叭口,如图4-5所示。喇叭口扩成后应圆整、平滑、无裂纹。
有关小型冷藏库结构、安装与维修技术的文章

图6-10 T形连接2.多股铜芯导线的连接图解演示多股铜芯导线之间进行连接时,要求相连接的导线规格型号也应相同,否则同样会因抗拉力的不同而容易断线。如图6-12所示为不同规格电磁线头的连接。图6-14 压接管压接法连接铝芯导线图解演示沟线夹螺钉压接法适用于架空线路的分支连接,是使用强力沟形金属线夹的连接方法。......
2023-06-24
钢筋施工时,由于设计需用的钢筋种类、钢号和直径与工地到货不符,或临时发生短缺情况,应根据不影响使用的条件进行代换使用。在使用进口钢筋时,应严格遵守先试验、后使用的原则。但是,应满足构件中钢筋最小直径要求,然后才能考虑代换。凡属重要结构中的钢筋代换,应征得设计单位同意方可实施代换。对于在设计的施工图纸中明确指出不能以其他钢筋进行代换的构件和结构的某些部位,均不得擅自进行代换。......
2023-06-29

图13-15 建立DB1数据分配如图13-16所示,在OB1中调用特殊功能块SFC14和SFC15,完成从站数据的读和写。图13-16 调用SFC14和SFC15在图13-16中,LADDR表示硬件组态时PZD的起始地址;RE-CORD表示数据块中定义的PZD数据区相对应的数据地址;RET_VAL表示程序块的状态字,可以以编码的形式反映出程序的错误等状态。PKE→DB1.DBW0IND→DB1.DBW2PWE1→DB1.DBW4参数值的高字位PWE2→DB1.DBW6参数值的低字位3)将DB1.DBX12.0开始的8个字节写入从站。4 PKW,4 PZD word cons4个字参数数据,用SFC14/15编程;4个字过程数据,字连续,用MOVE指令编程。......
2023-06-18

在进行等分节奏训练时,主要抓住其过程中的稳定性,要尽可能做到高度稳定与准确。而由其衍生出来的变体节奏型主要有八分附点、切分、前十六与后十六等节奏型,其中,八分附点节奏型的十六分音符不准确、切分节奏型的中间八分音符不准确、前十六与后十六节奏型的赶节奏等都是合唱训练中普遍存在的问题,因此,在平时的训练中要加以注意。......
2023-10-18

目光接触是最能传神的非语言交往,通过眼神,谈话者可以了解对方对自己所说内容的真切感受,也可以知道你对对方所谈内容的反映。在交谈时,目光和神态应在注视对方与不注视对方之间交替。注视对方的眼神应是自然的、柔和的。在与人交谈中,目光、神态的运用应注意以下几个方面:在普通谈话中,听者应平视对方,眼神不能游移不定,也不可东张西望。异性之间不能用目光相互盯视,否则容易被人所误解。......
2023-07-03
在倒闸操作过程中应严格遵守规定,不能随意操作。因此,倒闸操作必须严格执行安全规程的要求,以确保操作的安全。倒闸操作的安全规程主要包括以下方面。有雷雨时,禁止倒闸操作和更换熔断体,高峰负荷时避免倒闸操作。运行经验表明,如果在运行中能够认真执行电气安全的组织措施和技术措施;在执行倒闸操作任务时,注意力集中,严格遵守电气设备操作的规定,就能有效地防止操作事故的发生。......
2023-06-24
图5-3皮下注射刺入法图5-4肌内注射部位2.捏住注射部位来确认肌肉的厚度。5.回抽注射器确定未刺入血管,同时询问患者有无麻感,以避免损伤神经。7.快速拔去注射器后用无菌棉球缓慢按揉后,再行压迫止血。7.解除止血带。7.缓慢地抽吸注射器采集所需的血量。......
2023-12-07

表3-5不同装药号对应的落点散布从表3 -5 可知, 射击同一射程目标时, 落点散布随选择的装药号增大而增大, 装药号对落点散布有重要影响, 同样射程, 采用7 号装药时的射程散布比采用4 号装药增大了30.5%, 采用7 号装药时的横偏散布比采用4 号装药增大了91.6%。射程散布随装药号的增大幅度小于横偏散布, 主要原因是: 射程对初速敏感因子是随装药号的增大而逐渐减小的。......
2023-06-15
相关推荐